

Der Ursprung liegt über 1.000 Jahre zurück. In der damaligen Liesborner Abtei entstand ein Evangeliar, das heute zu den ältesten vollständig erhaltenen Evangelien Handschriften Westfalens zählt. Im Zuge der Säkularisierung wurde das Evangeliar dann 1803 verkauft und wanderte so lange Zeit durch die Hände verschiedener Sammler, ehe es 2017 vom Kreis Warendorf zurückgekauft wurde und 2023 wieder an seinen Ursprungsort, im Rahmen einer Dauerausstellung zur Frühgeschichte der Abtei Liesborn, zurückkehrte. Heute ist dieses Evangeliar als so historisch bedeutend eingestuft, dass es Deutschland nicht mehr verlassen darf.
Nur ein paar Platten lasern
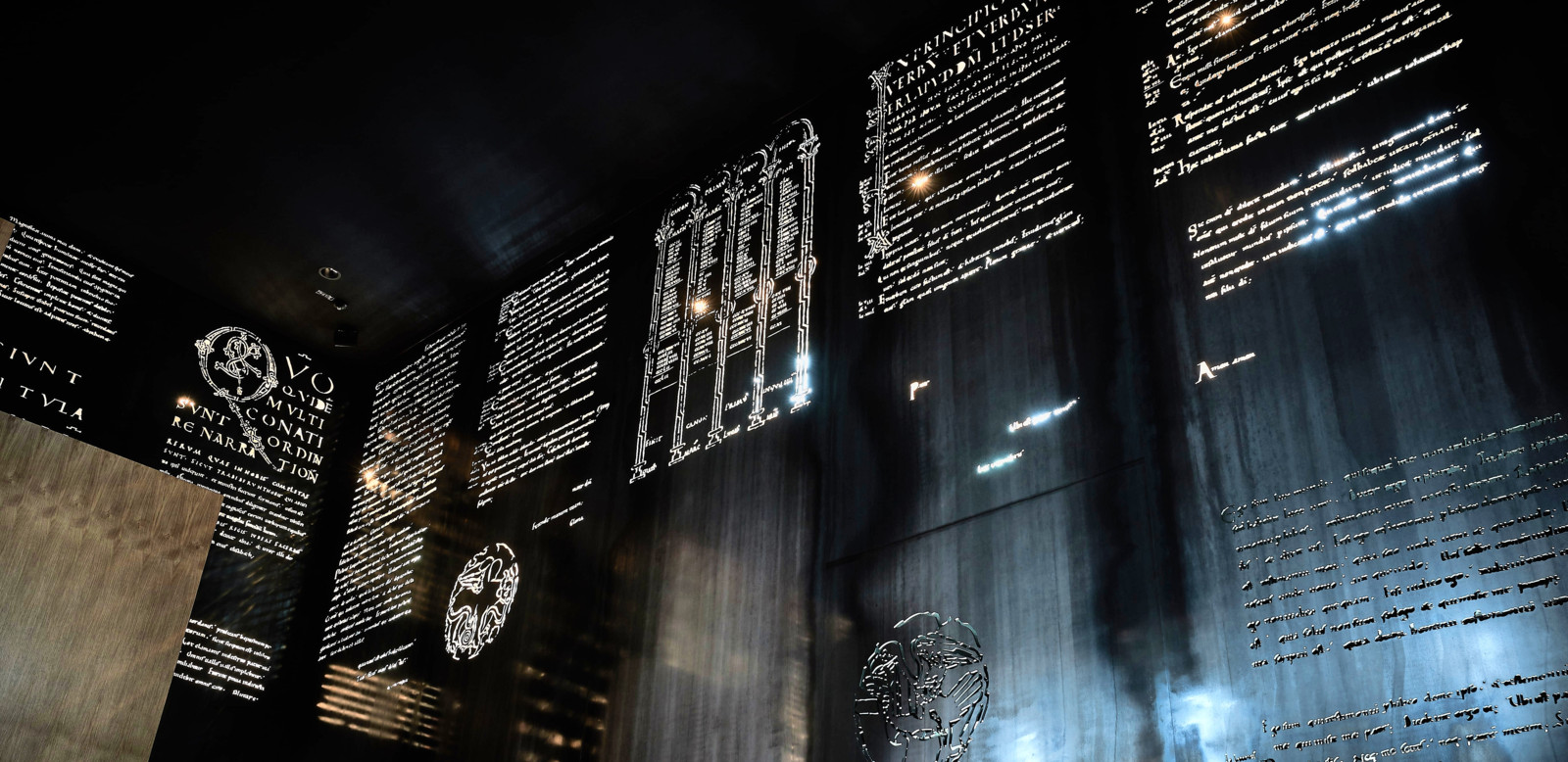
Aber was hat das nun alles mit Blech zu tun? Heinz Josef Demandt, Geschäftsführer von Demandt Stahl- und Maschinenbau kam im Zuge eines anderen Auftrags mit der Museumsleiterin ins Gespräch: „Eher am Rande unseres Gespräches erzählte sie, dass sie noch ein paar Platten zu lasern habe und ob wir so etwas übernehmen könnten. Damals ahnte ich noch nicht, welche Dimension das Ganze dann annehmen würde.“ Nach zwei Ausschreibungen und aufgrund der hohen Materialpreise 2021 drohte das ganze Projekt schon zu kippen, aber schließlich landete der Auftrag dann nach der dritten Ausschreibung bei Demandt. Letztlich sollten aus 22 großen Blech-Platinen Textpassagen des Evangeliars herausgeschnitten werden, die dann im Museum platziert werden und durch Beleuchtung von hinten lesbar gemacht werden. „Als ich mich dann an einen Betrieb wandte, der die Platten für uns schneiden sollte, tauchte auch schon das erste Problem auf. Schon beim Testschnitt stellte der Betrieb fest, dass der herauszuschneidende Text so viele Daten besitzt, dass eine Programmierung solch eine große Datenmenge erzeugen würde, die diese nicht verarbeiten konnten“, erklärt Heinz Josef Demandt. Auf der Suche nach einem Betrieb, der der Aufgabe gewachsen ist, stieß Demandt, dann auf die KTS Stahlbearbeitung GmbH aus Karlsdorf-Neuthard. „Ich habe KTS-Geschäftsführer Mario Koch kontaktiert und mein etwas ungewöhnliches Anliegen geschildert. Der war von dieser Idee schnell angetan und so haben wir die Platten dort geschnitten.


