Von Jochen Krings
Die konventionelle Konvektortrocknung hat einen hohen Energiebedarf mit geringem Wirkungsgrad und ist abhängig vom Energieträger Gas. Dieser steht bereits seit längerem aufgrund seiner Umweltwirkungen auf dem Prüfstand, sowie seit kurzem wegen der gefährdeten Versorgungssicherheit. Alternativen rücken mehr und mehr in den Fokus. So gibt es bei der Pulverlackierung die Möglichkeit, die Ofentemperatur und damit den Energieaufwand des Prozesses mit Niedrigtemperatur-Pulverlacken zu reduzieren. Die grundsätzlichen Nachteile der herkömmlichen Konvektortrocknung bleiben dabei jedoch bestehen. Eine weitere Alternative ist der Einsatz einer elektrischen Infrarot-Trocknung, bei der elektrisch betriebene Quarzglas-Lampen mit spezieller Wellenlänge direkt auf das Bauteil einwirken. Ein Anbieter dieser Technik ist der schwedische Hersteller Hedson Technologies, der zusammen mit dem Lackhersteller Teknos an ganzheitlichen Konzepten für energetisch optimierte Prozesse arbeitet.

Wärmereflektion für Industrieöfen nutzen
Energienutzung von 98 %
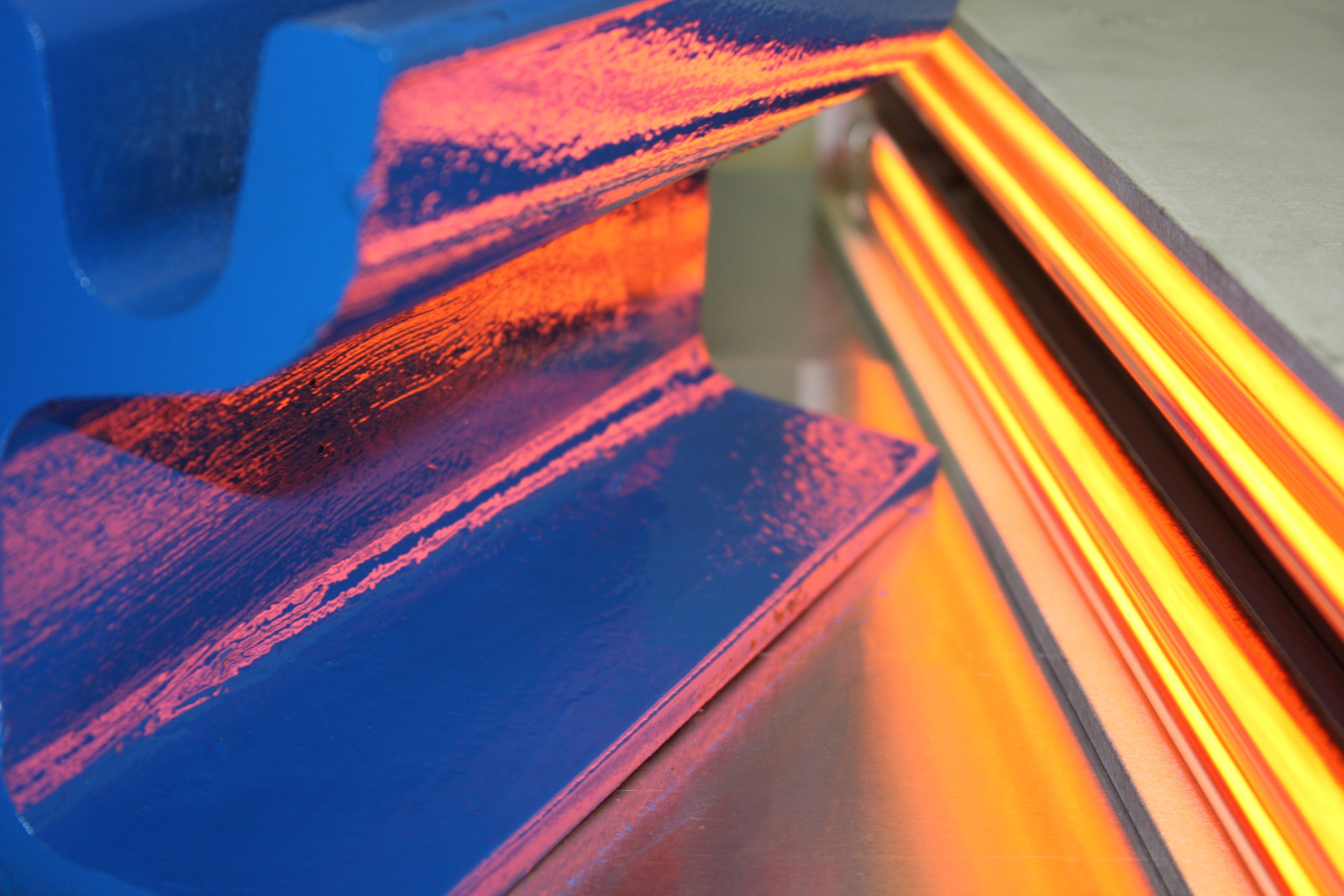
