Wärmetauscher sind das zentrale Thema bei der Hering AG im mittelfränkischen Gunzenhausen. Dabei werden Rohre in einem breiten Größenspektrum in Schwarzstahl oder Edelstahl verbaut. Die Einsatzgebiete der kundenspezifischen Wärmetauscher reichen von Großkraftwerken über Anlagen für die chemische Industrie bis hin zu Apparaten für die Lebensmittelindustrie. Alles Einzelstücke – es sei denn, der Kunde bestellt zweimal den gleichen Wärmetauscher. „Es gibt wahrscheinlich kein Stück Schokolade in Deutschland, dessen Rohmaterial nicht durch unseren Wärmetauscher geflossen ist“, sagt Christian Rasch, CEO/Vorstand der Hering AG.
Hohe Anforderungen an das Schweißen von Wärmetauscherrohren
Herzstück des Wärmetauschers ist das Rohrbündel, durch das das Medium fließt. Es ist eingebettet in ein großes Außenrohr, das die Kühlflüssigkeit enthält. Die durch eine Vielzahl von Rohren große Oberfläche zwischen den Medien begünstigt die Wärmeübertragung.
Bei der Herstellung ist die Schweißtechnik das wesentliche Fügeverfahren. Orbitalschweißnähte verbinden die Rohrbündel mit dem Rohrboden. Die Außenrohre werden mit diversen Anschlussstutzen und -flanschen verschweißt. Die Anforderungen an die Schweißnähte sind hoch: dichte Schweißnähte sind die Voraussetzung, dass sich die verschiedenen Medien im Wärmetauscher nicht mischen. Wenig Verzug ist für die Passgenauigkeit der Rohrbündel und des Außenrohres von höchster Bedeutung. Im Betrieb können in Wärmetauschern Temperaturunterschiede von mehreren Hundert Kelvin auftreten, den daraus resultierenden Wärmebelastungen und Wärmespannungen müssen die Schweißnähte sicher trotzen.
Die Schweißverfahren der Wahl waren bei Hering bisher das E-Hand- und das MIG/MAG-Schweißen. Das WIG-Schweißen spielte eine eher untergeordnete Rolle.
Schnelles WIG-Schweißen
Robert Bernhard ist Mitarbeiter der Slatina Schweißtechnik, einem Vertriebspartner des Schweißgeräteherstellers EWM aus Mündersbach. Schon viele Jahre betreut er die Fertigung der Hering AG. Bei einem seiner Besuche schlug Robert Bernhard dem Hering-Fertigungsleiter Manfred Lepp eine Alternative zum Fügen der vielen Rohr-Flansch-Verbindungen vor: WIG-Schweißen mit „tigSpeed“.
EWM „tigSpeed“ ist ein WIG-Drahtvorschubschweißgerät und ahmt das manuelle WIG-Schweißen nach, indem es der kontinuierlichen Drahtzuführung noch eine zusätzliche Vorwärts- und Rückwärtsbewegung überlagert. So wird der Zusatzwerkstoff immer wieder aus dem Schmelzbad herausgezogen und geht tropfenweise über. Beim Heißdrahtschweißen wird der Zusatzwerkstoff bereits vorgewärmt. Das erhöht die Abschmelzleistung, der Werkstoff fließt besser und das Ergebnis ist ein gleichmäßiges Nahtbild.
Hohe Nahtqualität