Zu große Datenmenge
Die einzelnen Tafeln hatten eine Größe von 2.000 x 8.000 mm bei einer Dicke von 8 mm. Jede einzelne Platte wog rund 1 t. Mit einem Standardlaser ist das also gar nicht zu machen. Glücklicherweise verfügt KTS über einen Laser von 2.500 x 9.000 mm, einen Microstep Faserlaser mit 6kW Leistung. Eine weitere Herausforderung war die Anforderung, dass die Tafeln kratzfrei bleiben mussten. „Auch wir hatten anfangs Probleme mit der Datenmenge, das waren hunderttausende Berechnungspunkte. Da stieg der Laser anfänglich aus und blieb einfach stehen. Unterstützung fanden wir dann schnell beim Hersteller des Lasers Microstep“, erinnert sich Mario Koch. Das Problem war, dass die Software von Microstep bis dahin ein Limit von 100.000 Datensätzen hatte, was bisher auch immer mehr als ausreichend war. „Microstep musste also die Software erst einmal für uns anpassen, damit wir die Platten bearbeiten konnten, was sie auch schnell für uns gemacht haben. Das Schneiden einer Platte hat dann rund zehn Stunden gedauert. Dabei hatte der Laser pro Platte einen Verfahrweg von rund 240 Metern und musste rund 1.500 Mal einstechen“, erklärt Mario Koch weiter. Damit die indirekte Beleuchtung im Nachgang dann auch funktioniert, war es auch wichtig, dass kaum Grate auf der Blechrückseite entstehen. Daher war es auch wichtig auf den Düsenzustand zu achten und diese immer rechtzeitig zu reinigen und zu wechseln. Letztlich war das Schneiden durchaus risikobehaftet, da man sich darauf verlassen musste, dass die Software auch alles erkannt und richtig berechnet hatte. Denn ein falscher Schnitt und die Platte wäre Ausschuss gewesen. „Letztlich hat so etwas vorher ja noch niemand gemacht und wir hatten keine Erfahrungswerte“, erklärt Mario Koch. Da vorgegeben war, dass alle Platten von einem Coil stammen mussten, damit sich die darauf befindliche Zunderschicht gleich abbildet, ließ der 25 t Coil bei 22 Platten und einer Musterplatte kaum Ausschuss zu.


Die Zeit war knapp
Dazu kam, dass alles recht schnell gehen musste, da das Zeitfenster für den Einbau sehr schmal war und unbedingt eingehalten werden musste. Auch die Reihenfolge der Platten beim Schneiden war vorgegeben, da es beim Einbau der Platten für Demandt nicht die Möglichkeit gab, alle Platten erst einmal in das Gebäude zu schaffen, zu sortieren und dann an der entsprechenden Stelle anzubringen. Dazu waren die Platten zu groß und das Gebäude zu klein. So hat KTS die ersten elf Platten geschnitten, die dann eingebaut wurden, während die anderen elf Platten geschnitten wurden.
Der Einbau verlangte dem Team von Heinz Josef Demandt einiges ab. „Die Schwierigkeit begann schon beim Aufrichten der Platten. Da wir Kratzer unbedingt vermeiden mussten, konnten wir nicht einfach mit einer Blechklaue arbeiten. Wir haben uns dann Rahmen aus Vierkantrohren gebaut, die die Blechtafel eingefasst und geklemmt haben. So konnten wir mit den aufgerichteten Platten zur Einbaustelle fahren.“ Nun mussten die Bleche noch in das Gebäude, was nur über ein großes Fenster ging. „Außen bauten wir uns eine Traverse, durch die wir die Platten durch das Fenster einschwenken konnten. Im Rauminneren haben wir dazu noch eine provisorische Kranbahn gebaut, um die Platten zu übernehmen. Die Fensterhöhe war 2, 40 m und unsere Tafeln mit Rahmen und Traverse hatten ein Maß von 2,28 m, sodass wir auch da sehr genau arbeiten mussten“, erinnert sich Heinz Josef Demandt. Alles lief gut, erinnert er sich, bis es dann zum Einbau der letzten Platte kam, die so einfach nicht mehr einschwenkbar war, da die Fugen zwischen den Platten gegen null gehen sollten. „Erst als wir eine andere Platte noch einmal lösten, und beide Platten nach dem Vorbild einer Flügeltür gemeinsam einschwenkten, hat es funktioniert. Das war schon recht kompliziert, aber solch spezielle Aufträge sind einfach unser Ding. Wir haben schon mehrere spezielle Dinge, etwa für die Bühnenshow der Ehrlich Brothers, gefertigt.“ Das Ergebnis der Zusammenarbeit kann sich wirklich sehen lassen. So schön kann Blech sein.





