Von Maximilian Göltz, Dominik Stapf, Andreas Endemann, Stefan Rosiwal
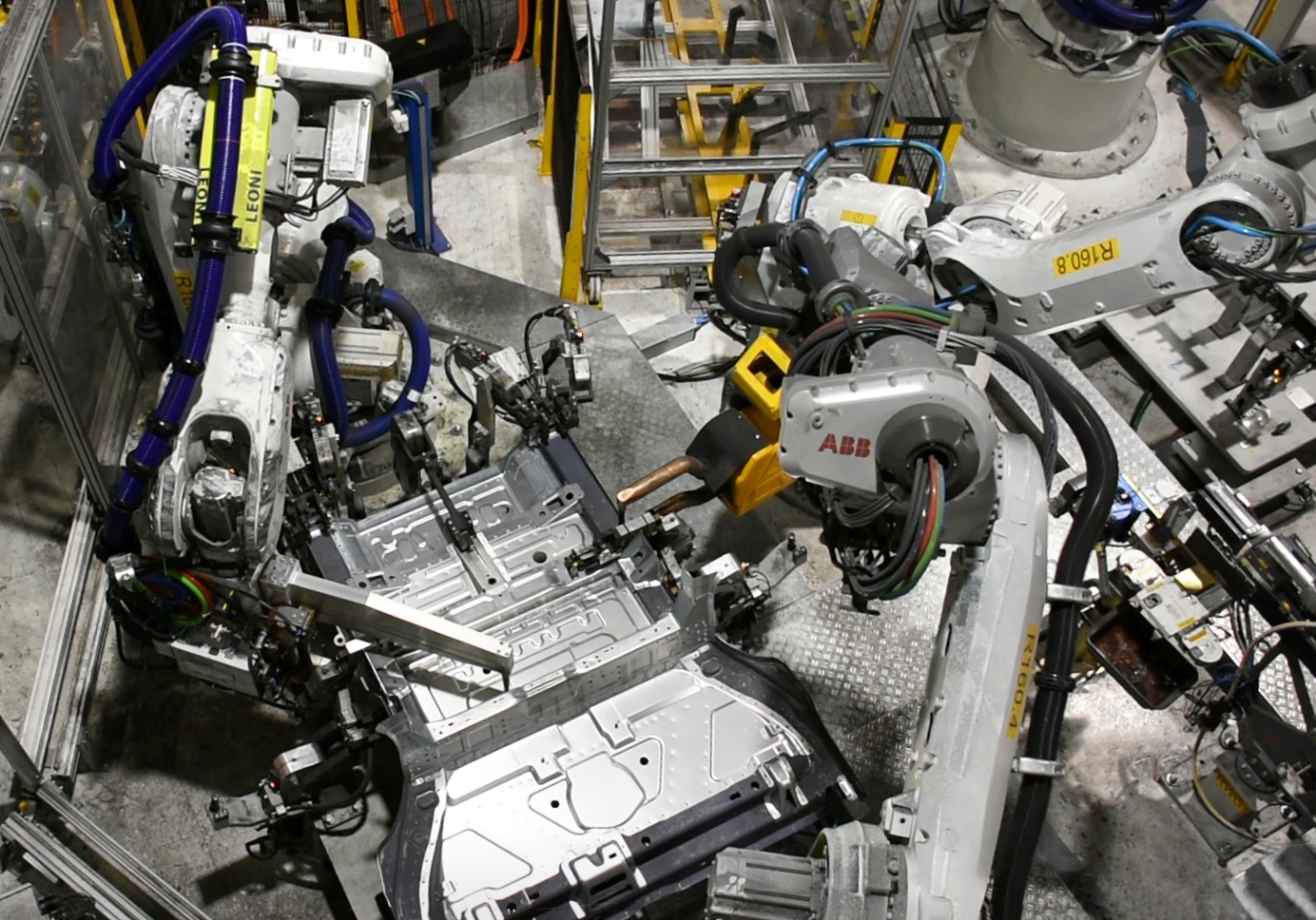
Das Widerstandspunktschweißen von Aluminium ist eine wesentliche Fügetechnik, die für den Leichtbau in der Automobil- und Luftfahrtindustrie eine enorme Bedeutung hat. Wirkliche Prozesssicherheit und Wiederholbarkeit ist bisher aber nur mit großem maschinellen und materiellen Aufwand möglich, da der Kupferbasiswerkstoff der Kappen während des Schweißens Aluminium aufnimmt. Diese Anlegierungen und Anhaftungen führen schon bei geringen prozentualen Mengen zu einer drastischen Verschlechterung der Leitfähigkeit der Kappen. Außerdem führt eine derartige Veränderung der Arbeitsfläche zu Geometrieänderungen der Kontaktfläche, was die Oberflächenqualität und Prozesssicherheit stark einschränkt. Um diese Problematik zu beheben, wurde von der Gruppe für ultraharte Schichten am Lehrstuhl für Werkstoffkunde und Technologie der Metalle (WTM) an der Friedrich-Alexander Universität Erlangen-Nürnberg (FAU) in Zusammenarbeit mit der Firma Weldstone Components Group eine kristalline, elektrisch leitfähige Diamantbeschichtung entwickelt und patentiert: Diese soll einen Verschleiß der Schweißkappenoberfläche verhindern und dadurch eine Veränderung der elektrischen Eigenschaften ausschließen.


