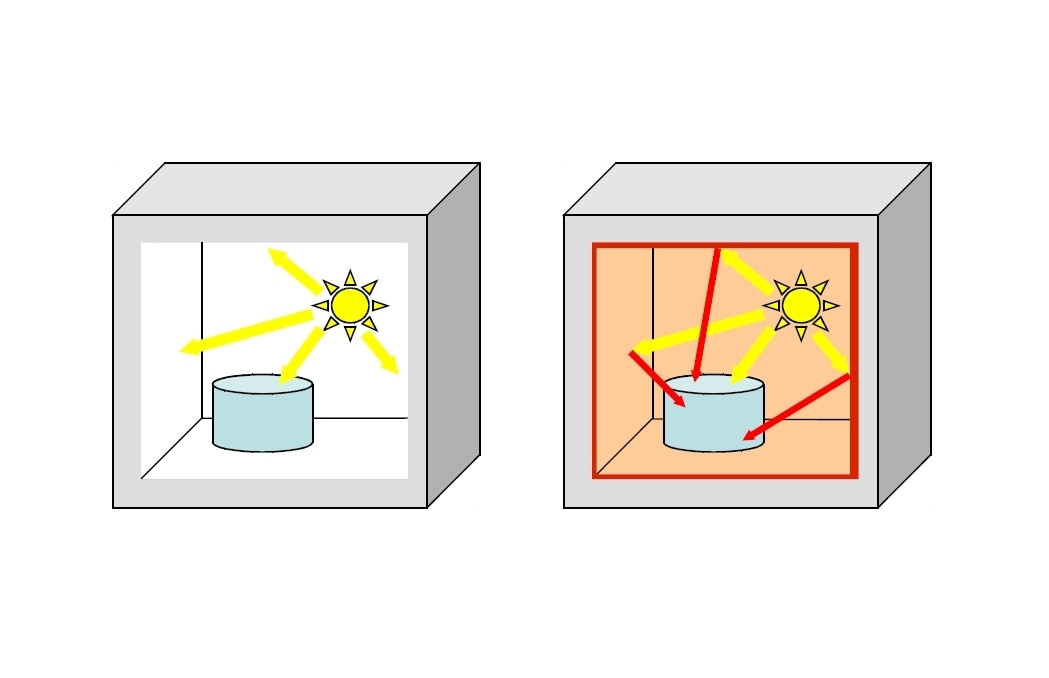
Schmieden, Gießereien und Härtereien haben naturbedingt einen hohen Energiebedarf. Doch ein Teil der eingesetzten Wärme wird von den Öfen selbst absorbiert, was für unnötige Verluste sorgt. Mit Ceracoat lassen sich diese Verluste eindämmen: Die Beschichtung wird auf die heiße Seite des Ofens aufgebracht und erhöht die Reflexion der Wärmestrahlung im Vergleich zu unbeschichteten Oberflächen um etwa 30 %. Dadurch erreichen die Werkstücke die avisierte Kerntemperatur schneller und der Heizbedarf kann sinken, wie eine aktuelle, DBU-geförderte Untersuchung zeigt. Bei Laborversuchen mit zwei Stahlblöcken in einem Boxofen verkürzte sich die Aufheizzeit der Blöcke bei einer vorhandenen Ceracoat-Beschichtung nachweislich um 25 %. Die mörtelartige Ceracoat-Masse wurde ursprünglich in den USA für die Porzellan- sowie Steingutindustrie entwickelt und besteht aus natürlich vorkommenden Stoffen wie Mulliten, Kaoliniten und Oxiden verschiedener Übergangsmetalle. Das Besondere an dieser Mischung ist ihre starke Wärmereflexion bei Temperaturen ab etwa 660 °C, wodurch Aufheizzeiten verkürzt oder Durchlaufzeiten reduziert werden können.

