Ein wichtiges Qualitätsmerkmal bei Laserverfahren ist eine möglichst konsistente Kontur unabhängig vom Formmuster. Allerdings kann diese bei anspruchsvollen Aufgaben wie Lasermarkierung, Laserschneiden und Lasergravur nicht immer gewährleistet werden, vor allem wenn gleichzeitig möglichst hohe Durchsatzraten verlangt werden. Viele Laserbearbeitungssysteme basieren auf einer Bewegungssteuerung, die den Laser positioniert, während er mit konstanter Leistung und Pulsfrequenz arbeitet. In diesem Fall ist die Schnittqualität von der Bewegung abhängig.
Beim Schneiden einer Ecke beispielsweise kann es dann notwendig sein, die Geschwindigkeit des Lasers in Relation zum Werkstück zu reduzieren, um hohe Achsbeschleunigungen bei der Richtungsänderung zu vermeiden. Der Bearbeitungsprozess dauert dadurch länger, der Durchsatz sinkt. Es gibt aber noch weitere Nachteile: Tiefe und Breite der Schnittlinie ändern sich, wodurch die Bearbeitungsqualität leidet. Weitaus praxisgerechter ist es deshalb, die Pulsfrequenz und Intensität des Lasers mit der Bewegung zu synchronisieren, das erhöht allerdings die Anforderungen sowohl an die Ansteuerung als auch an das Positioniersystem.