Was bewirkt die Diamantbeschichtung?
Es ist Stand der Technik, dass kristalliner Diamant eine „Antihaftbeschichtung“ gegen Aluminium darstellt. Da Diamant das dichteste Atomgitter aller Materialien hat, findet auch bei vollflächigem Kontakt mit Aluminiumschmelze keine Diffusion in die Beschichtung statt und die chemische Inertheit lässt keine chemische Verbindung zu. Weiterhin hält die hohe Härte des Diamant abrasivem Verschleiß mühelos Stand und kann auftretende Aluminiumoxidschichten an der zu schweißenden Stelle leicht durchstoßen und so den elektrischen Übergangswiderstand reduzieren. Diese Schutzwirkung gegen Aluminiumanhaftung von Diamantschichten konnte bereits in verschiedenen Verbundprojekten genutzt werden: Mit der Frank Druckguss – Teilemacherei GmbH, Heilbronn, wurde ein Gießwerkzeug mit diamantbeschichteten Einsätzen entwickelt, mit dem trennmittelfreier Aluminiumdruckguss ohne Alu-Anklebungen möglich ist. Des Weiteren ist es gelungen, zusammen mit Telsonic, Fürth, diamantbeschichtete Stahlsonotroden zu entwickeln und ebenfalls zu patentieren, die zum Ultraschall-Schweißen von Aluminiumkontakten in der Automobilindustrie eingesetzt werden und Schweißungen ohne Reinigung der Werkzeugkontaktflächen ermöglichen.

Wie Schweißprozesse mittels künstlicher Intelligenz optimiert werden können
So wird dennoch metallische Leitfähigkeit hergestellt
Diese Erfahrungen wurden auf die diamantbeschichteten Schweißkappen übertragen: Als Substrat dient ein Wolfram-Kupfer-Werkstoff von Weldstone, der sich schon als Kontakt- und Schweißwerkstoff in anderen Anwendungen bewährt hat. Die 5-10 μm dicke Diamantschicht wird nach entsprechender Präparation der Oberfläche in einer Heißdraht-aktivierten chemischen Gasphasenabscheidung (HF-CVD) bei etwa 800 °C aufgebracht. Der eigentlich halbleitende Diamant erreicht durch eine Zugabe von Bor während der Abscheidung metallische Leitfähigkeit. Die Materialkombination Wolfram-Kupfer-Diamant erreicht damit eine hervorragende elektrische und thermische Leitfähigkeit.


