Metall leitet Wärme sehr gut, bei Metallteilen mit sehr viel Masse wird darum die Wärme von der Oberfläche rasch in die Tiefe geleitet und steht dann nicht für die Lacktrocknung zur Verfügung. Mittelwellige Infrarot-Strahlung kann gezielt Lack und Oberfläche erwärmen, der Lack wird getrocknet und das Metallteil bleibt innen relativ kühl. So wird einerseits der Trocknungs-Prozess beschleunigt und andererseits die Energieeffizienz verbessert.
Der Fall Whitford
Whitford Ltd in Cheshire, Großbritannien, bietet Hochleistungs-Fluorpolymerbeschichtungen und Sol-Gel-Antihaft-Beschichtungen für eine breite Palette von Anwendungen an. Dazu gehören Beschichtungen von Kochgeschirr und Backformen, kleinen elektrischen Geräten und Teilen für Luft- und Raumfahrt, Automobilindustrie und chemische Verfahrenstechnik. Das Unternehmen ist besonders für seine Xylan-Beschichtungen bekannt, die wegen ihrer Korrosions- und Chemikalienbeständigkeit und der ausgezeichneten Sichtbarkeit unter Wasser in der Offshore-Industrie weit verbreitet sind. Die Xylan-Reihe bietet Haftung auf den meisten Metallen, Kunststoffen, Keramik und Holz.
Zielgenau statt Masse
Die meisten Beschichtungen im Xylan-Bereich erfordern jedoch eine erhöhte Temperatur zum Härten. Bisher wurde diese Temperatur mit Heißluftöfen erreicht. Das war allerdings energie- und zeitaufwendig, da die gesamte Masse des zu härtenden Teils auf die Zieltemperatur erwärmt werden musste. Zudem war keine schnelle Kontrolle der Temperatur an der Oberfläche des Werkstücks möglich. Daher zog Whitford in Betracht, Infrarot-Technologie zu nutzen und testete bei Heraeus Noblelight verschiedene Infrarot-Strahler mit unterschiedlichen Wellenlängen.


Alternative zur Härtung mit Heißluftöfen