Clevere Ansteuerung beim Schneiden von Ecken, Bögen und Kreisen
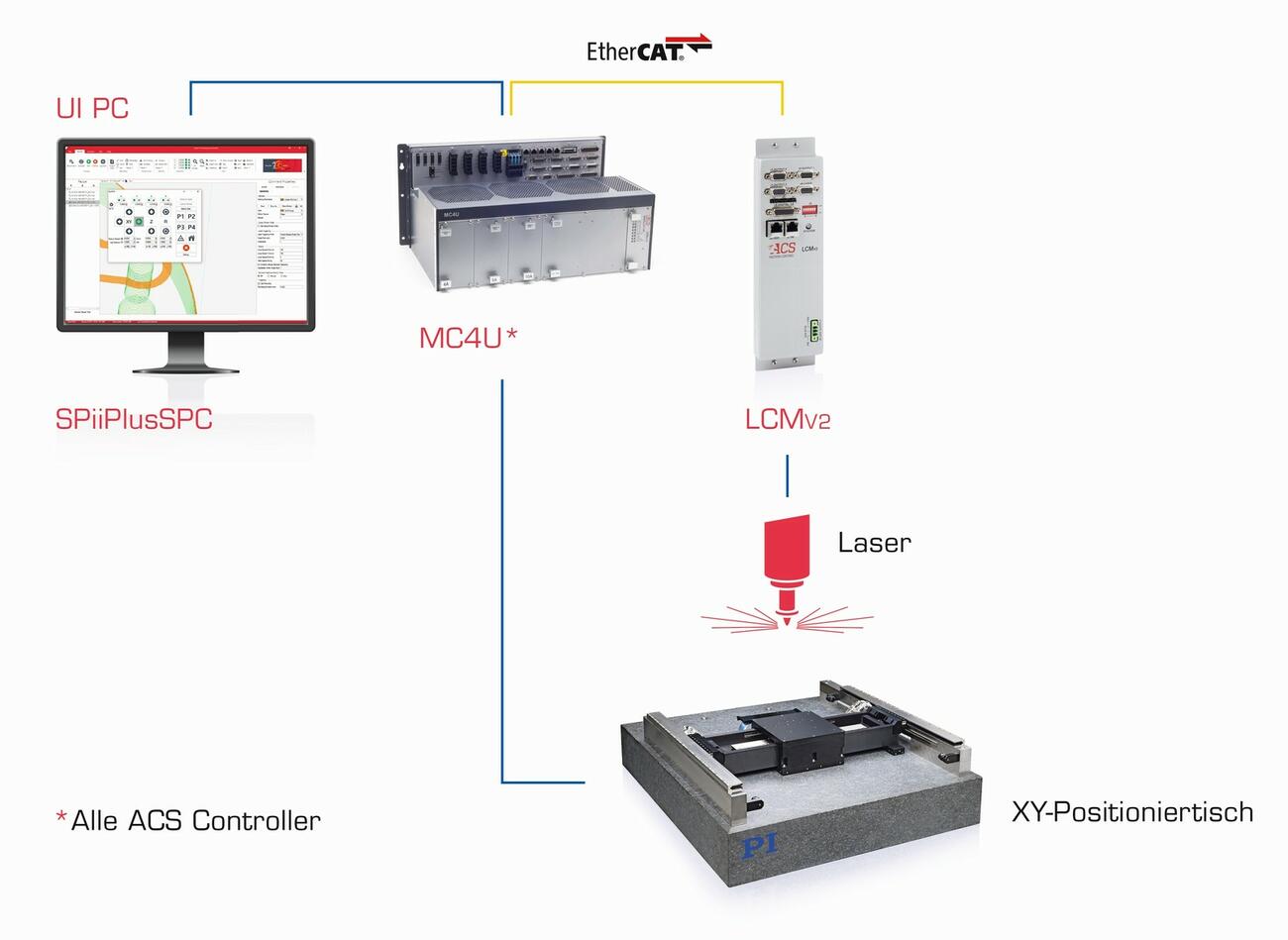
Als Lösungsanbieter für Antriebstechnik und Positioniersysteme hat Physik Instrumente (PI) sich dieser Herausforderung gestellt. Zusammen mit ACS Motion Control kann PI heute Komplettsysteme für die industrielle Laserbearbeitung aus einer Hand anbieten, die sowohl hohe Qualität als auch hohe Durchsatzraten ermöglichen. Die ACS-Controller für die hochgenauen Positioniersysteme unterstützen sowohl ein positions- als auch geschwindigkeitsabhängiges Lasertriggern. Daher lassen sich Bewegung und Laserpulse beim Schneiden von Ecken, Bögen, Kreisen und komplexen Mustern optimal aufeinander abstimmen.
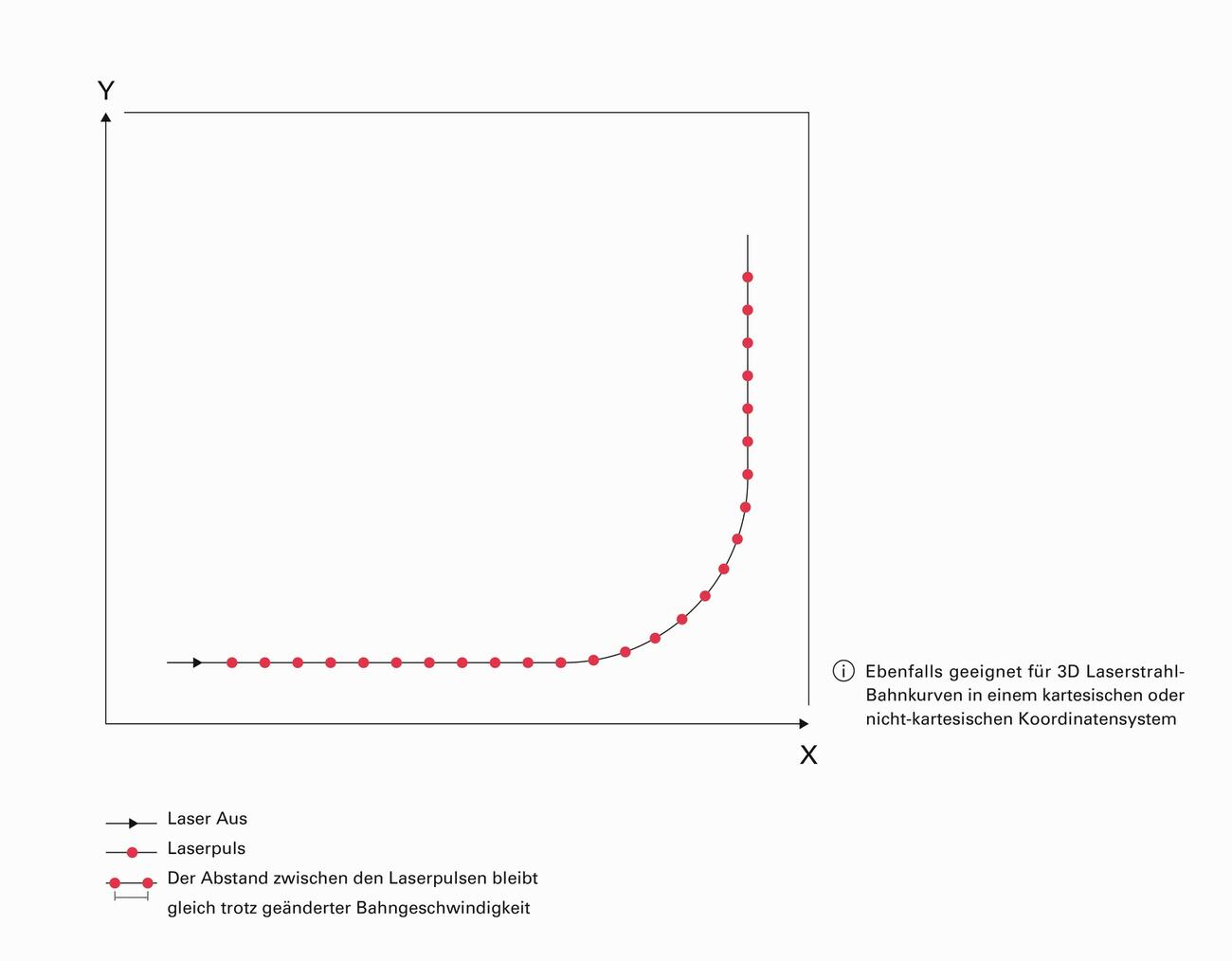
Der konsistente Abstand zwischen den Laserpulsen entlang des Pfads und die Leistungsregulierung bestimmen die Qualität der Schnittlinie. Ein optimierter Algorithmus im Controller synchronisiert die Bewegung des Werkstücks so mit den Laserpulsen, dass der Abstand benachbarter Punkte und deren Größe bei Mustern wie Bögen und Kreisen konstant bleiben. Der Algorithmus