Wie belastbar ist die Schweißkappenbeschichtung?
Für den Dauerversuch zur Schweißkappenhaltbarkeit wurden AlMg3 Bleche mit 1 mm Dicke verschweißt. Die erzielten Schweißverbindungen wurden regelmäßig per Ausknöpfung überprüft, außerdem wurden einzelne Punkte metallographisch untersucht, um das Gefüge der Schweißzone zu charakterisieren. Auch die Schweißleistung wurde variiert. Ziel war, zu prüfen, ob auch unter Verwendung der Diamantschicht die Wärmeentwicklung zwischen den Blechen und nicht etwa am Blech-Kappen-Kontakt beginnt.
- Minimale Schweißleistung: Die zentrale Lage der Schweißlinse zeigt, dass ein korrekter Schweißprozess erfolgt.
- Mittlere Schweißleistung: Das Ergebnis zeigt eine gleichmäßige Wärmeeinflusszone und Schweißlinse, die an einzelnen Stellen an die Punktoberfläche reicht.
- Hohe Schweißleistung: Der Bereich, der aufgeschmolzen wurde, erreicht deutlich die Oberfläche, kommt also in direkten Kontakt mit der Diamantkappenoberfläche – dennoch wird eine sehr homogen glatte Oberfläche erzeugt.
Trotz dieser für Standard-Schweißkappen nicht gewünschten Belastung konnten 6.000 Punkte geschweißt werden, ohne dass irgendeine Zwischenbehandlung oder Reinigung der Kappenoberfläche erfolgen musste.

Vergleich der Schweißpunktoberflächen
Bei einem Vergleich des jeweils 1.000. Schweißpunkts bis hin zu 6.000 zeigt sich eine hohe Oberflächenqualität und ein gleichmäßiger Durchmesser von 5–6 mm. Selten sind leichte Spritzer zu erkennen. Der „Selbstreinigungseffekt“ von Diamant gegen Aluminium, der auch schon aus anderen Anwendungen im Druckguss oder Ultraschallschweißen bekannt ist, wurde auch in dieser Studie beobachtet: So lösen sich kleinere Anhaftungen und Flakes aus Aluminium auf der Schweißkappenoberfläche selbstständig ab und die Punktoberfläche, die sonst durch die Anklebungen und Ausrisse beeinträchtigt wird, ist wieder makellos – ganz ohne eine aktive Reinigung. Die Oberfläche der Schweißkappen über den Verlauf des Dauertest spiegelt diese Eigenschaft wider. Es wurde beobachtet, dass die zentrale, aktive Oberfläche sauber und praktisch frei von Anhaftungen bleibt und immer nur ein leichter Aluminium-Flimmer an verschiedenen Positionen auftritt – sich dann aber wieder löst. Es kommt zu keinerlei Geometrieänderung der Kappenform, auch keine Rauheitsänderungen. Der Grund dafür ist die chemische Stabilität der Diamantbeschichtung, die eine chemische Verbindung und Anlegierung mit Aluminium nicht zulässt. Die Oberfläche der Kappen, die nicht in direktem Kontakt mit den Blechen steht, zeigt die Reste von abgedampftem Öl und Schweißspritzern.

6.000 Schweißpunkte später
Die Beobachtungen werden auch von einer elektronenmikroskopischen Untersuchung der Arbeitsfläche der Schweißkappen nach 6.000 Punkten bestätigt. Es zeigt sich, dass die Diamantkristalle der Beschichtung nicht abrasiv angegriffen werden: Die Kanten sind scharf und glatt, und die ursprüngliche Morphologie ist nicht eingeebnet. Das ist ein weiteres Argument dafür, dass die extreme Härte des Diamant die Aluminiumoxidschicht der Bleche beim Anpressen sehr leicht durchstößt, dadurch den Übergangswiderstand zuverlässig gering hält und sich nicht abnutzt. Auch ein Verschleiß des Diamant durch mögliche Lichtbogeneffekte ist nicht zu erkennen. Die Versuchsreihe zeigt: Im Dauertest wurden ohne Reinigung oder Zwischenbehandlung der Diamantkappenoberfläche 6.000 Schweißpunkte an 1 mm AlMg3 Blechen gesetzt und trotz dieser äußerst hohen thermischen, mechanischen und chemischen Belastung weder makroskopisch noch mikroskopisch Verschleiß oder Geometrieänderungen festgestellt. In weiteren Versuchen wurden zudem erfolgreich andere Legierungen und Dicken geschweißt.