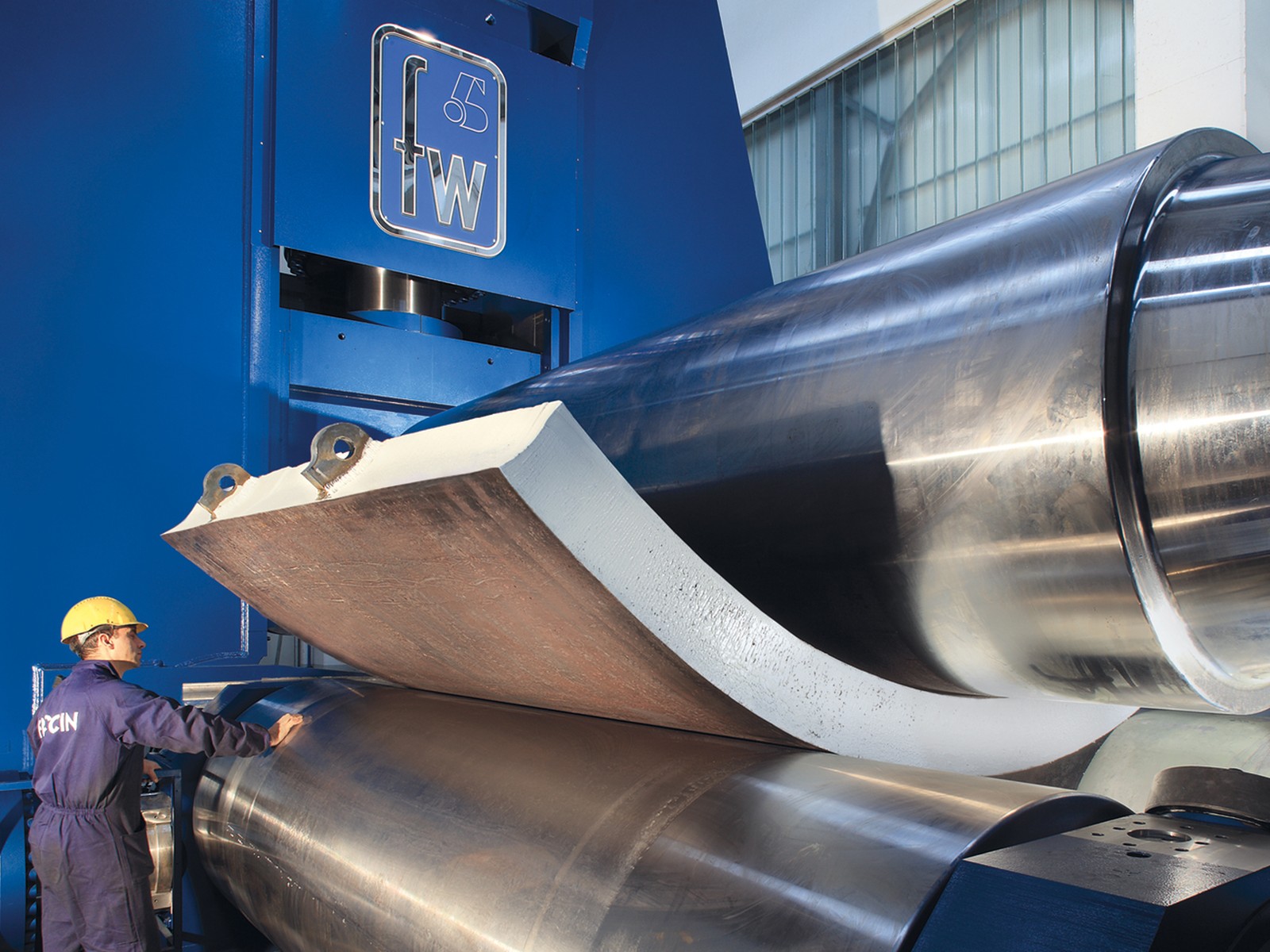
Die Werkstücke bei Schwing in St. Stefan sind groß. Einzelteile bis 17 m Länge, 2.500 mm Breite und 10 t Stückgewicht verarbeitet das Unternehmen sowohl für seine eigenen Produkte als auch in der Auftragsfertigung. Als Zusatzleistung wird das Walzbiegen respektive Walzrunden von Blechteilen angeboten. Zu diesem Zweck setzt die Schwing GmbH seit Februar dieses Jahres eine Vier-Walzen-Biegemaschine der Baureihe Rollmeister Tetra von Haeusler ein. Eine Standardmaschine, in der die Maschinenbauer von Haeusler ihre Expertise aus dem Sondermaschinenbau großer Rundbiegemaschinen eingebracht haben.
