Um den Korrosionsschutz zu erhöhen, setzen Automobilhersteller für die Karosserien mittlerweile zum großen Teil verzinktes Stahlblech ein. Wurde die metallische Schutzschicht früher in der Regel galvanisch aufgetragen, so wird inzwischen immer häufiger die feuerverzinkte Variante gewählt, weil sie einen noch besseren Korrosionsschutz bietet.
Beim Löten an Grenzen gestoßen
Als solche feuerverzinkten Bleche in der Produktion eingeführt wurden, tauchte allerdings beim Löten ein unerwartetes Problem auf: Das Lot verhielt sich nicht mehr wie gewohnt. „Auf den Flächen neben der Naht gab es vermehrt Spritzer von flüssigem Lot. Vor allem traten Mikrospritzer auf, die anfangs kaum zu sehen sind, aber nach dem Lackieren deutlich in Erscheinung treten“, berichtet Dr. Axel Luft, Vertriebsleiter Automotive bei Laserline. „Auch die Qualität der Naht selbst ließ nach. Sie wurde rauer und bildete häufig sogenannte Wavelets, also Stellen, an denen das Lot die vorgesehene Nahtgrenze überschritt.“
Zinkbeschichtung als Ursache
Diese Schwierigkeiten hatten offensichtlich mit der Zinkschicht auf dem Stahlblech zu tun: Durch das Feuerverzinken war sie insgesamt dicker geworden, bei größeren Schwankungen in ihrer Stärke. Außerdem zeigte sie ein anderes Reflexionsverhalten, was sich beim Lötvorgang ebenfalls negativ auswirkte.
Thorge Hammer, der als Ingenieur in der Technologieplanung und -entwicklung bei Volkswagen in Wolfsburg für diesen Lötprozess zuständig ist, hatte eine Idee, wie dieses Problem zu lösen sei: Das Zink sollte vor dem eigentlichen Löten von den Nahtkanten entfernt werden. Dazu müsste allerdings der übliche kreisförmige Laser-Spot rechteckig werden und zudem mit einer Aussparung für die Zuführung des Lots versehen sein. So sollten die „vorderen“ Ecken des Spots das Entfernen des Zinks übernehmen, während der größere Teil des Rechtecks das eigentliche Löten erledigt.
Haupt- und Nebenspots bringen die Lösung
„Diese Lösung ließ sich technisch leider nicht verwirklichen, doch wir waren damit schon auf der richtigen Spur“, erinnert sich Dr. Markus Baumann, leitender Entwicklungsingenieur bei Laserline. „Statt einen Spot mit einer komplexen – und damit optisch sehr schwierigen – Form zu bilden, haben wir schließlich dem Hauptspot zwei kleinere Nebenspots hinzugefügt. Diese sind beim Löten immer vor dem einige Quadratmillimeter großen Hauptspot auf die Randfläche der Naht gerichtet.“
Die Energie der Nebenspots reicht aus, um die Zinkschicht in diesem Bereich zu verdampfen, den Stahl anzuschmelzen und eine leichte Oxidation zu erzeugen. So entsteht eine sogenannte Passivschicht, die ein Hochschwappen des vom nachfolgenden Hauptspot verflüssigten Lots verhindert. Vorm Lackieren müssen keine Lot-Spritzer entfernt werden.
Ein weiterer Vorteil
Der quadratische Hauptspot hat sich aber noch aus einem weiteren Grund als eine gute Lösung erwiesen: Er verteilt die Wärme gleichmäßiger auf das Lot als sein kreisförmiges Pendant, was ebenfalls zum ruhigeren Lötbad beiträgt.