vermeidet die Ungenauigkeiten, die durch mögliche Diskontinuitäten im Beschleunigungsverhalten beim Bogenfahren, verursacht werden. Rundheit und Bogenschnitt sind somit nicht mehr von den Bewegungsparametern abhängig.
Präzise Positioniersysteme für unterschiedliche Anwendungen
Die mechanischen Komponenten in den Positioniersystemen für die Laserbearbeitung müssen verzögerungsfrei auf die entsprechenden Controller-Befehle reagieren und auf hohe Beschleunigungen und Reproduzierbarkeit sowie geringe thermische Ausdehnung ausgelegt sein. PI stellt verschiedene Antriebssysteme her und kann Know-how zu den unterschiedlichen Anforderungen laserbasierter Anwendungen zur Verfügung stellen:
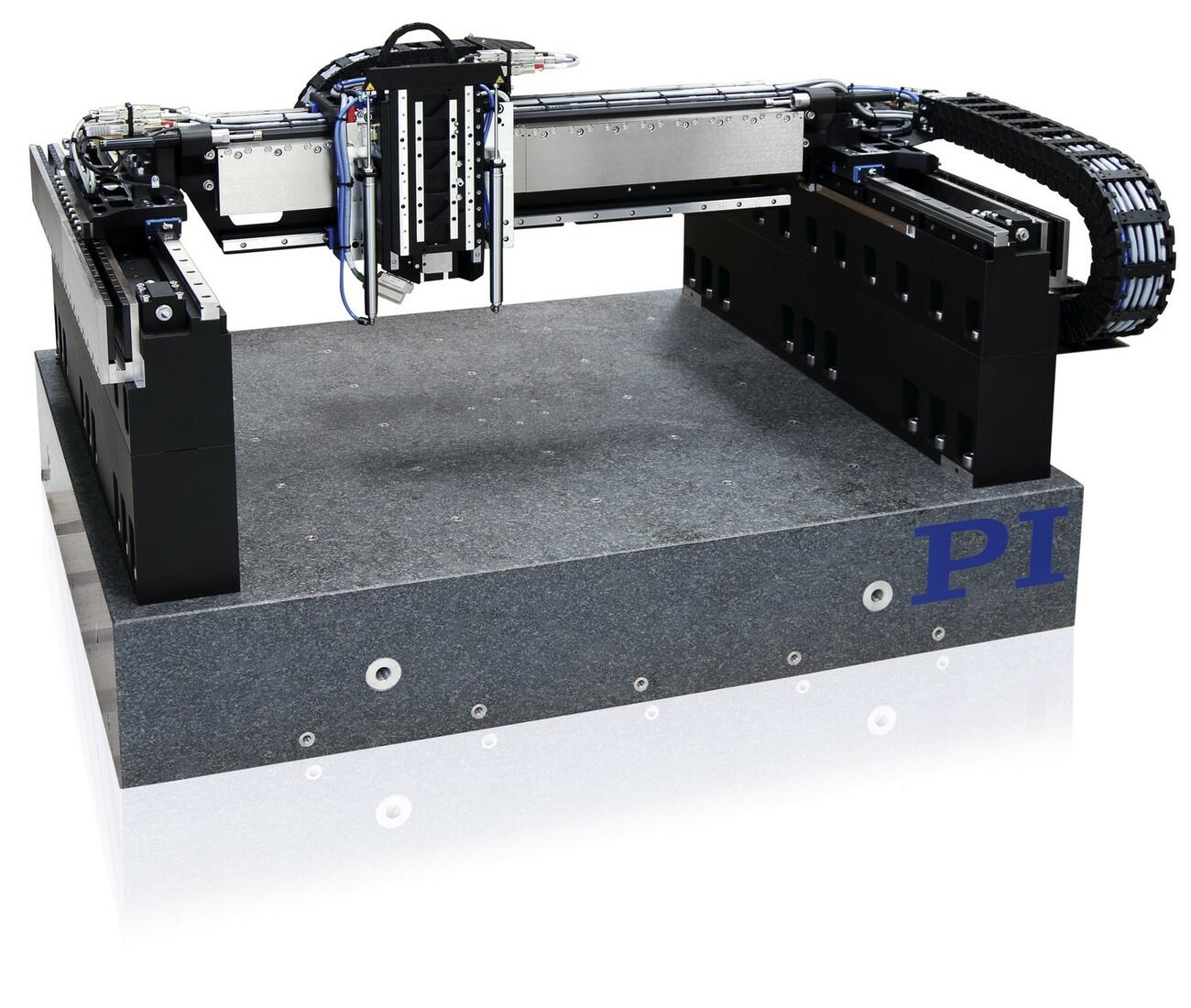
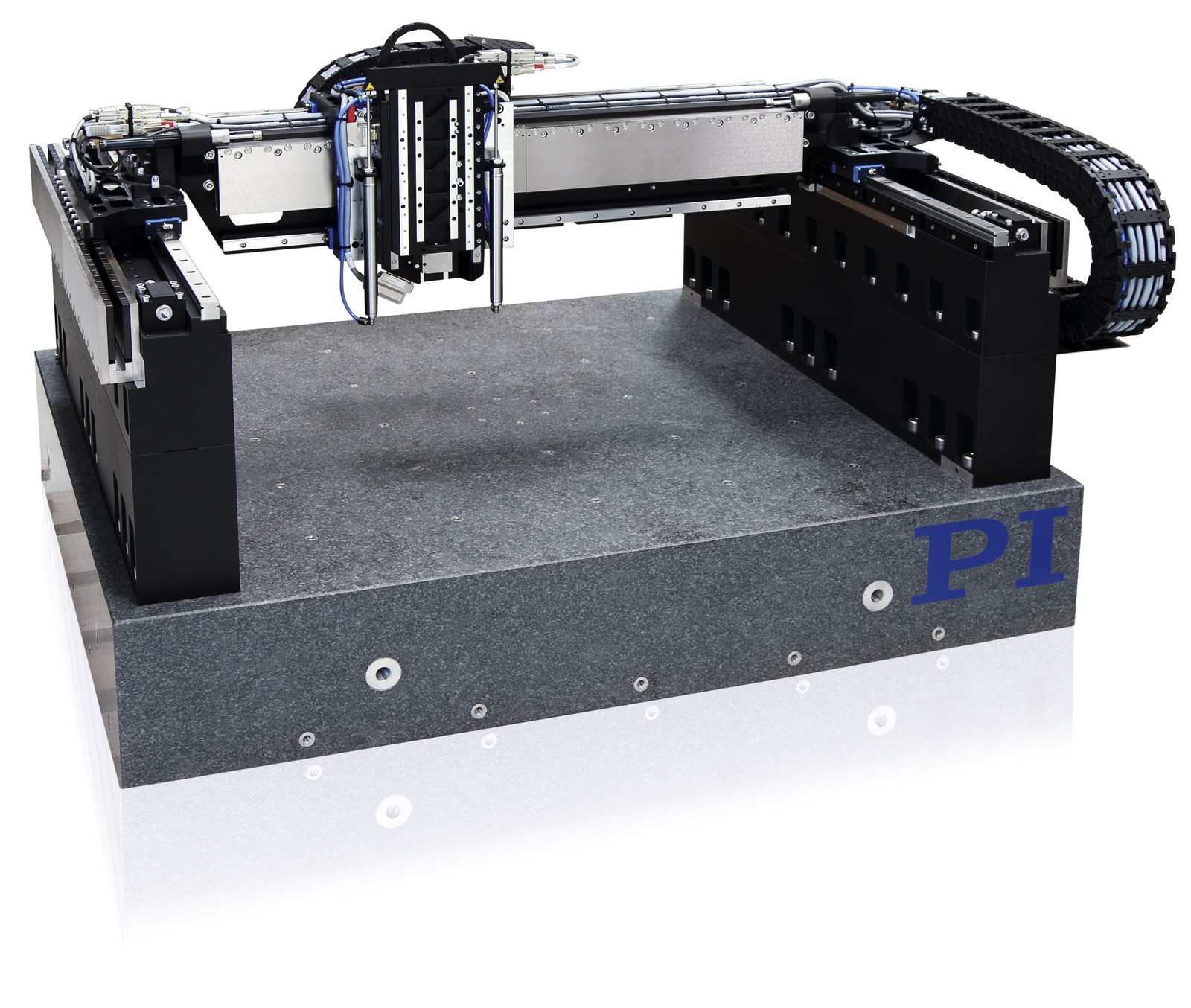
Die Gantry-Systeme mit ihrer hohen Steifigkeit, aber leichten Bewegungsplattformen bieten einen hohen Durchsatz bei geringen Resonanzen. Kabelmanagement und Bedienung sind dahingehend optimiert, dass vertikale Bewegungsachsen, Autofokus-Sensoren und ein Zuführsystem für den Laser ergänzt werden können. Das Design ermöglicht es zudem, die zu bearbeitenden Teile im Stillstand zu