Alles rund um Beton
Die Schwing GmbH aus Österreich gehört zur Schwing-Stetter Gruppe, die Lösungen für den gesamten Prozess der Betontechnik anbietet. Mit weltweit rund 3.200 Mitarbeitern, davon 500 in St. Stefan, fertigt die Gruppe ein breites Produktspektrum, angefangen bei Betonmischanlagen über Fahrmischer bis zu Betonpumpen und Beton-Recyclinganlagen.
Am Standort St. Stefan entstehen neben den Grundkomponenten auch die wesentlichen Hydraulikkomponenten sowie sämtliche Hydraulikzylinder der Betonpumpen in hoher Qualität. Über die Eigenproduktion hinaus übernimmt Schwing externe Auftragsarbeiten. Das Leistungsspektrum reicht dabei vom Autogen-, Plasma- und Laserschneiden über spanende und umformende Bearbeitung bis zu manuellen und roboterautomatisierten Schweißarbeiten.
Walzbiegen mit Vier-Walzen-Technologie
Die Vier-Walzen-Biegemaschine von Haeusler ist für Bleche bis 2.500 mm Breite sowie 40 mm Dicke ausgelegt und kann laut Datenblatt eine Arbeitsgeschwindigkeit von 8 m/min erreichen. Sie ersetzt eine alte, manuell zu bedienende Maschine und hat sich – nach Meinung von Werkstattmeister Markus Ganster und dem Bediener der Maschine – schon allein durch ihre CNC-Steuerung gelohnt. „Wie sich die Produktivität gesteigert hat, lässt sich noch nicht sagen“, sagt Markus Ganster, aber die Präzision der Teile sei deutlich gestiegen. Und die Bedienung sei einfacher geworden, ergänzt der Bediener der Maschine.
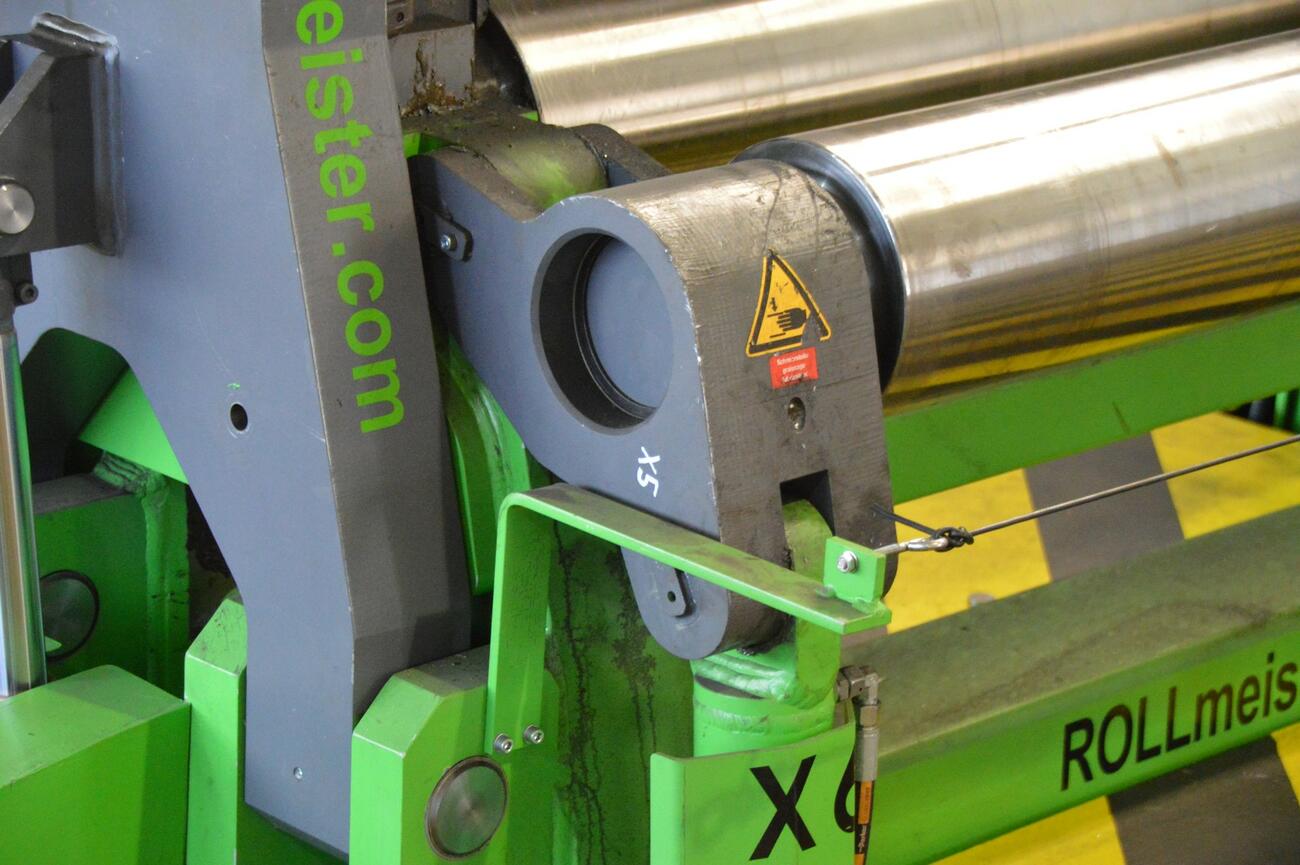