„Wir konnten mit dieser Technik schließlich die Probleme, die mit den feuerverzinkten Blechen entstanden waren, vollständig beseitigen.“, freut sich Dr. Luft. „Inzwischen ist sie bei VW Teil der Serienproduktion. Wir erreichen mit ihr eine Lötgeschwindigkeit von bis zu 4,5 Meter in der Minute.“
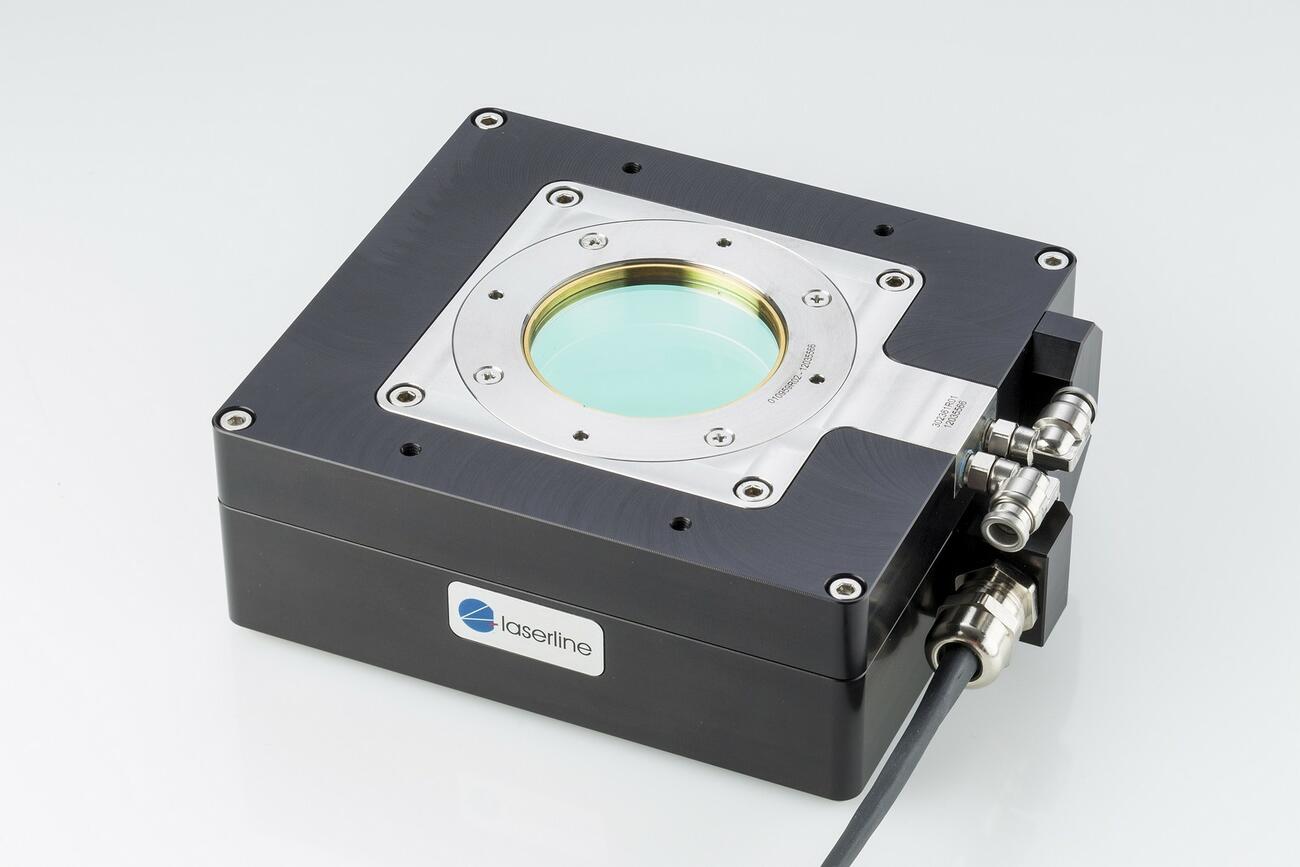
Das Optikmodul im Detail
Für die punktgenaue Ausrichtung der Spots ist ein Optikmodul zuständig. Darin sind verschiedene optische Elemente untergebracht, die den Laserstrahl gezielt verändern. Eine Kollimationslinse lässt die zuvor divergent aus einem Lichtleitkabel austretenden Laserstrahlen parallel laufen. Ein sogenanntes Homogenisierungsarray erzeugt den quadratischen Hauptspot, weitere optische Elemente teilen den Strahl auf und erzeugen zusätzliche Spots. Im Fall der Lötanwendung also zwei vorauslaufende, den Hauptspot flankierende Vorspots.
