Eine Bandanlage bietet ideale Voraussetzungen für die Serienfertigung von Präzisisonteile. Sie bietet Wiederholgenauigkeit und Flexibilität ebenso wie Autonomie, Variabilität und Zuverlässigkeit. Gleichzeitig lässt sich vom Band mit geringen Taktzeiten prouzieren und die Bedienung ist in aller Regel einfach. Die Firma Lehmann Präzision GmbH hat bereits vor etwa 20 Jahren eine Linearfräsmaschine (LFM) entwickelt, die diese Vorteile realisiert. Bis heute wurden diese Maschinen für die Bandbearbeitung weiter verbessert und sie werden heute beispielsweise in der Produktion von hochpräzisen Uhrenteilen eingesetzt.
Präzisionsteile vom Band fertigen
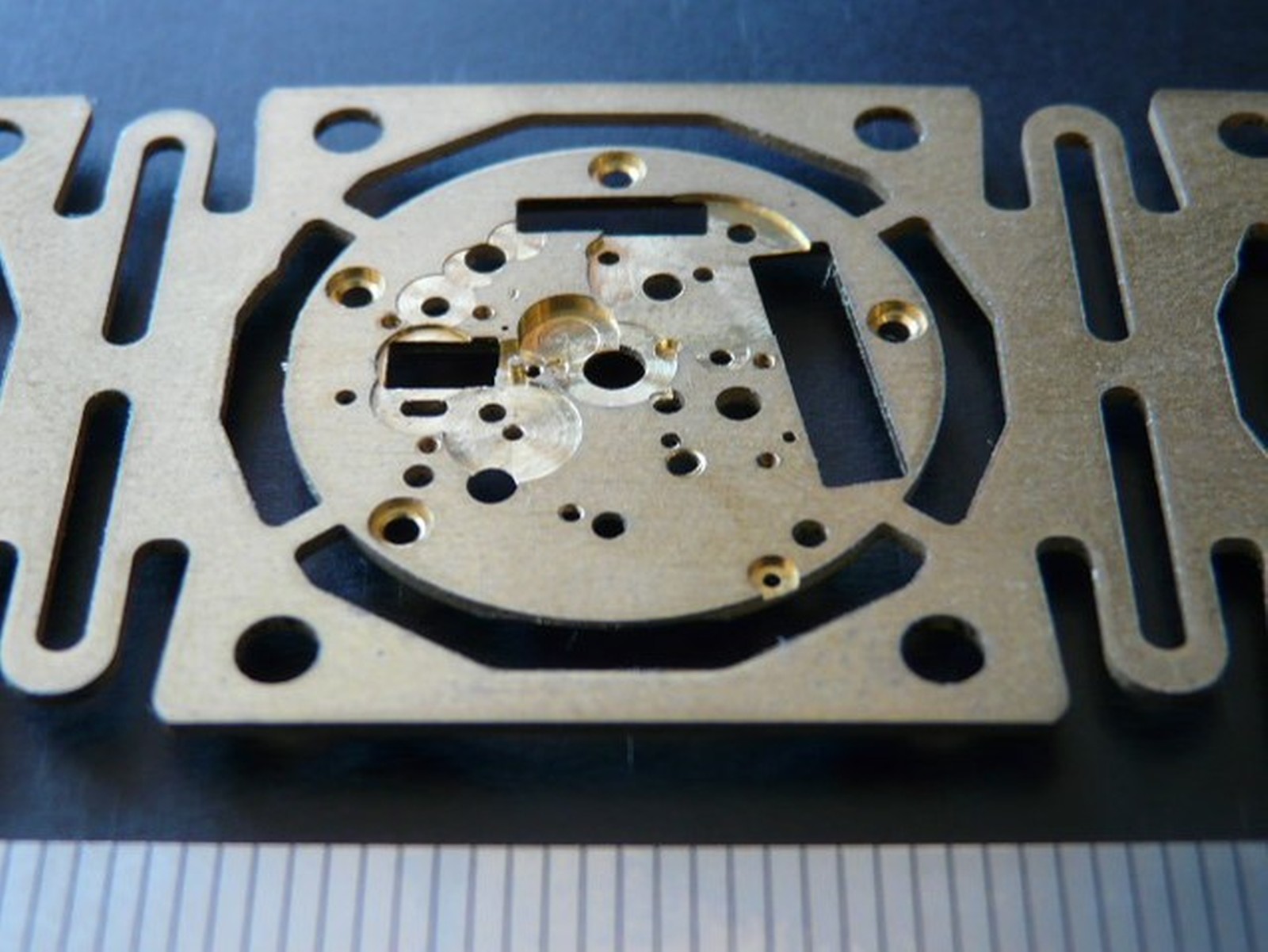
So wurden Anlagen mit bis zu 25 aneinandergereihten CNC-gesteuerten 3-Achsen Fertigungsstationen für Kunden gebaut, wobei eine Realisierung von noch mehr Stationen möglich ist. Auf den einzelnen Bearbeitungsstationen können sowohl spanabhebende Bearbeitungen im µ-Bereich durchgeführt werden als auch Schleifoperationen oder das Setzen, Nieten und Einpressen von Kleinstteilen. Besonders für kleine, kompakte