Bei der Vier-Walzen-Biegemaschine zum Walzbiegen von Blechen (Walzrunden nach DIN 8586) wird das Blech zwischen zwei zentralen, übereinander stehenden Walzen geklemmt. Diese beiden Walzen sind in der Rollmeister Tetra bei Schwing elektrisch angetrieben und schieben das Blech gemäß seiner Durchlaufrichtung gegen eine der beiden Seitenwalzen. Je nach Biegewinkel wird diese Seitenwalze über eine Schwinge hydraulisch angestellt. Dabei ist immer nur die in Laufrichtung vordere Walze am Biegevorgang beteiligt, die jeweils hintere Walze übernimmt eine Stützfunktion für das einlaufende Blech.
Durch die kurzen Schwingen der Seitenwalzen werden die geraden Biegeenden sehr kurz gehalten. Zum Umformen des Blechs auf das geforderte Endmaß werden Biegedurchläufe vorwärts und rückwärts durchgeführt. Bei jedem Durchlauf werden die Parameter, wie zum Beispiel die Anstellungen der Seitenwalzen oder die Vorschubgeschwindigkeit, an den Biegefortschritt angepasst.
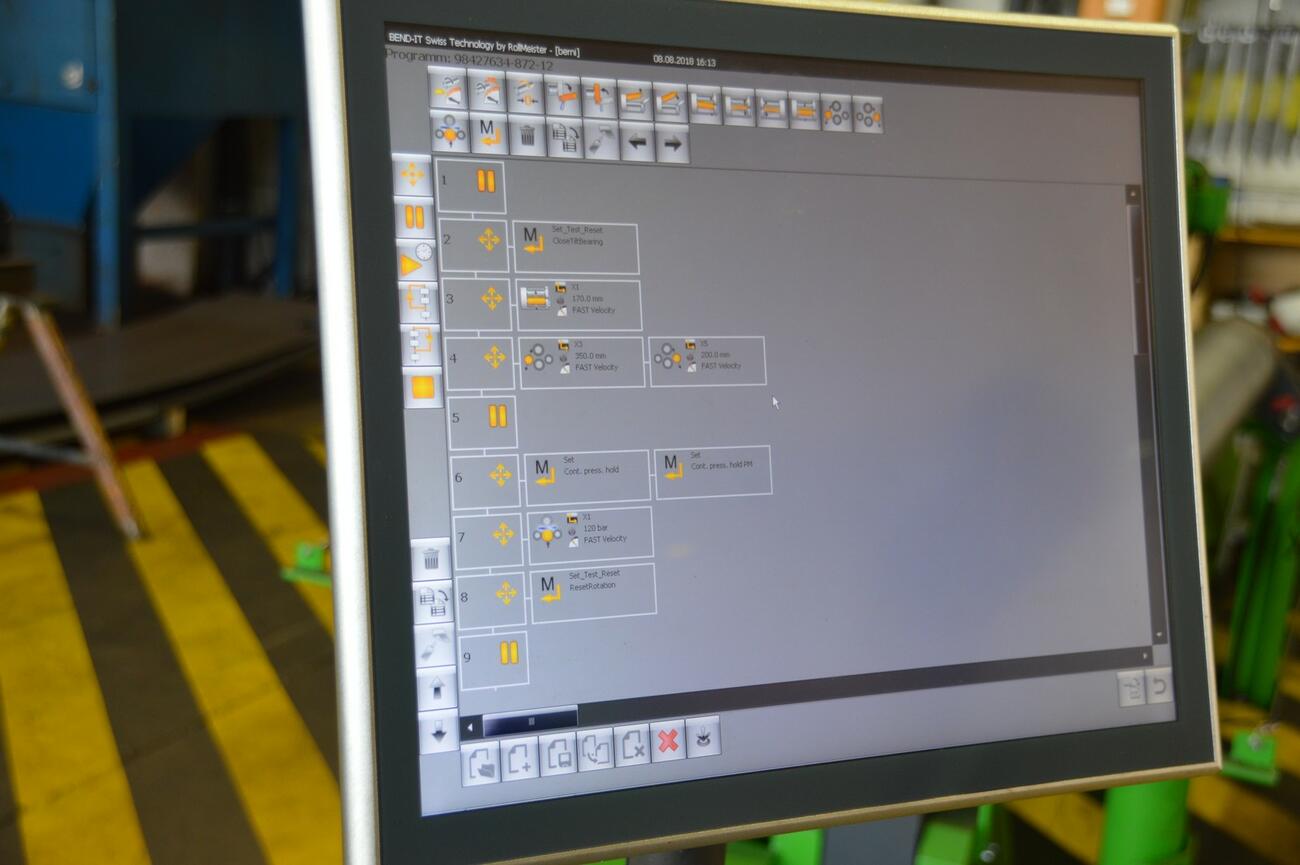
Programmierbare CNC-Steuerung
Diese aufwändige Nachstellung wird durch die Programmierung über CNC-Steuerung deutlich vereinfacht. Für einen Durchlauf gibt es Vorlagendateien, in der die Parameter eingetragen werden. Diese Vorlagen lassen sich kopieren und zu einem kompletten Biegeprogramm aneinanderhängen. Zwischen jedem Durchlauf werden dabei Pausen zur Kontrolle festgelegt. Bei Serien oder Wiederholteilen sowie bei Teilen ähnlicher Geometrie lassen sich diese Biegeprogramm dann NC-gesteuert abfahren. Nicht vollautomatisch, sondern unter Aufsicht des Bedieners, der dazu Sicherheitsschalter betätigen muss.
