Jedes Teil ein Gutteil, und zwar ohne manuelle Korrekturen durch den Bediener. Was beim Abkanten von Blech mit Winkelmesssystemen seit einigen Jahren gang und gäbe ist, stieß beim Walzrunden bisher an seine Grenzen. Zwar sind Walzbiegemaschinen seit einigen Jahren mit CNC-Steuerungen ausgestattet, gleichwohl liegt es in den meisten Fällen am Bediener, ein Blech sukzessive und in mehreren Schritten in die endgültige Form zu bringen und dabei bauteilspezifische Rückfederungseffekte zu korrigieren. Das erfordert Erfahrung und Know-how und die Bearbeitungszeit hängt häufig vom Bediener ab. So erfolgt beispielsweise beim Walzrunden regelmässig die Prüfung der Rundung durch Anlegen von Radienschablonen. Elektronische Messsysteme seien derzeit wirtschaftlich nicht darstellbar, heißt es.
AMB Picot hat im Frühjahr auf der Fachmesse Industrie Lyon 2017 das System Easy Roll präsentiert, das Walzbiegeoperationen auf einer Drei-Walzen-Maschine automatisch ausführt. Während der Pressetage beim Partnernunternehmen Boschert in Lörrach wurde das System im Juni der deutschen Fachpresse präsentiert. „Seit der Premiere der Maschine im Frühjahr“, sagt Greogory Conraud, Geschäftsführer von AMB Picot, „sind bis Juni bereits neun Aufträge für das System eingegangen.“
Bedienerkorrektur nicht nötig
Die Demonstration verdeutlicht die Gründe für das Interesse: Nach Eingabe der relevanten Daten zum Werkstück und zur Zielgeometrie biegt die patentierte Easy-Roll-Maschine das eingelegte Blech vollständig automatisch bis zur Endgeomtrie. Dabei fährt das Blech mehrfach durch die Walzen. Korrekturen des Bedieners sind nicht notwendig. Und es funktioniert sogar mit einem vorgeformten streckmetallähnlichen Blechteil. „Die Fehlergrenze liegt unter zwei Prozent“, sagt Greogory Conraud. In der selbst entwickelten Steuerung sind die langjährigen Erfahrungen von Picot mit dem Drei-Walzen-Biegen in Algorithmen und Datenbanken hinterlegt. So werden für das Material charakteristische Rückfederungswerte in der Berechnung des Biegeprozess berücksichtigt. Angesichts der komplexen Zusammenhänge beim Walzrunden ist das keine einfache Angelegenheit, denn der Walzbiegevorgang wird von vielen Randbedingungen beeinflusst, unter anderem durch das Material und die Blechdicke, den Abstand der Walzen, deren Drehgeschwindigkeit und dem Schlupf bis hin zur Temperatur und Oberflächenbeschaffenheit des Blechs.
Tradition im Bau von Walzbiegemaschinen
„Wir sind auf die Drei-Walzen-Technik spezialisiert“, betont Greogory Conraud. „Sie bietet gegenüber der Vier-Walzen-Technik beim Runden oder Konischformen von Blechen oder Profilen deutliche Vorteile. Dennoch sind rund 80 Prozent aller Maschinen im Markt Vier-Walzen-Maschinen.“
Mehr als 3.000 Walzbiegemaschinen hat das 1864 gegründete Unternehmen Picot bereits im Feld. Schon Anfang des 20. Jahrhunderts baute man mechanische Blechbiegemaschinen mit drei Walzen, ab 1973 dann symmetrisch aufgebaute Walzbiegemaschinen mit hydraulischen Antrieben und seit 1992 hat man CNC-gesteuerten Ausführungen im Markt. Zusätzlich bietet Picot zur Bearbeitung dickerer Bleche auch Vier-Walzen-Maschinen an.