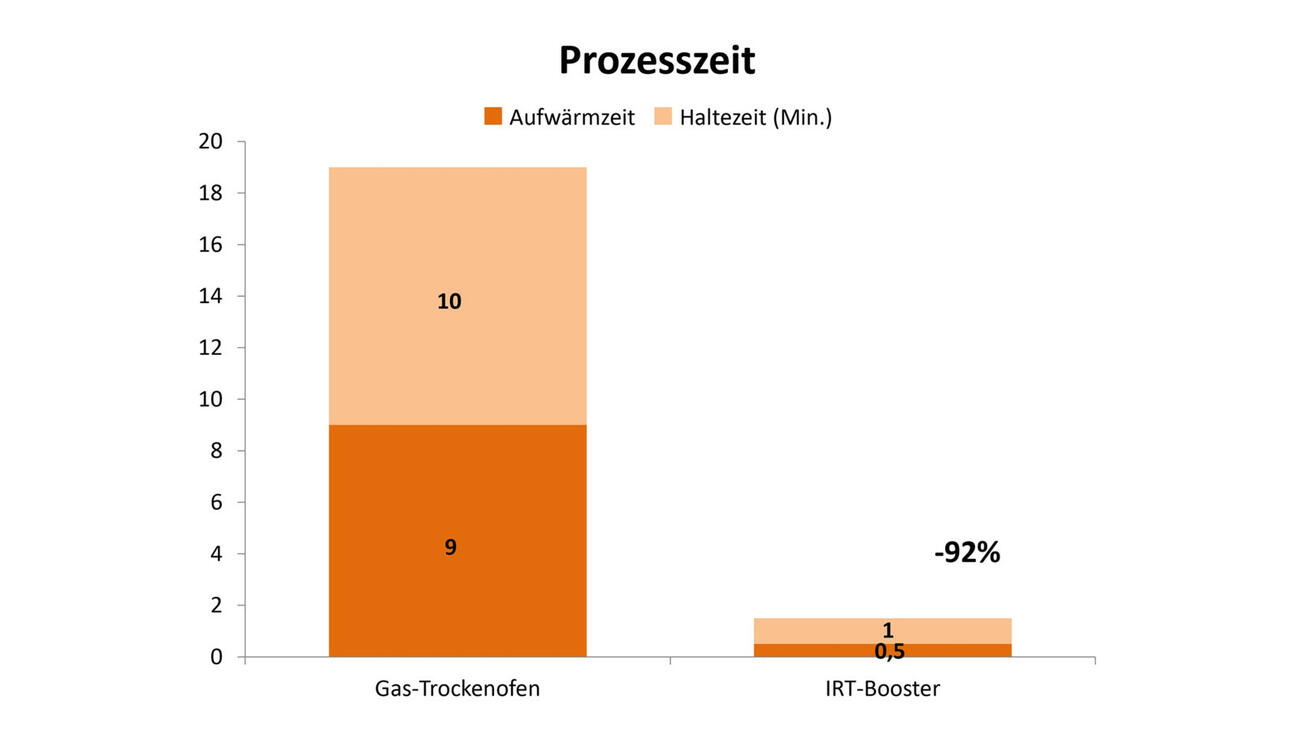
„Im Zusammenhang mit einer kundenspezifischen Zusammenarbeit mit Teknos Deutschland haben wir die Wirkung unserer Infrarotstrahler auf unterschiedlichste Pulverlackarten analysiert", erläutert Jörg Andres, Regional Sales Manager Industrial Curing bei der deutschen Vertriebsgesellschaft von Hedson Technologies. „Dabei hat sich gezeigt, dass das spezielle Niedrigtemperatur-Pulver von Teknos nicht nur binnen 30 Sekunden angeliert, sondern auch innerhalb von 60 Sekunden vollständig eingebrannt ist. Ein gasbetriebener Trocknungsofen wird nicht mehr benötigt.“ Die Vorteile zeigen sich am Anwendungsfall einer Beschichtung von Stahlprofilen mit rechteckigem Querschnitt. In einem herkömmlichen Prozess mit Konvektortrocknung und normalem Pulverlack wird das Werkstück dabei durch einen gasbetriebenen Trockenofen geführt. Bei einer Einblastemperatur von 190°C beträgt die Verweilzeit im Beispielfall etwa 9 – 10 min zum Aufheizen des Werkstückes und Angelieren des Pulvers plus weitere 10 min zum Einbrennen, insgesamt also etwa 19 – 20 min. Dabei läuft der