Von Sonja Koch
Thyssenkrupp Rasselstein in Andernach gilt als weltweit größter Produktionsstandort für Verpackungsstahl. Innerhalb der Thyssenkrupp Gruppe steht er für Premiumqualität und nachhaltige Produkte. Oberflächenfehler sind da verständlicherweise eher hinderlich. Deswegen werden Fehler bestenfalls bereits auf dem Warmband bei der Beize und damit frühzeitig erkannt, um die gewohnt hohe Produktqualität der Walzerzeugnisse gewährleisten zu können. Die Beize ist bei Thyssenkrupp Rasselstein die erste Verarbeitungsstufe des Warmbandes auf seinem Weg hin zu Feinstblechen mit Dicken von 0,100 bis 0,499 mm. Die frühzeitige Inspektion während der Beize hat – neben der einwandfreien Beschaffenheit des Warmbandes – noch weitere Vorteile: Schwerwiegende Probleme wie Bandrisse und Walzenbeschädigungen werden in der folgenden Verarbeitung erfolgreich vermieden.
Grenzen optischer Prüfungen
Aus diesem Grund setzt Thyssenkrupp Rasselstein bereits seit vielen Jahren moderne Inspektionssysteme für die Kontrolle der Oberflächenqualität in der Beize ein. Die Praxis der Vergangenheit zeigte jedoch, dass Oberflächenfehler mit konventionellen Inspektionssystemen lediglich über deren optisches Erscheinungsbild erkannt werden. Grundsätzlich bleibt es bei einer Prüfung durch einen menschlichen Betrachter aber schwierig, eine korrekte Aussage über die Oberflächenbeschaffenheit des Produktes zu treffen. „Trotz der Nutzung aktueller Detektions- und Klassifikationstechnologien verbleibt aufgrund der Oberflächenbeschaffenheit des gebeizten Warmbandes und dem gelegentlichen Auftreten von Pseudofehlern, wie Zunder und Wasser, in Systemen mit herkömmlichen Zeilen- oder Matrixkameras eine Unsicherheit in der Qualitätsbewertung. Diese kann selbst mit dem Sammeln großer Mengen an Trainingsdaten nie vollständig eliminiert werden“, erläutert Björn Krämer, Bereichsleiter Systemtechnik Bildverarbeitung bei der IMS Messsysteme GmbH.
Objektive Fehlererkennung
Aus diesen Umständen erwuchs auf Seiten Thyssenkrupp Rasselstein der Wunsch nach einer vollautomatisierten, zuverlässigen sowie objektiven Fehlererkennung im laufenden Prozess. Hier vertraute das deutsche Traditionsunternehmen einmal mehr auf die bewährte Messtechnik der IMS Messsysteme GmbH: Bereits im Jahr 2008 startete IMS mit der Entwicklung von Oberflächeninspektionssystemen und lieferte schon 2010 das erste funktionsfähige 3D Inspektionssystem für Brammen im Strangguss aus. Weitere Anwendungsfelder für Grobbleche, Rohre sowie die Inspektion komplexer Profile wurden ebenfalls zeitnah erschlossen. „Gemeinsam mit IMS entstand die Idee, die bewährte 3D-Technologie auch in der Beize zu nutzen, um durch die automatische Detektion und Tiefenvermessung der Defekte die Auswirkungen auf den darauffolgenden Walzprozess zu reduzieren und dadurch Störungen durch Bandrisse oder Walzenschäden zu minimieren“, erinnert sich Yves Unnützer, Ing. Onlinemesssysteme bei Thyssenkrupp Rasselstein. Eine Feldstudie sollte erste Erkenntnisse liefern.

Früherkennung von inneren Einschlüssen und Schalendefekten
Schnelle Ergebnisse
Umgehend zeigte sich eine deutliche Verbesserung in der automatisierten Erkennung schwerwiegender Oberflächenfehler im laufenden Prozess sowie, als logische Konsequenz, eine signifikante Reduktion der hierdurch verursachten Beschädigungen und Ausfälle. „Unsere Überlegungen konnten durch die Testinstallation bestätigt werden, so dass in kurzer Zeit ein Produktivsystem installiert wurde. Dieses hat seit der Inbetriebnahme die Erwartungen bisher vollständig erfüllt und zu einer nachhaltigen Qualitätssteigerung des Walzprozesses beigetragen“, bemerkt Yves Unnützer. „Die Fehlererkennung mittels Höhenvermessung ist in kürzester Zeit produktiv nutzbar, da lediglich numerische Schwellwerte für kritische Fehlertiefen festgelegt werden müssen. Die Tiefe des Defekts ist in der Regel das entscheidende Kriterium für die Schwere eines Defekts. Trotzdem besteht natürlich weiterhin auch die Möglichkeit, einen Klassifikator für eine feingranularere Differenzierung der Fehler zu trainieren“, führt Björn Krämer weiter aus.