halten und nur den Laser samt Optik zu bewegen. Die von PI eingesetzten Absolutencoder erleichtern die Systeminitialisierung, denn mit ihnen ist nach dem Einschalten keine Referenzfahrt erforderlich.
Hohe Wiederholgenauigkeiten bei hoher Geschwindigkeit
Der besonders flache, von magnetischen Direktantrieben bewegte, luftgelagerte Planartisch A-311 arbeitet über den gesamten Stellweg von 200 x 200 mm mit einer Wiederholgenauigkeit von ±0,05 µm. Sein kompakter Aufbau spart Platz in Maschinen mit begrenztem Bauraum. Er wird von einem eisenlosen magnetischen Direktantrieb angetrieben, der hohe Geschwindigkeiten und Beschleunigungen ermöglicht. Die Antriebskraft ist einstellbar, lässt sich also an die Anwendung anpassen.
Ebenfalls für Laserschneidanwendungen gut geeignet ist der als Kreuzrollentisch aufgebaute Positionierer der Baureihe V-73. Er bietet eine Wiederholgenauigkeit von 0,1 μm und die kleinste Schrittweite beträgt 0,02 μm. Seine dreiphasigen Linearmotoren kommen ohne zusätzliche Mechanik aus und treiben die Plattform direkt und ohne Reibung an. Damit sind hohe Geschwindigkeiten möglich.