Bauteile ist die Bandbearbeitung geeignet. Dabei werden die Teile in vorgestanzter Form in einem Band bearbeitet. Für größere Teile, kann die LFM mit einem linearen Transfersystem ausgerüstet werden. Bei beiden Systemen ist präzise Bearbeitung durch positionsgenaue Spannung der Werkstücke gewährleistet.
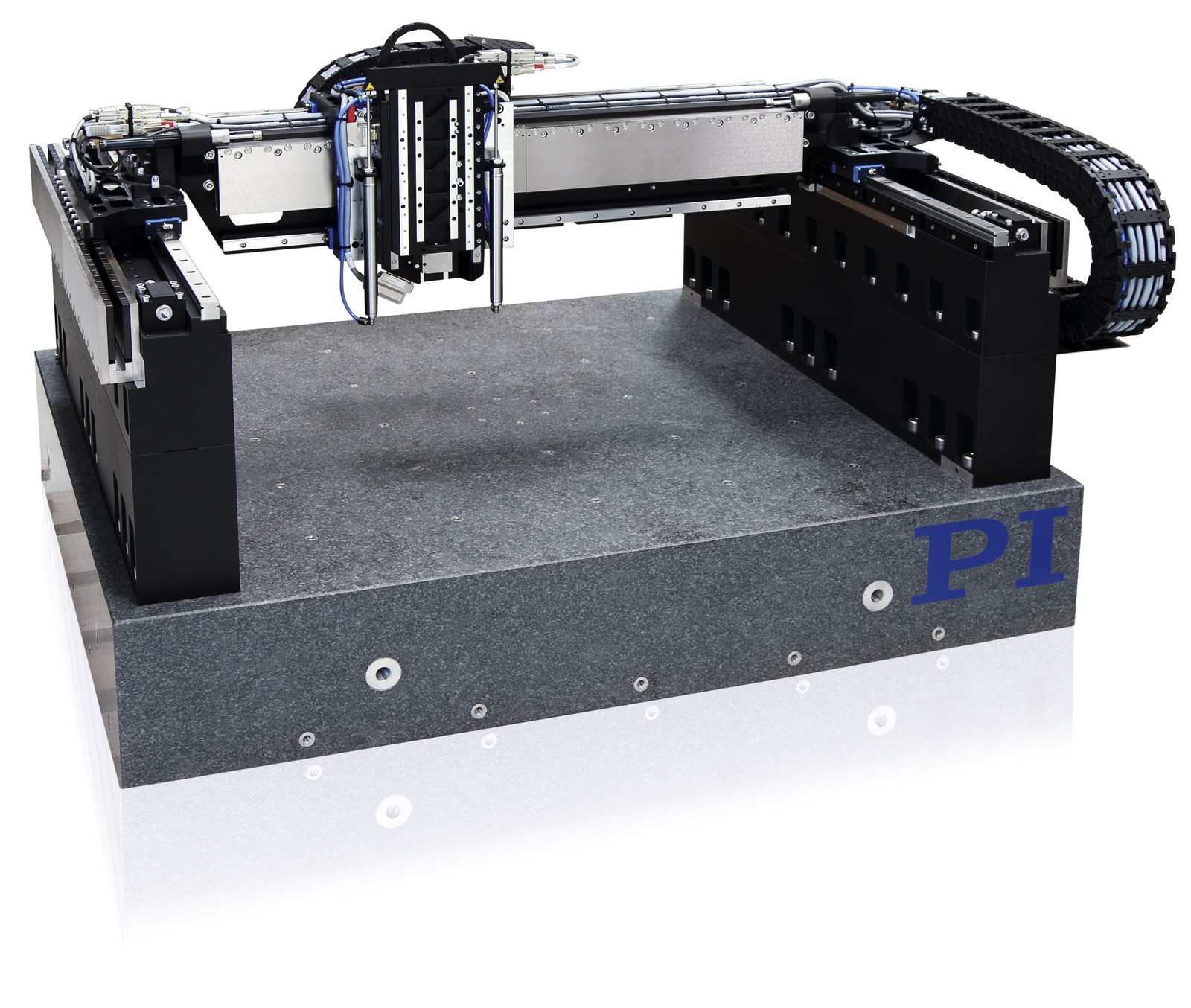
Modular aufgebaute CNC-Bandanlage
In Kombination mit abgestimmten Peripheriegeräten wie Auf- und Abroller beziehungsweise Transfersystem, einer Bandwaschmaschine oder Messmodulen, entsteht eine hochautomatisierte Fertigungsmaschine, mit der variabel produziert werden kann. Sie ist sowohl für die Trocken- als auch für die Nassbearbeitung geeignet.
Der Aufbau der Maschinen ist modular, wobei jedes Modul bis zu vier Bearbeitungsstationen hat. Das Modul ist sehr kompakt und benötigt – ohne den Steuerungsschrank – nicht mehr als 2m² Platz. Der Steuerungsschrank wird den Platzverhältnissen entsprechend integriert.