Trockenofen im Dauerbetrieb, es wird also permanent eine große Menge an Energie verbraucht, auch außerhalb des eigentlichen Prozessfensters und bereits beginnend mit der Vorwärmzeit des Ofens. Anders beim Prozess mit dem IRT-Booster. Hier sind zur Pulveraufschmelzung elektrisch betriebene Quarzglas-Lampen angebracht, die mit einer kurzwelligen Infrarotstrahlung direkt auf das Bauteil einwirken und es somit schnell und gleichmäßig erwärmen. Spezielle goldbeschichtete Reflektoren sorgen dafür, dass 98 % der emittierten Energie tatsächlich genutzt wird. Damit ist der Wirkungsgrad vergleichsweise hoch.


Spezielles Pulver für niedrige Temperaturen
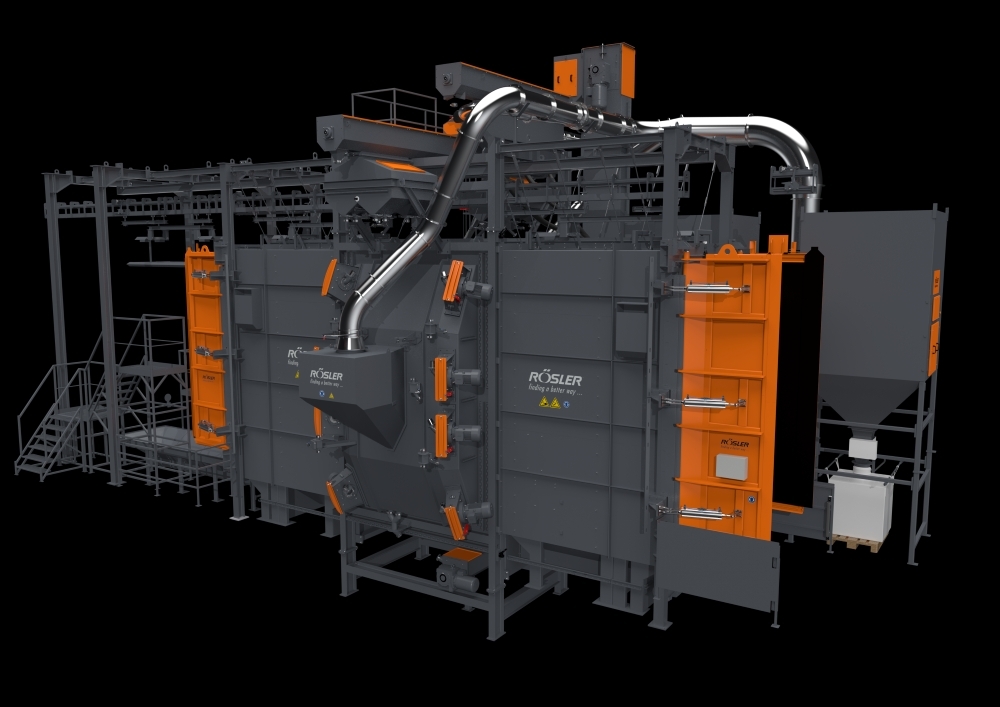
Die IRT-Strahler können innerhalb von 1 s auf die volle Leistung hochgefahren werden, der Energieeinsatz lässt sich somit präzise steuern. Die Steuerung der Anlage schaltet die Strahler erst dann für eine vordefinierte Zeit ein, wenn das Bauteil eine Sensorschranke passiert. Zudem lassen sich verschiedene Strahlerzonen einrichten. Im genannten Beispiel besteht der IR-Wirkungsbereich aus 66 einzelnen Strahlern