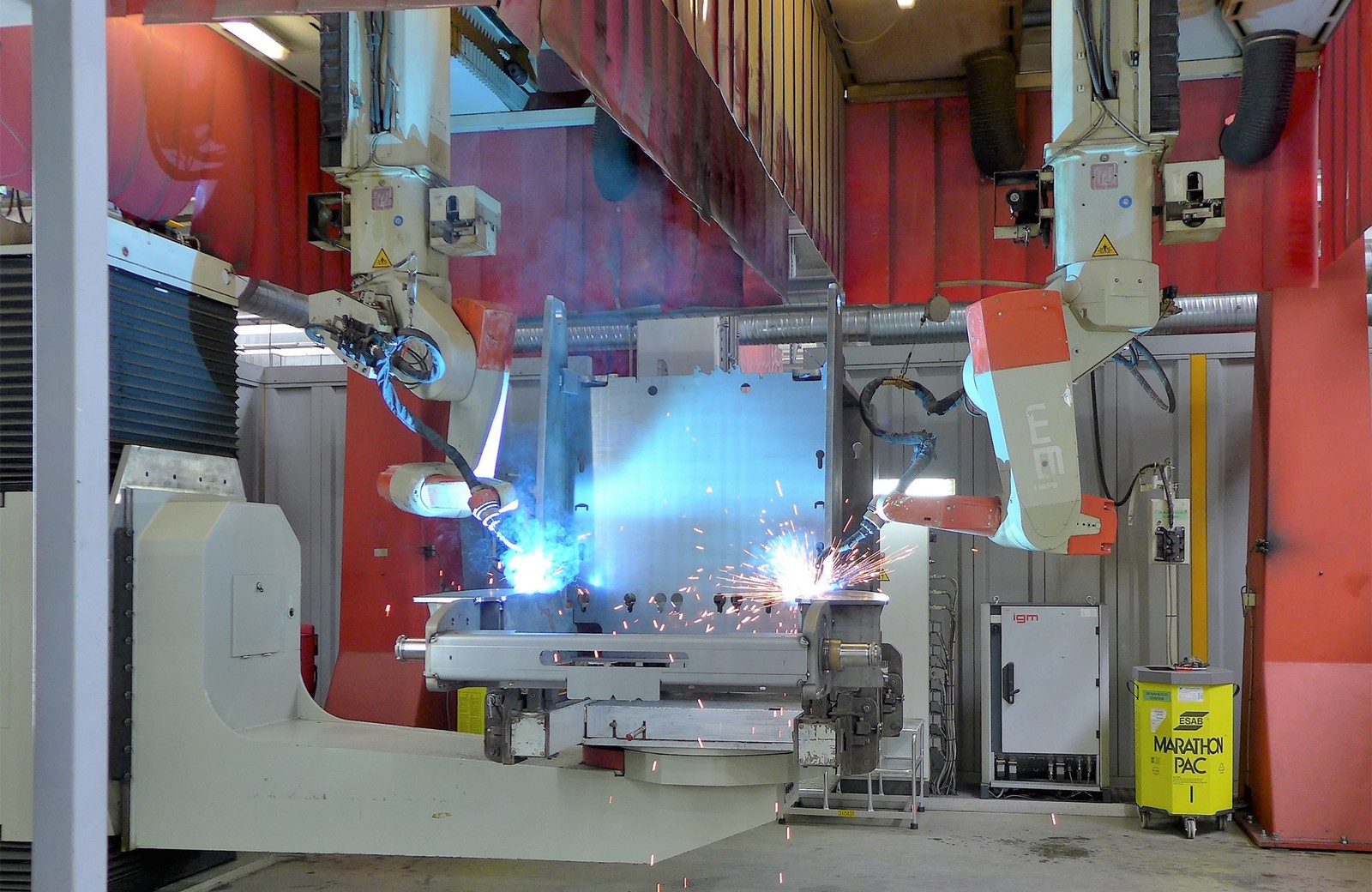
Eine neue Rundschweißanlage von Merkle Schweißanlagen-Technik erlaubt es, in nur einem Schweißvorgang eine röntgen- und wurzelsichere Schweißung in nur einem Durchgang zu erzeugen. Die Anlage automatisiert bei einem Anwender das Herstellen von Stumpfnaht-Rohrverbindungen, die bisher im WIG-Verfahren mehrlagig per Hand geschweißt wurden. Das damit hergestellte Rohrleitungssystem transportiert Flüssiggas mit bis zu 35 bar Innendruck. In der speziell entwickelten Rundschweißanlage für Rohrdurchmesser zwischen 150 mm und 500 mm wird der Plasmalichtbogen verwendet.