Jedes Modul besteht aus einer Hartgesteinsplatte in einem geschweißten Rahmen. Die besondere Konstruktion auf Naturhartgestein hat zahlreiche Vorzüge. Sie gewährleistet absolute Verzugsfreiheit, einen niedrigen Wärmekoeffizienten und eine gute Schwingungsdämpfung. Diese Eigenschaften sind die Grundlage für hohe Wiederholgenauigkeit und perfekte Oberflächenqualität der gefertigten Teile.
Hartgestein gewährleistet Verzugsfreiheit
Die Bearbeitungsstationen auf dem Modul werden direkt auf dem Hartgestein befestigt. Eine Station besteht aus einem 3-Achs-CNC-System, einer abgestimmten Werkzeugspindel, die Drehzahlen bis zu 80.000min-¹ erreicht und einem Messtaster zur Werkzeuglängenmessung und Werkzeugbruchkontrolle, der in die Steuerung integriert ist. Für die Bearbeitung in Öl ist jede Station mit einem hermetisch dichten Arbeitsbereich ausgerüstet. Dieser Arbeitsraum kann manuell geöffnet und geschlossen werden.
Die Bearbeitungsstationen können des Weiteren mit einem eigenen Werkzeugwechsler ausgestattet werden, der bis zu acht Werkzeuge bevorratet, die jeweils in einem HSK25 gespannt sind. Die Produktion wird nicht nur flexibler, sondern die Anlage läuft verlässlich autonom durch die Möglichkeit Schwesterwerkzeuge einzusetzen.