Um am Ende des Prozesses die gewünschte saubere Naht zu erhalten, muss die Leistungsaufteilung zwischen Haupt- und Vorspots sowie zwischen den Vorspots exakt eingestellt werden. Wie sich die Laserleistung auf diese Spots verteilt, hängt von der Position der optischen Elemente ab. Indem man sie auf der x- und der y-Achse verschiebt, kann man die gewünschte exakte Aufteilung der Laserleistung für eine spezifische Aufgabe erreichen. So lässt sich zum Beispiel auch zum Tiefschweißen von Aluminium ein kleiner, intensiver Spot innerhalb des schwächeren großen Spots platzieren. Beim Verschweißen unterschiedlich dicker Bleche kann man die zwei Spots im laufenden Betrieb an das jeweilige Material anpassen.
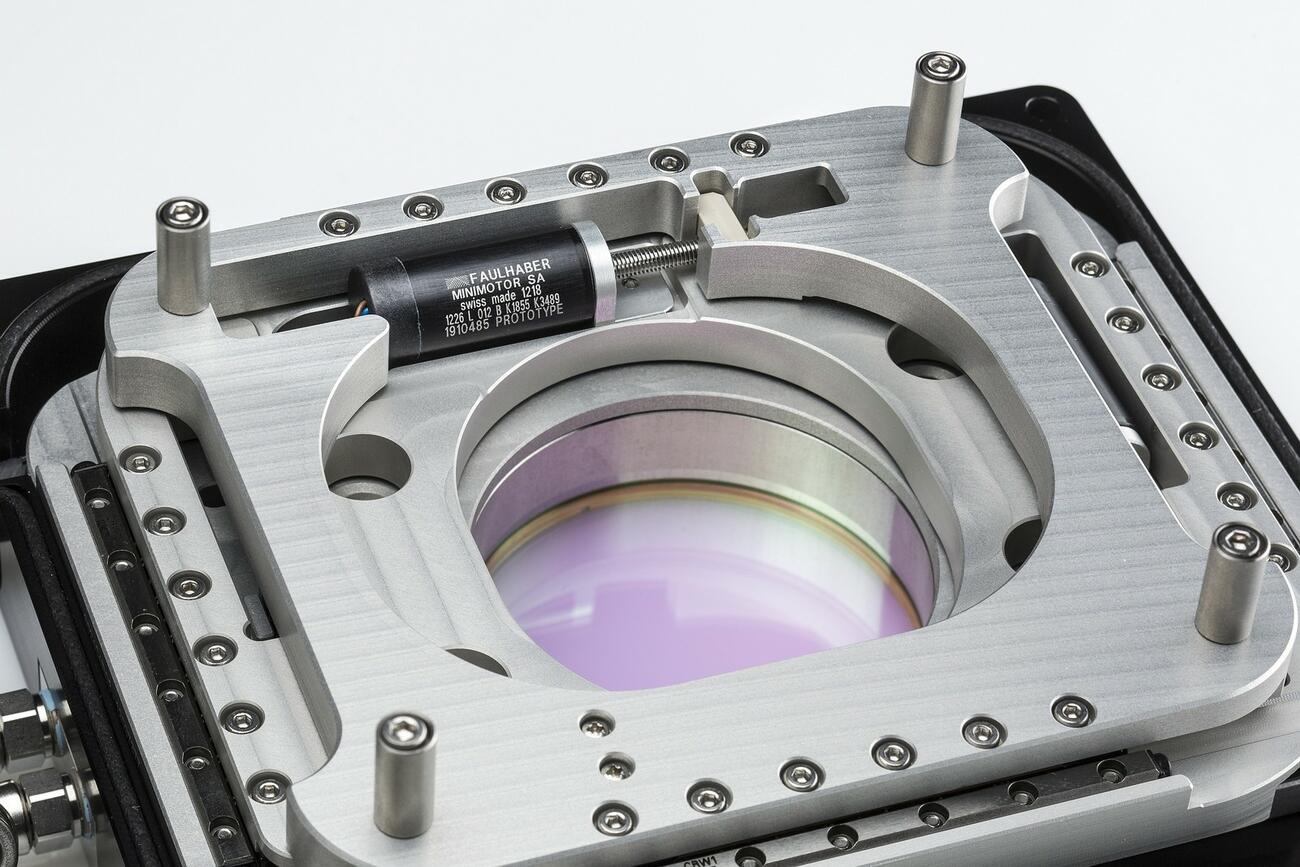
Wenig Platz für den Antrieb
Die Kantenlänge des quadratischen Optikmoduls beträgt 12 Zentimeter bei einer Tiefe von 5 Zentimeter. Auf diesem engen Raum sind die optischen Elemente und eine ausgefeilte Mechanik untergebracht. Für Antriebe bleibt da wenig Platz. Die erste Forderung an die Antriebe lautet deshalb Kompaktheit. „Wir haben uns für bürstenlose DC-Servomotoren der Serie 1226 B von Faulhaber mit 12 mm Durchmesser entschieden, mit direkt an die Motorwelle angeklebter Spindel und ohne Wellenkupplung“, erläutert Dr. Baumann. „Damit haben wir einen sehr kompakten Antrieb, der trotzdem zuverlässig die benötigte Kraft und Geschwindigkeit liefert. Sehr wichtig war uns auch die einfache Integration der Motorsteuerung in die Anlage.“
Der Motion Controller von Faulhaber wurde außerhalb des Moduls untergebracht und kommuniziert über eine serielle RS232-Schnittstelle. Falls gewünscht, kann die Motor-Controllerkombination auch über ein CAN-Bussystem angesteuert werden. Der RS232-Controller wird dann einfach durch eine Version mit CANopen-Schnittstelle ersetzt.
Hohe Positioniergenauigkeit für reproduzierbare Lötergebnisse
Die Laser-Optik ist beim Löten und Schweißen an einem Roboterarm montiert und wird von diesem bewegt. Dabei muss sie beträchtliche dynamische Belastungen aushalten, die auch auf die Motoren wirken und ungewollte Änderungen der Position auslösen können.