Alle Strahler, Carbon Strahler mit mittlerer Wellenlänge, schnelle mittelwellige Strahler mit kurzer Reaktionszeit, sowie normale mittel- und kurzwellige Strahler, erwiesen sich als geeignete Optionen für die Aushärtung und Reparatur von Xylan-Beschichtungen. Die neue Trocknung sorgt für signifikante Einsparungen bei den Prozesszeiten und senkt die Energiekosten. Gareth Berry, der verantwortliche Ingenieur für Forschung in Whitford, ist sehr zufrieden mit den Ergebnissen und erklärt: „Wir können unseren Kunden jetzt eine praktikable Alternative zur Härtung mit Heißluftöfen anbieten und diese spart zusätzlich Zeit und Energie.“
Der Fall Klinger
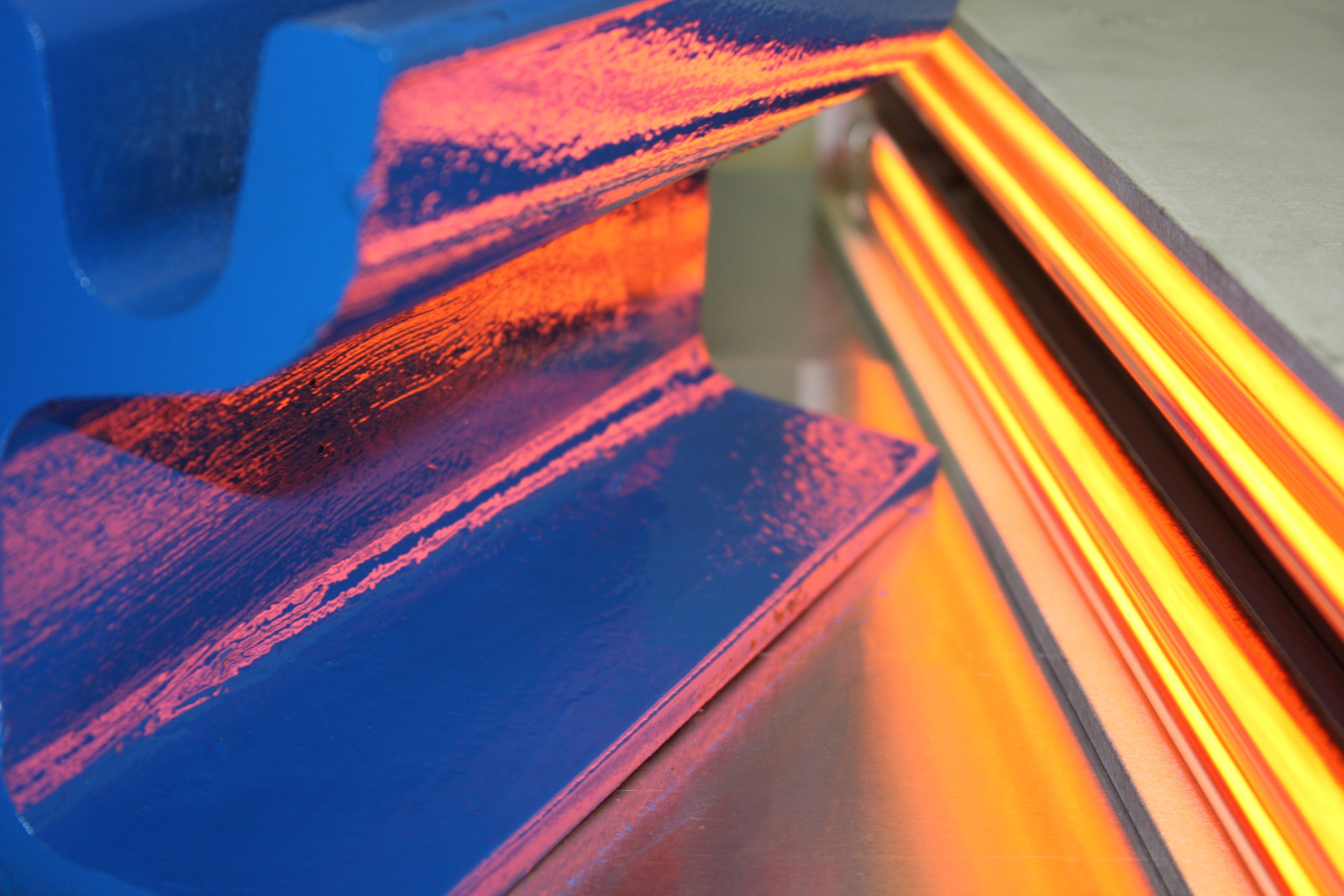
Klinger UK Ltd. ist einer der weltweit aktiver Hersteller von Dichtungen, beispielsweise für die Öl-, Gas- und Petrochemiebranche. Ein wichtiger Schritt bei der Herstellung von einer ganzen Reihe von Dichtungen aus Metall ist das Aufbringen und Härten eines Epoxy-Pulvers, das später beim Einsatz vor Korrosion schützt. Ursprünglich waren die Beschichtungen in einem gasbefeuerten Heißluftofen gehärtet worden, der jedoch im Laufe der Zeit immer mehr Nachteile entwickelte. Am meisten störte der enorme Energieverbrauch, der hauptsächlich durch Vorheizen und Standby-Betrieb kam. Der Ofen musste wenigstens zwei Stunden vor Produktionsstart vorgeheizt werden und dann ohne Unterbrechung während der gesamten Schicht laufen, egal ob sich ein Produkt zur Härtung darin befand oder nicht.
Auch Flächenvorteile
Tests mit Infrarot-Wärme waren so erfolgreich, dass ein kompletter einzügiger Infrarot-Ofen mit mittelwelligen Strahlern bei Klinger installiert wurde. Der Ofen ist in drei Zonen aufgeteilt, die erste zum Vorheizen der Komponenten, die beiden weiteren als Haltezonen, in denen der Pulverlack vollständig ausgehärtet wird. Der neue Ofen muss nur dann angeschaltet werden, wenn er gebraucht wird. Daraus haben sich signifikante Einsparungen bei den Energiekosten ergeben. Zusätzlich erfolge das Härten nun viel schneller und der Ausstoß konnte erhöht werden, da es nicht mehr nötig sei, auf das Erreichen einer bestimmten Temperatur im Ofen zu warten. Nicht zuletzt brauche der neue Infrarot-Ofen weniger als die Hälfte der Fläche als der vorherige Konvektionsofen.