Vorteile des Plasmalichtbogens
Das Plasmaschweißen ist eine Modifikation des WIG-Verfahrens und arbeitet wie dieses mit einer nicht abschmelzenden Elektrode unter inertem Schutzgas. Der Plasmalichtbogen ist extrem eingeschnürt und konzentriert. Er bildet ein Stichloch in der Schweißnaht aus, welches das Werkstück komplett durchdringen kann. Der wesentliche Unterschied zum WIG-Schweißen liegt in der Konstruktion und Ausführung des Schweißbrenners. Die Wolframelektrode ist so im Brenner platziert, dass der Plasmalichtbogen komplett von der Schutzgashülle umschlossen ist. Eine Kupferdüse mit einer feinen Bohrung konzentriert den Lichtbogen. Die Lichtbogenlänge ist beim Plasmaschweißen weniger kritisch als beim WIG-Schweißen. Der Plasmalichtbogen ist konzentrierter, mit tieferem Einbrand und geringerer Wärmeeinflusszone im Bereich des Werkstücks im Vergleich zum WIG-Schweißen. Dies wiederum sorgt dafür, dass sich das Werkstück nur minimal verzieht. Merkle bietet hierzu einen Plasmaschweißbrenner mit einer Leistung von 350 A bei 100 Prozent Einschaltdauer mit integrierter Zwei-Kreis-Wasserkühlung an.
Das Plasmaverfahren ermöglicht es, Stumpfnähte mit einer Materialdicke von 3 bis 8 mm ohne Nahtvorbereitung zu schweißen. In Verbindung mit der Tatsache, dass nur eine Lage geschweißt werden muss, liegt der größte Vorteil auf der Hand: Die Kosten- und Zeitersparnis von bis zu 30 Prozent. Im Bereich der Stumpfnaht können bei automatisierter Anwendung Geschwindigkeiten von bis zu 20 cm/min bei 95 Prozent Ausbringung erzielt werden.