So zeigt eine einfache Rechnung, dass die LFM mit einem Modul und drei Stationen bis zu 24 Werkzeuge aufrufen kann, mit zwei Modulen und je drei Stationen sind es bereits 48 Werkzeuge. Damit wird sehr effizient die Produktivität einer 6-Spindel Maschine erreicht, wobei die kompakte Bauweise sich leichter in jede Fertigungshalle integrieren lässt.
Jedes Modul verfügt über ein eigenes Bedienpanel. Die eingesetzte Steuerung erlaubt die CNC-Programmierung nach DIN 66025, wobei kundenspezifische Anpassungen möglich sind. Mit diesem selbst erklärenden System ist eine einfache Bedienung der Maschine zu jeder Zeit möglich.
Bei der Bandbearbeitung wird das Band mit einem CNC-gesteuerten Vorschubsystem mit aufgebauter Bandspannung positionsgenau durch die Maschine von einer Bearbeitungsstation zur nächsten getaktet.
Die Maschinen der Firma Lehmann sind danach ausgerichtet in der 3-Schicht Serienproduktion Präzisionsteile herzustellen. Damit wird auf die Wiederholgenauigkeit, das heißt auf die gleich-bleibend hohe Präzision besonders viel Wert gelegt. Um die sicherzustellen, werden fast aus-schließliche eigene Produkte in den Präzisionsmaschinen verbaut. Das gilt an erster Stelle für die Führungen und die Werkzeugspindeln. Die kommen nicht nur in der LFM zum Einsatz, sondern auch in den anderen Ausführungen der Lehmann Maschinen und machen so das Herz aller Lehmann Maschinen aus.
Die in der LFM eingesetzten Achssysteme basieren auf Präzisionsführungen, die in Verbindung mit dem Linearmesssystem eine Wiederholgenauigkeit von 1µm erreichen. In diesen Führungen kommen ausschließlich Heidenhain Glasmaßstäbe mit einer maximalen Auflösung im nm-Bereich zum Einsatz. Zusätzlich werden die Führungen mit Blechhauben und Dichtlippen vor Verschmutzung geschützt.
Der Einsatz der Werkzeugspindel richtet sich nach dem zu bearbeitenden Werkstück. Für Grob-bearbeitung kommen kugelgelagerte Spindeln zum Einsatz, für Feinbearbeitung luftgelagerte. Qualitativ hochwertige luftgelagerte Spindeln wurden in der Firma Lehmann schon vor Jahrzehnten entwickelt und kommen in zahlreichen Maschinen zur Anwendung. Verwendet wird dabei auch ein sehr effizientes Werkzeugspannsystem, wobei die Werkzeuge meist eingeschrumpft werden. Grundsätzlich werden die Spindeln in einem Spindelhalter an der Z-Achse befestigt.
Es lässt sich feststellen, dass die hohe Qualität der Feinbearbeitung von Werkstücken auf der Linearfräsmaschine der Firma Lehmann auf dem Zusammenspiel all dieser Komponenten ba-siert. Auf dem Aufbau auf Naturhartgestein, dem hochpräzisen Achsensystem und den luftgela-gerten Hochfrequenzspindeln.
Für die Bearbeitung im µ-Bereich muss dabei zwingend auf Temperaturregelung geachtet wer-den, um die Ausdehnung der Maschine so gering wie möglich zu halten. Jede LFM wird daher mit einem Kühlgerät für die Spindelkühlung ausgerüstet. Für die Nassbearbeitung wird ein temperaturgeregeltes Schmiermittelsystem verwendet. Die Temperatur der Spindelkühlung wird auf ±0,1 °C geregelt, die des Schneideöls auf ±0,2 °C. Ergänzend besteht die Möglichkeit, die sich bewegenden Teile in den Führungen (z. B. Lagerstellen etc.) in den Kreislauf der Spindelkühlung zu integrieren, um die entsprechende Temperaturstabilität zu gewährleisten.