Die Vorteile liegen auf der Hand: Durch die automatisierte Drahtförderung kann sich der Schweißer vollkommen auf den Schweißprozess konzentrieren. Die zweite Hand bleibt frei und kann die Führungshand unterstützen. „Das ist gerade bei langen Nähten eine Erleichterung“, meint Valmir Xhaferi, Schweißer bei der Hering AG. „Ein Flansch kann in einem einzigen Arbeitsschritt an das Rohr geschweißt werden – ohne Ansatzstellen durch den Wechsel der Schweißstäbe.“
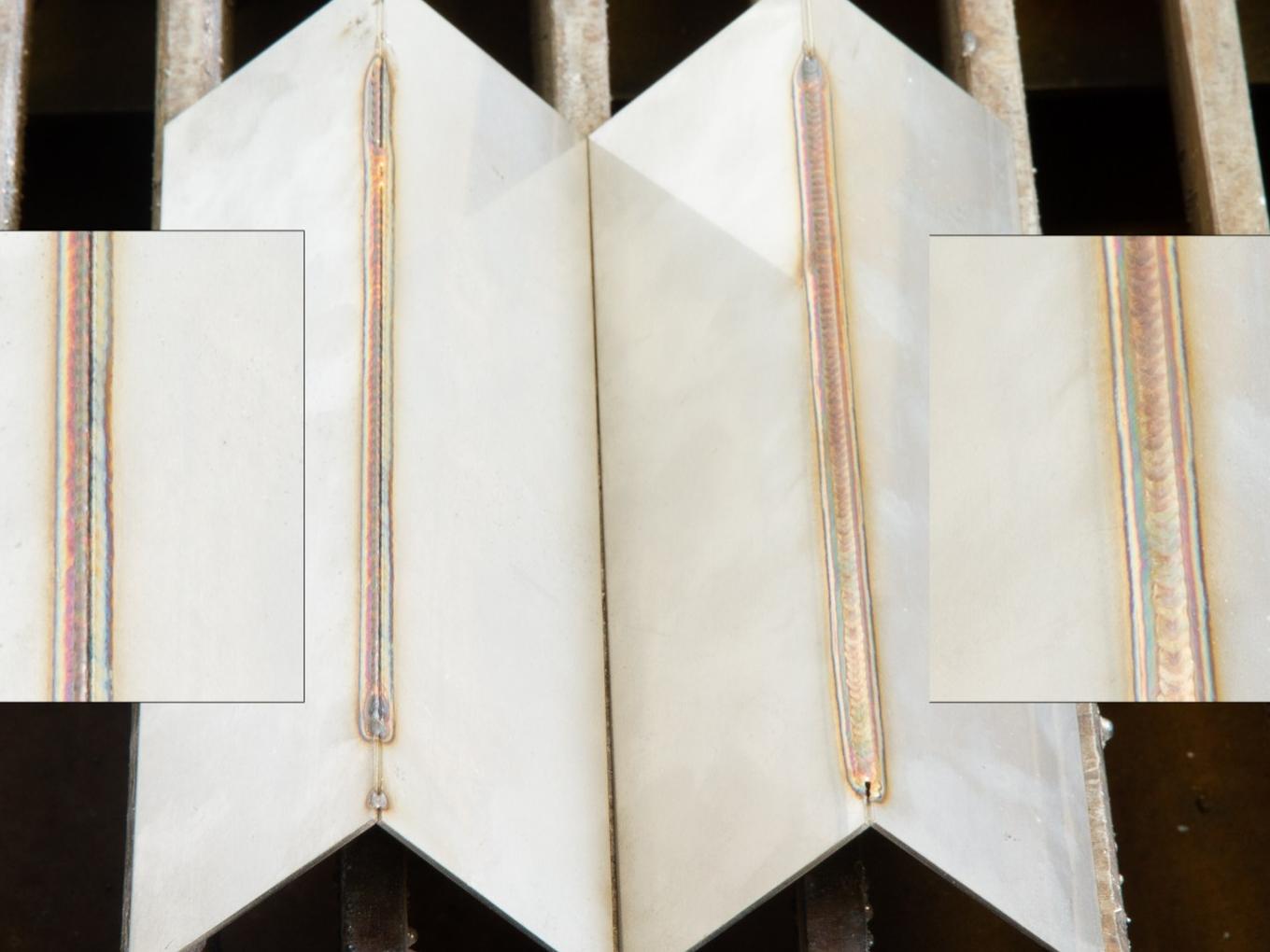
Eine Drehvorrichtung lässt das Rohr kontinuierlich rotieren. So liegt der Arbeitspunkt stets an derselben Stelle in PA-Lage: Für die Außennaht oben auf dem Rohr und für die Innennaht auf der Oberseite des Rohrinneren. Die konstante Arbeitslage verbunden mit der hohen Abschmelzleistung durch den Heißdraht führt zu hohen Schweißgeschwindigkeiten und im Ergebnis zu einer hervorragenden Nahtqualität.
Nur eine halbe Stunde hätten die Schweißer der Hering AG gebraucht, dann konnten sie mit dem „tigSpeed“ perfekt umgehen. Die Handhabung ist durch die Einknopfbedienung der Steuerung einfach und die digitale Anzeige gewährleistet eine reproduzierbare Einstellung der Parameter.
Durch seinen ergonomischen Aufbau ist der Brenner leicht zu handhaben und auch für langes Arbeiten geeignet. Die Funktionsleitungen sind in die Brennerschale integriert und stören nicht. Der variable Einstellbereich der Drahtzuführung zwischen 15° und 42° macht die Brenner flexibel für verschiedene Anwendungen.
Leichte Handhabung – leises Arbeiten
„Der größte Vorteil ist, dass das Gerät so leise ist“, bemerkt Valmir Xhaferi, „viel leiser als die Geräte anderer Hersteller, die ich kenne.“
Als Robert Bernhard den „tigSpeed“ eine Woche später wieder abholen will, hätten sich die Schweißer bereits darum gestritten, wer mit dem Gerät arbeiten darf. Es dauert nicht lange, und die Hering AG nennt ein Gerät ihr Eigen. Und jedes Jahr kommt eines hinzu. Immer mehr Rohr-Flansch-Verbindungen, die vorher E-Hand-geschweißt wurden, werden heute mit dem „tigSpeed“ geschweißt – mit Einsparungen von bis zu 50 Prozent allein durch die Reduzierung von Nebenzeiten. „Wie hoch dann erst die Einsparungen sein würden bei Betrieben, die nicht so viele Rüstzeiten haben wie wir“, mutmaßt Vorstand Christian Rasch. Inzwischen macht jedes der drei Schweißverfahren E-Hand, MIG/MAG und WIG etwa ein Drittel in den Fügeverfahren aus.
Zur Qualität meint Christian Rasch: „Kunden von uns sagen, es gibt viele Wärmetauscher auf dem Markt. Aber keine, die so schön sind wie unsere. Und mit schön ist nicht die Konstruktion oder der Aufbau gemeint, sondern die Schweißnähte. Sie sind immer das erste, was sich unsere Kunden anschauen.“