in vier Zonen. Die Sensorschranke erkennt die Länge des einfahrenden Bauteils, und die Steuerung schaltet nur die IR-Zonen ein, die für diese Länge tatsächlich erforderlich sind. Ein entscheidender Faktor ist auch der Pulverlack. Der Lackhersteller Teknos bietet ein speziell für niedrige Einbrenntemperaturen entwickeltes Pulver an, das die IR-Trocknung noch einmal beschleunigt. „Mit herkömmlichen Niedrigtemperatur-Pulvern am Markt waren bei dem untersuchten Werkstück Prozesszeiten von mindestens drei Minuten erforderlich“, berichtet Jörg Andres. „Mit dem speziellen Teknos-Pulver dagegen war der Lack nach 90 Sekunden vollständig ausgehärtet. Unter Berücksichtigung der unterschiedlichen IR-Leistungen in Aufheiz- und Haltephase bedeutet das, dass das Teknos-Pulver die energetische Effizienz des Prozesses noch einmal um bis zu 50 Prozent erhöht." Die kürzere Haltezeit hat auch Auswirkungen auf die Anlage selbst. „Das schneller aushärtende Teknos-Pulver benötigt eine deutlich kürzere Angelier- und Haltezone“, so Andres. „Die Anlagengröße ist um die Hälfte kleiner als bei herkömmlichen Niedrigtemperatur-Pulvern, das heißt auch die Investitionskosten sind geringer.“