Kombination unterschiedlicher Inspektionstechnologien
Die kombinierte 2D / 3D Oberflächeninspektion wurde im November 2021 erfolgreich in Betrieb genommen. Was das gemeinsame Projekt so besonders macht, ist die Kombination zweier Inspektionstechnologien in nur einem einzigen System. Die Verschmelzung zweier von Haus aus unterschiedlicher Techniken bringt einige Vorteile mit sich:
- Der 3D-Kanal des Systems erkennt zuverlässig schwerwiegende Fehler wie Schalen, Löcher und Falten, die im Folgeprozess zu Bandrissen oder Walzenschäden führen können.
- Durch die automatische Tiefenvermessung der Fehler können diese eindeutig erkannt sowie bewertet und somit von harmlosen Erscheinungen (zum Beispiel Verschmutzungen) sicher unterschieden werden.
- Ergänzend erkennt der integrierte 2D-Kanal Oberflächenfehler ohne Höheninformationen (zum Beispiel Restzunder).


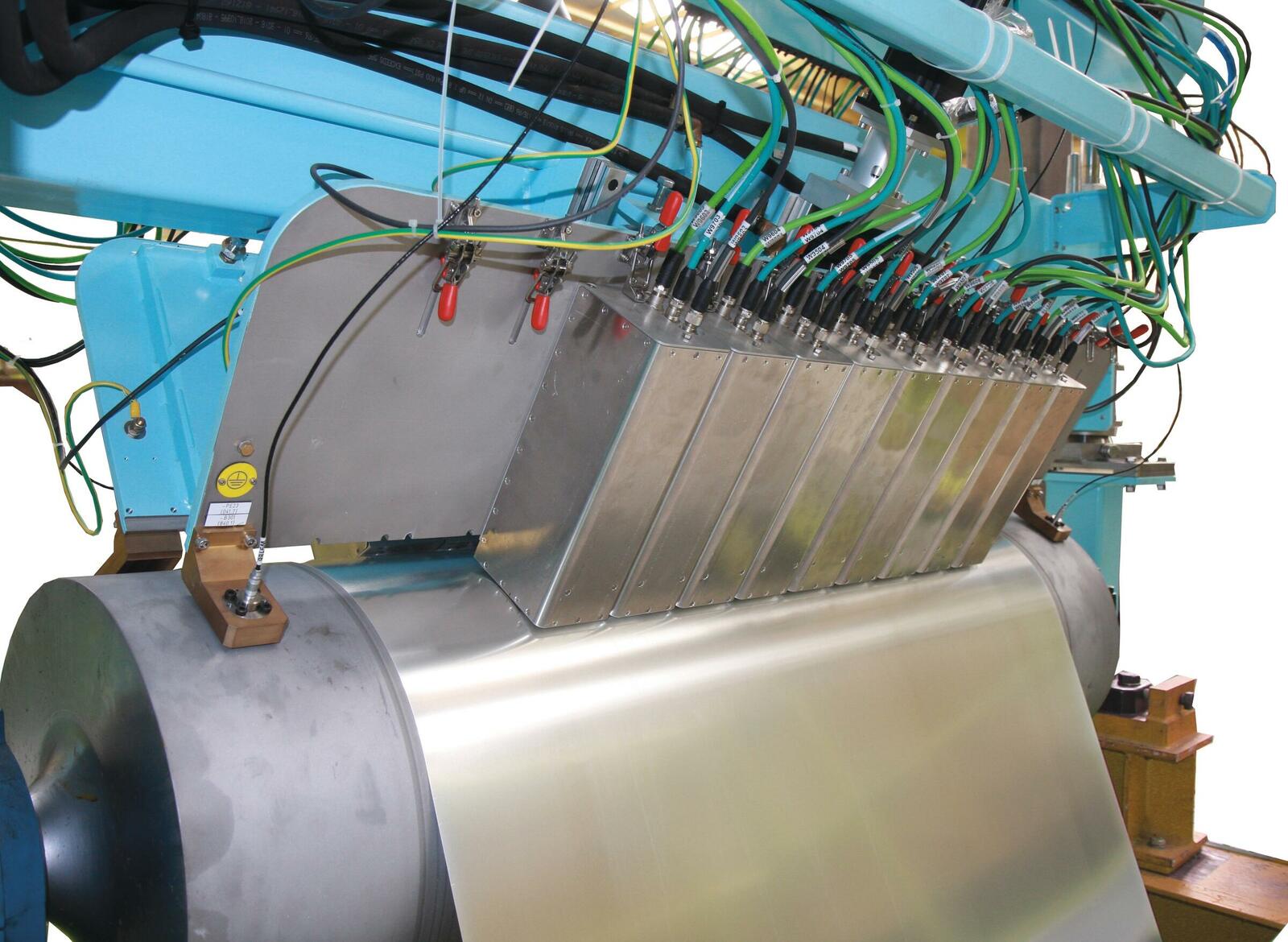
3D Höhenvermessung mit Hochpräzisionslaser
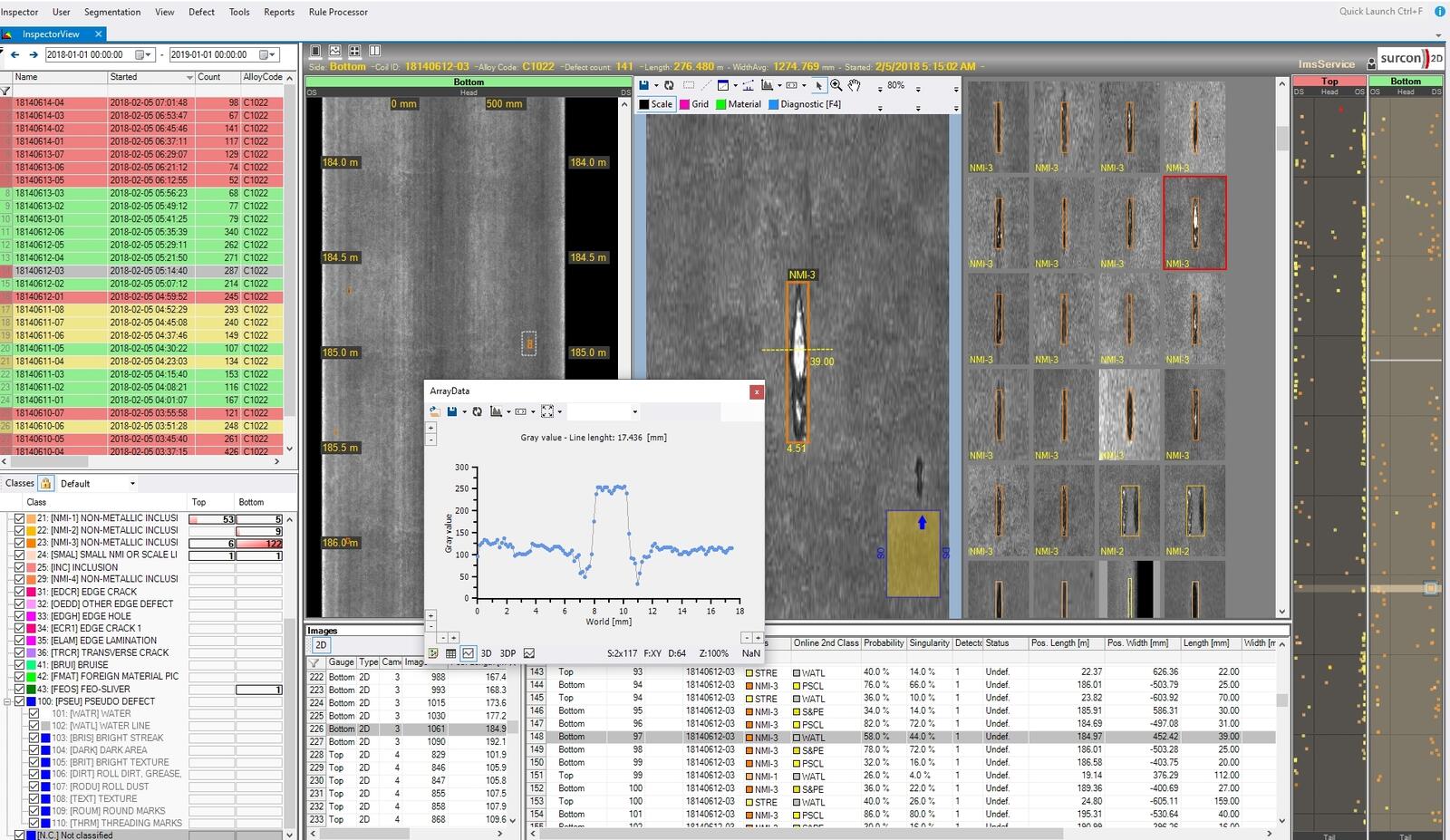
Die 3D Höhenvermessung basiert dabei auf dem Verfahren der Lasertriangulation. Eine Laserlinie wird auf die Materialoberfläche projiziert, welche von einer im Winkel stehenden Kamera zuverlässig erkannt wird. Jede durch die Kamera aufgenommene Pixelposition im Bild korreliert mit einer kalibrierten Höhenposition – ein Messprinzip, welches IMS bereits seit über 20 Jahren erfolgreich bei verschiedenen Systemen einsetzt. Im Hause IMS entwickelte und produzierte Hochpräzisionslaser ermöglichen in dieser Applikation, das ermittelte Höhenprofil als ein zusammenhängendes, hochauflösendes Bild darzustellen. So profitiert Thyssenkrupp Rasselstein von einer simultanen Erkennung von Oberflächenfehlern sowie deren bildhaften Darstellung sowohl in 2D als auch 3D.