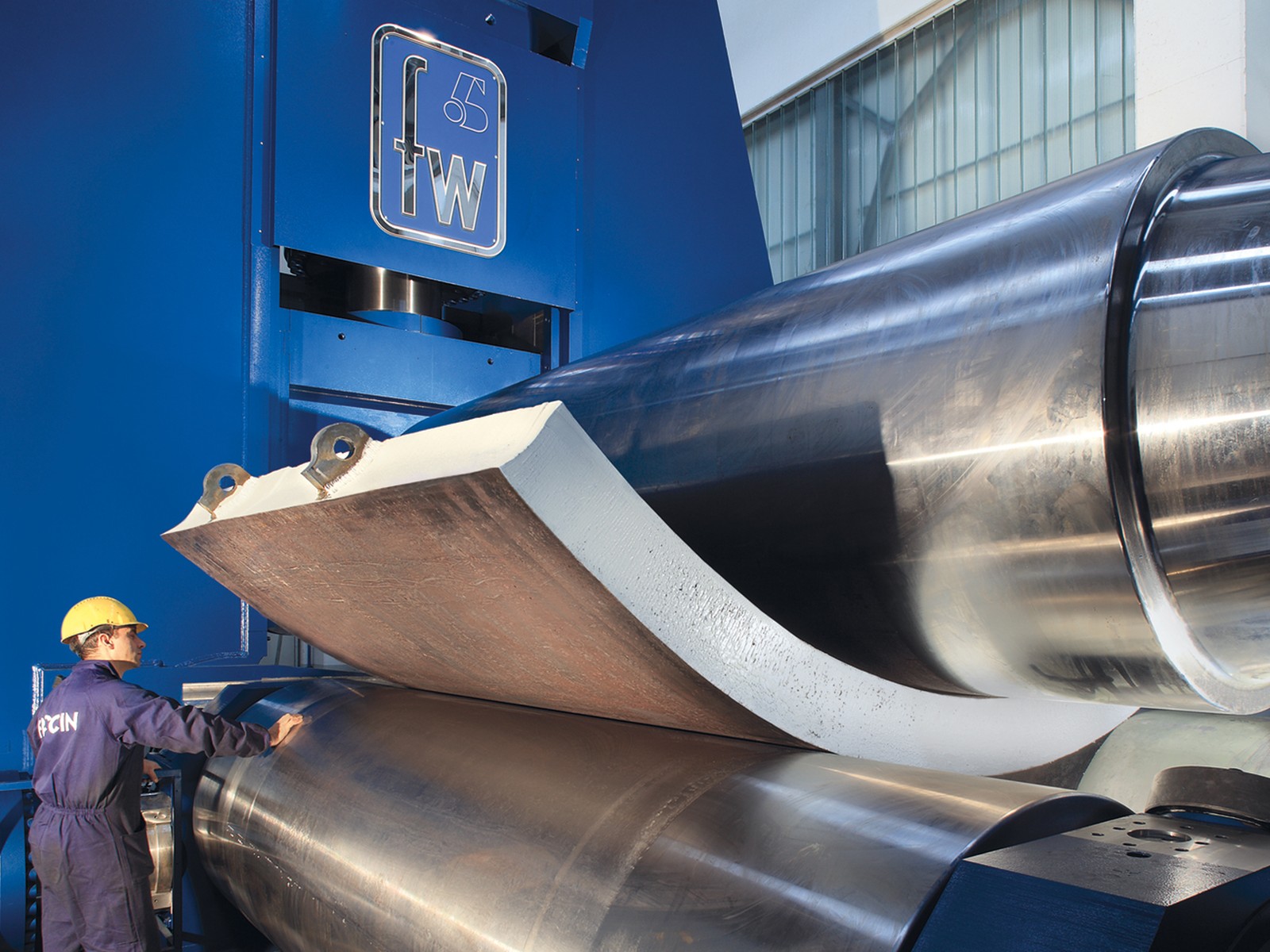
Vier Baureihen an Drei-Walzen-Maschinen für die Bearbeitung von Blechen in Dicken von 1 mm bis 40 mm und bis zu 6.000 mm Breite baut AMB Picot. Dazu kommen kundenspezifische Sondermaschinen. Eingesetzt werden die Maschinen für die Bauteilfertigung im Flugzeug- und Fahrzeugbau, aber auch im Sektor Baumaschinen sowie im Industrie-, Fassaden- und Architekturbau. Umgeformt werden sowohl Blech- als auch Profilbauteile aus Stahl- und Edelstahl, NE-Metallen sowie Verbundwerkstoffen. Eine Besonderheit ist die Möglichkeit, mit den Drei-Walzen-Maschinen auch geprägte, vorgeformte oder geschweißte Bleche und Profile zu runden.