Für hohe Geschwindigkeiten und Beschleunigungen bietet PI auch eine neue Serie von Linearachsen, die für Lasten bis 1.000 N ausgelegt sind und einfach zu XY-Aufbauten montiert werden können.
Ether CAT Laser-Steuermodul
Besonders gute Ergebnisse bei der Lasermikrobearbeitung lassen mit einem von ACS speziell für diesen Anwendungsbereich entwickelten Steuermodul erreichen. Es ermöglicht eine direkte Steuerung der Laserquelle, um Präzision und Durchsatz zu erhöhen. Das Ether CAT-Slave-Modul der LCM V2-Serie bietet eine breite Palette von Funktionen, einschließlich der digitalen Pulsmodulation für dynamische Leistungsregelung, Ausgangsimpulse oder Gating-Signale (Ein/Aus-Signale), die auf Positionen entlang eines zwei- bis sechsdimensionalen Bewegungspfades oder programmierbare Betriebszonen etc. synchronisiert sind.
Über universelle elektrische Schnittstellen kann das Steuermodul praktisch jeden Laser steuern. Neben dem Hochgeschwindigkeits-Lasersteuersignalausgang verfügt das Modul über einen speziellen Sicherheitsverriegelungseingang, einen Fehlereingang und einen Freigabeausgang. Zusätzlich stehen acht digitale I/Os für laserspezifische Funktionalitäten zur Verfügung.