Und weil auch bei gleichen Bauteilen nicht jedes Blech gleich ist, werden die Rundungsergebnisse am Ende per Schablone überprüft. Gegebenenfalls fährt der Bediener dann handgesteuert per Joystick und den Tasten am Bedienpult weitere Biegedurchläufe. Und natürlich können Einzelstücke per se mit manueller Bedienung gefahren werden. Prinzipiell manuell werden Konusbiegungen gefahren, die mit der zusätzlichen Konusbiegevorrichtung erzeugt werden können. Zur Entnahme weitgehend runder Teile wird das Lager der oberen Walze herunter geklappt und das gerundete Bauteil seitlich nach vorne entnommen.
Bessere Ergebnisse bei weniger Aufwand
Die Rollmeister Tetra ist kompakt gebaut und kommt ohne Fundamentgrube aus. Die Walzen sind aus hochlegiertem Stahl hergestellt. Die Walzenlagerung in kurzen Lagerabständen verbessert die Steifigkeit der Maschine und damit die Präzision der Biegeergebnisse. Das vor allem bestätigt Markus Ganster. Nach dem ersten halben Jahr im Einsatz zeigt man sich zufrieden. „Wir schätzen die Stärke der Rollmeister“, sagt Ganster. Die Bedienung ist einfach. Die Programmierung erleichtert die Arbeit und die Ergebnisse seien mit weniger Aufwand deutlich besser als auf der alten Maschine. Insgesamt eine hochwertige Lösung im Standardsegment, die Andrea und Bernd Goldschald von TGN-Maschinenvertrieb, der österreichischen Gebietsvertretung von Haeusler, vermittelt haben.