Die Vorteile des Plasmaverfahrens:
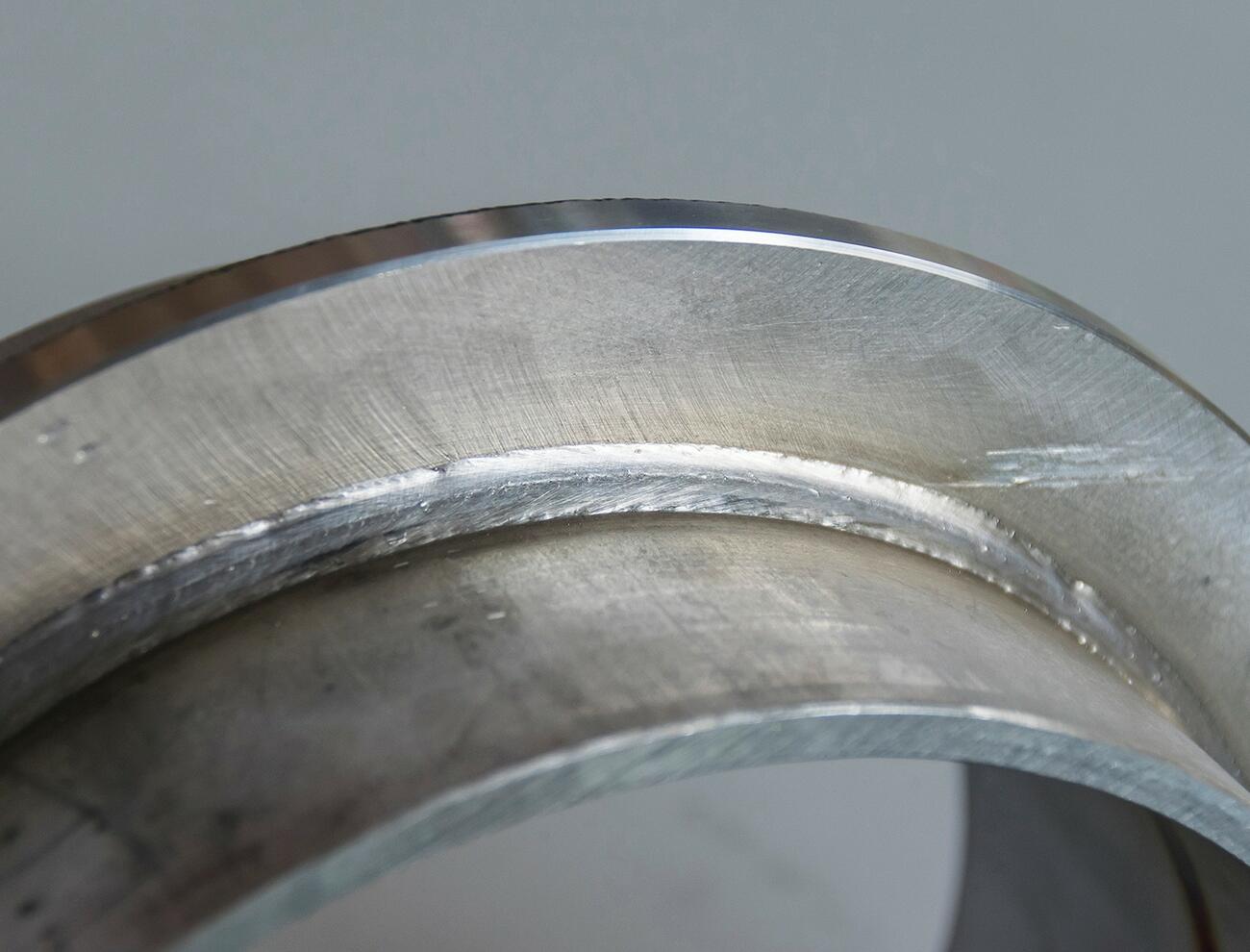
• röntgensichere Naht
• perfekte Durchschweißung
• gleichmäßige Wurzelbildung, ohne Badsicherung
• verzugsarme Schweißung aufgrund lokal begrenzter Wärmeeinbringung
• Verschweißung von niedrig- und hochlegierte Stählen
• Einlagiges Schweißen von Stählen und CrNi-Stählen (von 3 bis 8 mm) ohne Nahtvorbereitung (I-Stoß).
Anwendungsbreite des Plasmaschweißen
Diese Attribute prädestinieren das Verfahren für den Behälter- und Apparatebau, automatisierte Rohrschweißverbindungen sowie für Längsnahtanwendungen.
Der universelle Rundnaht-Schweißautomat umfasst neben dem Plasmaverfahren auch den „PulseARC“-Prozess, der beim Schweißen von Kehlnähten für Flansch-Rohr-Verbindungen eine 100-prozentige Anbindung garantiert. Bei Kehlnähten im WIG-Handbetrieb kann im Durchschnitt mit Schweißgeschwindigkeiten von 8-12 cm/min ausgegangen werden. Ersetzt man dieses durch ein automatisiertes „PulseARC“-Verfahren liegt die Schweißgeschwindigkeit bei bis zu 60 cm/min. Das von Merkle entwickelte „DeepARC“-Schweißverfahren kommt auf der Gegenseite der ersten Schweißung zum Einsatz. Mit diesem Prozess wird eine bis zu 30 Prozent tiefere Wurzelschweißung erzielt, um den aufgesetzten Flanschring mit maximaler Anbindung zu verschweißen. Der größte Vorteil der automatisierten Anlage ist neben der Verkürzung der Rüst- und Schweißzeiten die röntgensichere Schweißung ohne Nahtvorbereitung.