„Der Faulhaber-Motor hat damit kein Problem, denn er erkennt die geregelte Position mit seinem integrierten Hallsensor und regelt bei Bedarf nach, spätestens wenn der Laser an der Naht ansetzt“, betont Dr. Luft. „Das gibt uns die Sicherheit, dass jede Fehlposition ausgeschlossen wird. Dank der hohen Qualität der Antriebe können wir uns auf dauerhaft reproduzierbare Ergebnisse verlassen. Das ist entscheidend, denn unsere Kunden erwarten eine störungsfreie Funktion der Laserlötanlagen über einen Zeitraum von mindestens sieben Jahren!“
Der optimale Antrieb
Für Dr. Baumann war es eine klare Sache, dass er den passenden Motor bei Faulhaber finden würde, ebenso wie vor acht Jahren den Motor für eine neue Zoom-Optik. Damals wurden für diese Geräteart normalerweise Schrittmotoren verwendet, die allerdings mit der Massenbeschleunigung im Roboterarm ihre Probleme hatten, wie der Entwicklungsingenieur berichtet: „Die dynamische Belastung kann bewirken, dass ein Schrittmotor einzelne Schritte auslässt. Um das zu verhindern, kann man zur Positionserfassung zusätzlich einen Encoder einsetzen und nachregeln. Das ist nicht nur aufwendig, sondern in dieser Kombination auch teuer. Ich hatte mal als Jugendlicher nach einem kompakten Motor für ein Schiffsmodell gesucht und ihn bei Faulhaber gefunden. Daran habe ich mich bei der Entwicklung der Zoom-Optik erinnert, wieder dort angefragt und prompt den optimalen Antrieb bekommen. Mit ihm haben wir eine sehr günstige Lösung geschaffen, die sich seitdem bestens bewährt hat.“
Ausgezeichnetet Leistung
Auch das neue Multi-Spot-Modul verrichtet seine Arbeit in der Serienproduktion einwandfrei und hat in Fachkreisen große Anerkennung gefunden: Die technische Lösung und die in kurzer Zeit erreichte wirtschaftliche Effizienz in der industriellen Anwendung hat die internationale Jury des „Innovation Award Laser Technology“ überzeugt. 2018 wurde das Entwicklerteam mit dem ersten Preis ausgezeichnet.