Grundlagen des Walzbiegens
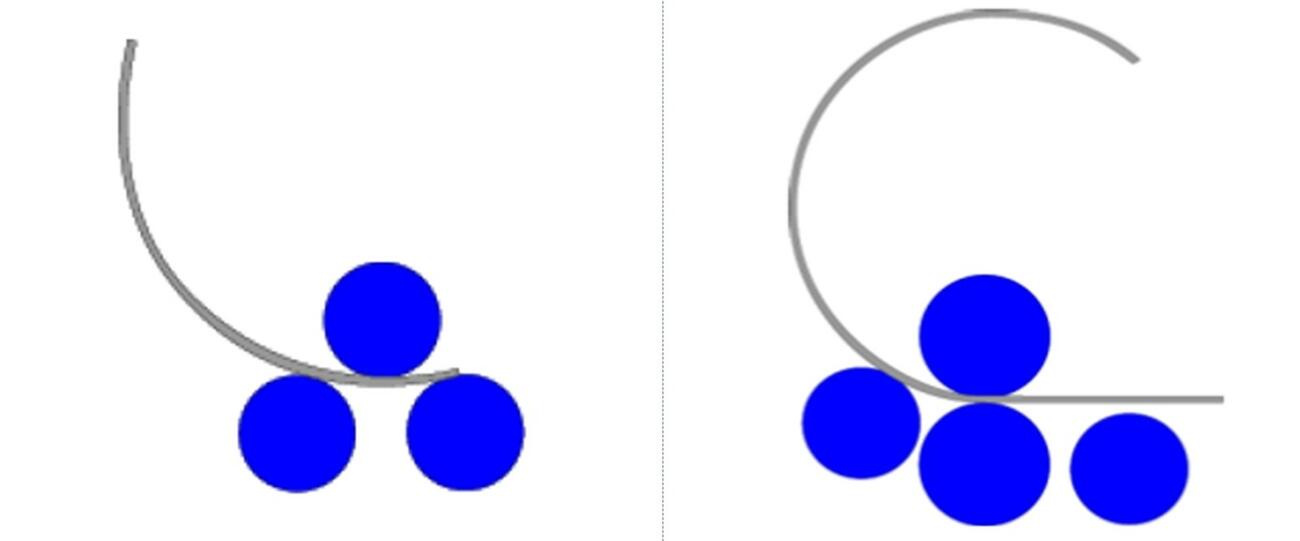
Bei der Drei-Walzen-Technik sind die Walzen pyramidenförmig angeordnet. Das Blech oder Profil liegt auf den beiden anstellbaren Seitenwalzen auf und wird um die mittig angeordnete Oberwalze gebogen. Bei den Picot-Maschinen sind alle Walzen unabhängig voneinander angetrieben und schieben das Blech durch die Biegewerkzeuge. Mehrmaliges Vor- und Zürückfahren des Blechs bei gleichzeitiger Änderung des Walzeneinstellungen erzeugen die Rundung des Werkstücks. Im Gegensatz dazu wird bei der Vier-Walzen-Technik das Werkstück zwischen Ober- und Unterwalze geklemmt und entweder links oder rechts durch je eine Biegewalze geformt. Auch hier erfolgt das Runden durch mehrmaliges Durchschieben des Blechs.
Die Vorteile der CNC-gesteuerten Drei-Walzen-Technik sind nach Greogory Conraud offensichtlich: Der Biegeprozess ist präzise. Durch die Anordnung der Walzen sind Rundungen bis nahe ans Blechende möglich, wobei die nicht vermeidbaren flachen Endbereiche kürzer sind als bei Vier-Walzen-Maschinen, da die Seitenwalzen für das Endenbiegen unabhängig voneinander linear verfahren werden.
Da die Werkstücke bei der Drei-Walzen-Maschine nicht geklemmt werden, sind Umformungen von 3D-Bauteilen − also vorgeformten oder geprägten Blechen oder Profilen − ohne Auswalzen möglich. Zudem lassen sich die walzgerundeten Bauteile nach dem Verschweißen auf der Maschine kalibrieren.
Intuitive Bedienung
Durch ein CNC-gesteuertes Schrägstellen der Walzen können trichterförmige Bauteile kegelig gebogen werden. Ein CNC-gesteuertes Ändern der Walzenabstände während des Prozesses erlaubt das Herstellen nicht runder, aber symmetrischer Formen. Für das Biegen von Profilen bieten die Maschinen einen vergleichsweise breiten Durchlass. Beim freien Biegen treten keine Delaminierung und kein Druck auf die Werkstückoberflächen auf. Gehärtete, geschliffene, polierte Walzenflächen vermeiden Oberflächenbeschädigungen. Die Bronze-Lagerung der Walzen erlaubt hohe mechanische Belastungen.
Die Maschinen sind einfach zu bedienen. Der Programmiervorgang ist einfach und intuitiv. „Und unsere Maschinen sind langlebig“, betont Conraud. „30 oder 40 Jahre halten sie. Und sie sind sozusagen modular: Anwender können mit einer einfachen manuellen Maschine beginnen und die numerische Steuerkonsole später ohne Änderung an der Maschine nachrüsten.“