Bis zu 64 % Einsparpotenzial
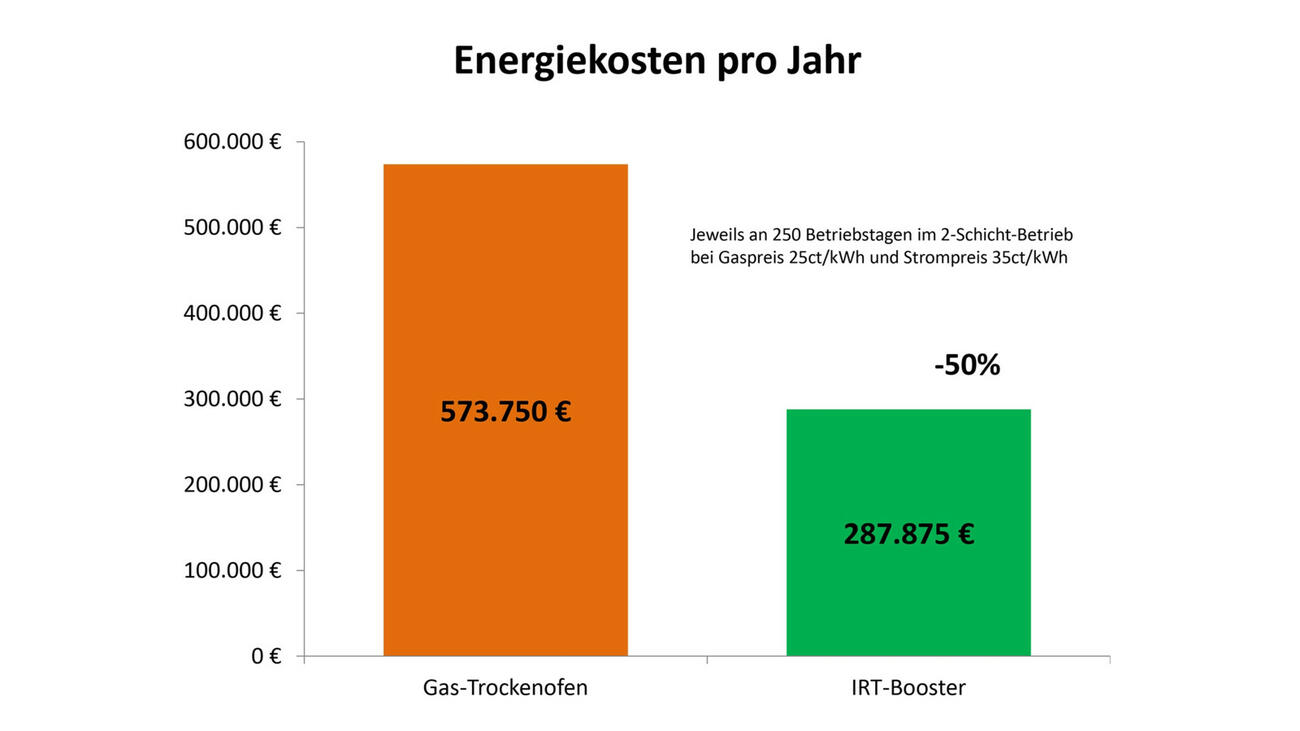
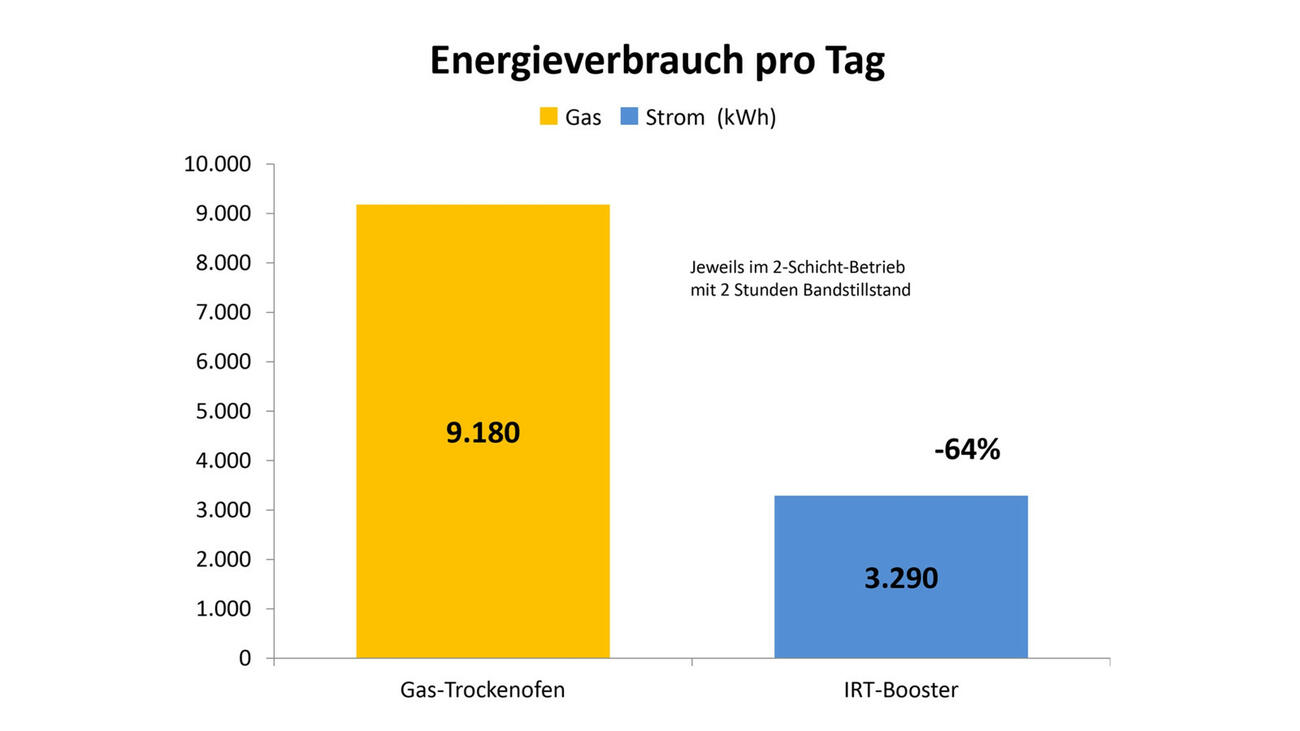
Damit ist das Einsparpotenzial gegenüber gasbetriebenen Trockenöfen enorm. Im Anwendungsbeispiel liegt der Energieaufwand für die gasbetriebene Konvektortrocknung mit 190°C Einblastemperatur im Dauerbetrieb bei durchschnittlich 510 kW/h Gas. Im Vergleich dazu benötigt die Aushärtung des Teknos-Pulvers mit der IRT-Technik lediglich 235 kW/h elektrischer Energie, also 54 % weniger. Noch markanter ist die Energieeinsparung, wenn man die tatsächlichen Betriebszeiten berücksichtigt. Denn während der Durchlaufofen vom Vorwärmen bis zum letzten Schichtende durchgehend Energie verbraucht, schalten die IRT-Strahler bei Schicht- und Farbwechseln sowie Reinigungs- und Pausenzeiten auf Standby. Bei einem Zwei-Schicht-Betrieb mit etwa 14 h tatsächlicher Bandlaufzeit pro Tag bedeutet das im Anwendungsfall statt einem Energiebedarf von über 9.000 kWh Gas nur noch rund 3.300 kWh Stromverbrauch, rund 64 % weniger.