Neuartiges Beschichtungssystem für innovativen Verschleißschutz
Zu der Untersuchung
In dem aktuellen, von der Deutschen Bundesstiftung Umwelt (DBU) geförderten Forschungsprojekt des VDEh-Betriebsforschungsinstituts (BFI) in Kooperation mit der Avion Europa konnte in Technikumsversuchen die Wirkung des Coatings auf das zu erwärmende Material nachgewiesen werden. Insgesamt wurden jeweils drei Testläufe ohne Beschichtung sowie drei Testläufe mit keramischer Beschichtung durchgeführt und dadurch vergleichbare Ergebnisse erzielt. „Für sämtliche Versuche wurde ein 2 m x 2 m x 6 m großer Kammerofen mit einem offenen 800-kW-Brenner und einer Faserzustellung verwendet, welche eine Hitzebeständigkeit bis 1.600 °C aufweist. Im Inneren platzierten die Ofenbediener zwei Stahlblöcke und versahen diese mit Thermoelementen, die in unterschiedlichen Tiefen angeordnet wurden. Auf diese Weise sollte im Ofenraum eine Prozesstemperatur von 1.300 °C und als niedrigste Kerntemperatur in den Versuchsblöcken 1.250 °C nachgewiesen werden. Bei den Versuchen für den unbeschichteten Zustand dauerte es 4 h, bis die 1.250 °C Blocktemperatur erzielt wurden. Im Anschluss wurde die Ceracoat-Beschichtung auf die Faserzustellung der Brennkammer aufgetragen. In den Testläufen mit Ceracoat konnten die 1.300 °C Ofen- und die 1.250 °C Kerntemperatur bereits nach 3 h erreicht werden. „Ein Einfluss des Coatings auf die Wärmeübertragung zeigt sich ab 800 °C Ofenraumtemperatur. Ab dieser Temperatur erwärmen sich der Ofenraum sowie die Stahlblöcke mit einem höheren Temperaturgradient als im Versuch ohne das Coating“, erklärt Dr.-Ing. Carsten Rein, Versuchsleiter am BFI. Da sich die Aufheizzeit der Blöcke um 25 % verkürzte, konnte ein Effekt durch die Beschichtung in den Versuchen eindeutig nachgewiesen werden. Aufgrund des temperaturgeregelten Brennerbetriebs und der durch das Coating schneller erreichten Regelgröße (Brennkammertemperatur 1.300 °C) wurde die Gaszufuhr während des Versuchs heruntergeregelt. Hierdurch ließ sich eine zusätzliche Gasersparnis und damit auch eine deutliche CO2-Reduktion realisieren. Die Versuche zeigen also bei Temperaturen > 800 °C einen deutlich höheren Temperaturgradienten, sowohl bei der Brennkammer- als auch bei den Blocktemperaturen. Es ist somit davon auszugehen, dass der Effekt der Beschichtung besonders bei Hochtemperaturanwendungen messbar wird.

Effekte auf die Lebensdauer
In Öfen mit niedrigeren Temperaturen, in denen die Einspareffekte durch die Abstrahlung geringer ausfallen, lohnt sich durch die Schutzwirkung für die Ausmauerung der Einsatz der Beschichtung nach Erfahrung von Avion dennoch. In der unbeschichteten Brennkammer sind Stahl sowie Schamotte oder Fasermaterial den Ofengasen ausgesetzt. Daher degenerieren sie nach und nach, was alle fünf bis zehn Jahre eine kostenintensive neue Zustellung erfordert. Ceracoat hingegen bildet eine Barriere zwischen Ofenwand und Gasen, die die Lebensdauer der Ofenisolierung um 5 – 10 Jahre verlängert. Selbst eine bereits verwitterte Ofenwand kann ertüchtigt werden, da das Aufbringen der Beschichtung den Erosionsprozess der Ausmauerung unterbricht. Voraussetzung dafür ist natürlich, dass die Statik der Mauerung noch intakt ist. „Mit dem Ergebnis der Versuche des BFI im Kammerofen sind wir sehr zufrieden“, so Roland Caminades, Geschäftsführer der Avion Europa. „Besonders freut uns, dass das DBU es in Erwägung zieht, ein weiteres Forschungsprojekt zu fördern, bei dem die Wirkung der Beschichtung an Industrieanlagen, beispielsweise auch bei kontinuierlichen Prozessen untersucht wird.“ In der Zwischenzeit prüft Avion Europa die Übertragbarkeit des vielversprechenden BFI-Versuchs auf einen im Betrieb befindlichen Boxofen.