Wirtschaftlich vorteilhaft
Im beschriebenen Anwendungsfall bedeutet die IR-Trocknung eine Reduzierung der Betriebskosten um rund 285.000 EUR im Jahr. Bei Investitionskosten im Bereich von 125.000 – 175.000 EUR und rund ein Viertel höheren Kosten für den speziellen Pulverlack ist eine Amortisationszeit von nur 1 bis 2 Jahren realistisch. Wirtschaftlich noch interessanter ist die Lösung für Unternehmen, die selbst Strom erzeugen, beispielsweise mit einer Photovoltaikanlage auf dem Hallendach. Insbesondere dann, wenn überschüssiger Strom bislang zu ungünstigen Bedingungen in Netz eingespeist wurde. Wirtschaftlich relevant sind auch die deutlich kürzeren Prozesszeiten. Im Anwendungsbeispiel reduziert sich der Trocknungsprozess von rund 20 min auf etwa 90 s. Hinzu kommt, dass bei der gezielt gesteuerten IR-Trocknung kleinere Losgrößen und flexiblere Schichten ohne Energieverlust möglich sind. Auch bei Bauteilen mit unterschiedlicher Größe und Masse spielt die elektrische Infrarottrocknung Vorteile aus: Über die Regeltechnik können unterschiedliche Programme hinterlegt werden, die sich dann produktspezifisch abrufen lassen, um die Strahlerleistung an unterschiedliche Baugrößen anzupassen. Zwischenstopps für eine längere Haltezeit wie bei Konvektortrocknung mit konstanter Ofentemperatur sind nicht erforderlich.

Einsatzmöglichkeiten der Infrarot-Trocknung
Die IR-Trocknung eignet sich am besten für dünnwandige, flächige Werkstücke wie Bleche, Verkleidungen oder Stahlbauelemente. Bei Produkten mit komplexer Geometrie können Schattierungen den Aushärtungsprozess beeinflussen, daher ist der Einsatz in solchen Fällen projektspezifisch zu klären. „Jede Anlage wird für das konkrete Projekt individuell zusammengestellt“, erklärt Jörg Andres. „Wir leisten gemeinsam mit den Lackspezialisten von Teknos Unterstützung bei Prozessanalyse und Planung und bieten die Anlagentechnik als Komplettlösung mit Booster-Einheit, PLC-Steuerung und Einrichtung an.“ Bestehende Anlagen lassen sich meist problemlos umrüsten, vorhandene Konvektionsofen können dabei als bauliche Struktur erhalten werden. „Die IRT-Trocknung eignet sich hervorragend für Pulverlack-Prozesse, lässt sich grundsätzlich aber auch für die energetische Optimierung von Nasslack-Beschichtungen einsetzen“, so Jörg Andres von Hedson Technologies. „Aufgrund ihrer Flexibilität rechnet sich die Technik nicht nur für große Produktionsvolumen, sondern auch für eine kleinteiligere Produktion. Der entscheidende Unterschied zu herkömmlicher Konvektortrocknung besteht darin, dass Energie wesentlich gezielter eingesetzt wird. Der IRT-Booster liefert zum richtigen Zeitpunkt genau die Wärme, die benötigt wird, nicht mehr und nicht weniger.“ Marcel Eckhardt, Sales Representative Teknos Deutschland, ergänzt: „Auf Grund der drastisch gestiegenen Kosten und der Unwägbarkeiten bei der Energieversorgung lohnt es sich mehr denn je, den gesamten Beschichtungsprozess unter die Lupe zu nehmen.“