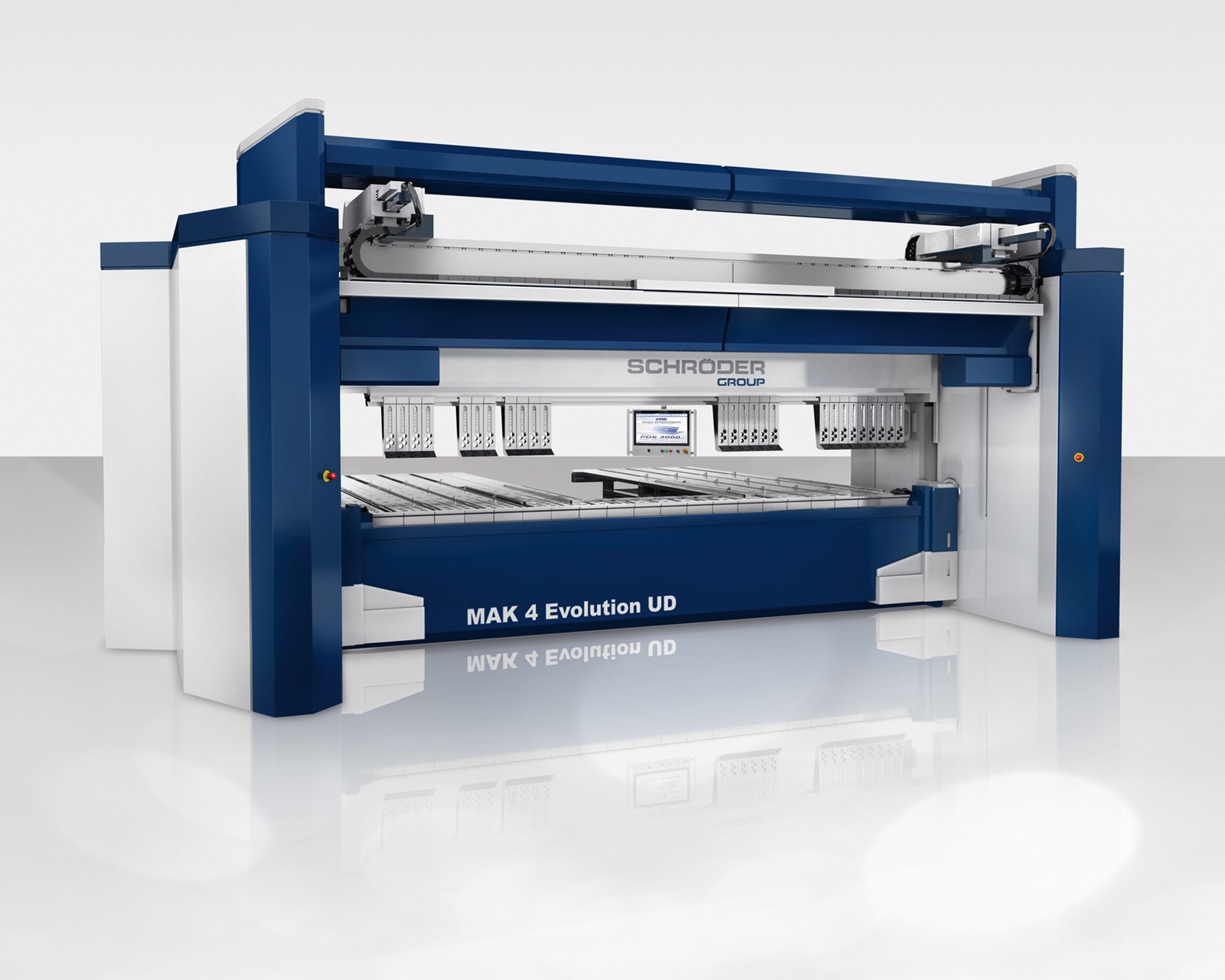
Ein breites Spektrum an Bauteilen fertigt die Veyhl GmbH,darunter auch zahlreiche individuelle Biegeteile. Einerseits entwickelt und baut das Unternehmen aus dem Schwarzwald individuelle Tischsysteme und Anbauteile für Büromöbelhersteller, andererseits zählen aber auch Firmen aus dem Agrar-, Automobil-, Medizin- oder Photovoltaikbereich zum Kundenstamm. Diese Vielfalt an Bauteilen einerseits und die Tatsache, dass die Stückzahlen je Los kleiner werden, fordert Flexibilität in der Produktion. Für die Fertigung von Biegeteilen hatte eine Projektgruppe bei Veyhl klare Vorstellungen – und sich letztendlich für die Up-down-Schwenkbiegemaschine RAS XLTbend entschieden.
Mehr als 500 Mitarbeiter bei Vehyl haben sich der Aufgabe verschrieben, als Systemlieferant kreative Lösungen für individuelle Tischsysteme zu gestalten und zu produzieren. Dieser Markt ist in einem ständigen Wandel. Früher waren Ablagen und Unterschränke für Ordner und Hängeregister sehr gefragt. Durch die Digitalisierung liegt der Schwerpunkt heute in der Elektrifizierung und im Zusatzkomfort der Tische. Damit einher gehen Komponenten zur Höhenverstellung, Kabelwannen und Monitorrückwände. Die Standardware weicht der kundenangepassten Lösung. Große Fertigungslose sind selten, kleine Stückzahlen und Flexibilität sind an der Tagesordnung.
Schlanke Produktion für kleine Lose
Die Mehrzahl der Aufträge an Tischgestellen bewegt sich heute in den kleineren Stückzahlen und profitiert von den schlanken Produktionsprozessen und der durchdachten Lean-Organisation bei Veyhl. Dort stehen Flexibilität, schnelle Abläufe, geringe Liegezeiten und kurzfristige Reaktionsmöglichkeiten auf individuelle Kundenwünsche im Vordergrund.
Dieser Wandel hat auch zu einem Umdenken im Maschinenpark geführt. Die Up-Down-Schwenkbiegemaschine ersetzte ein älteres Biegezentrum, denn die Auslastung des Biegeautomaten war nicht mehr gegeben und die XLTbend bietet obendrein noch vielfältigere Biegeoptionen für schmale Kabelrinnen und Tablare.
Auch die Funktion, die Biegeprogramme direkt aus den STEP- und DXF-Dateien der Biegeteile zu generieren, stieß auf sehr positive Resonanz - und zwar nicht nur bei den Produktionsverantwortlichen, sondern auch bei den Teilekonstrukteuren. Unbenommen bleibt darüber hinaus, dass Programme für schnell benötigte Bauteile auch direkt über die Grafikprogrammierung in der Werkstatt erzeugt werden können. Alle anderen Programme lädt der Maschinenbediener vom Produktionsserver in die Jobliste der Maschine und kann die Aufträge dann stückzahlgenau abarbeiten.
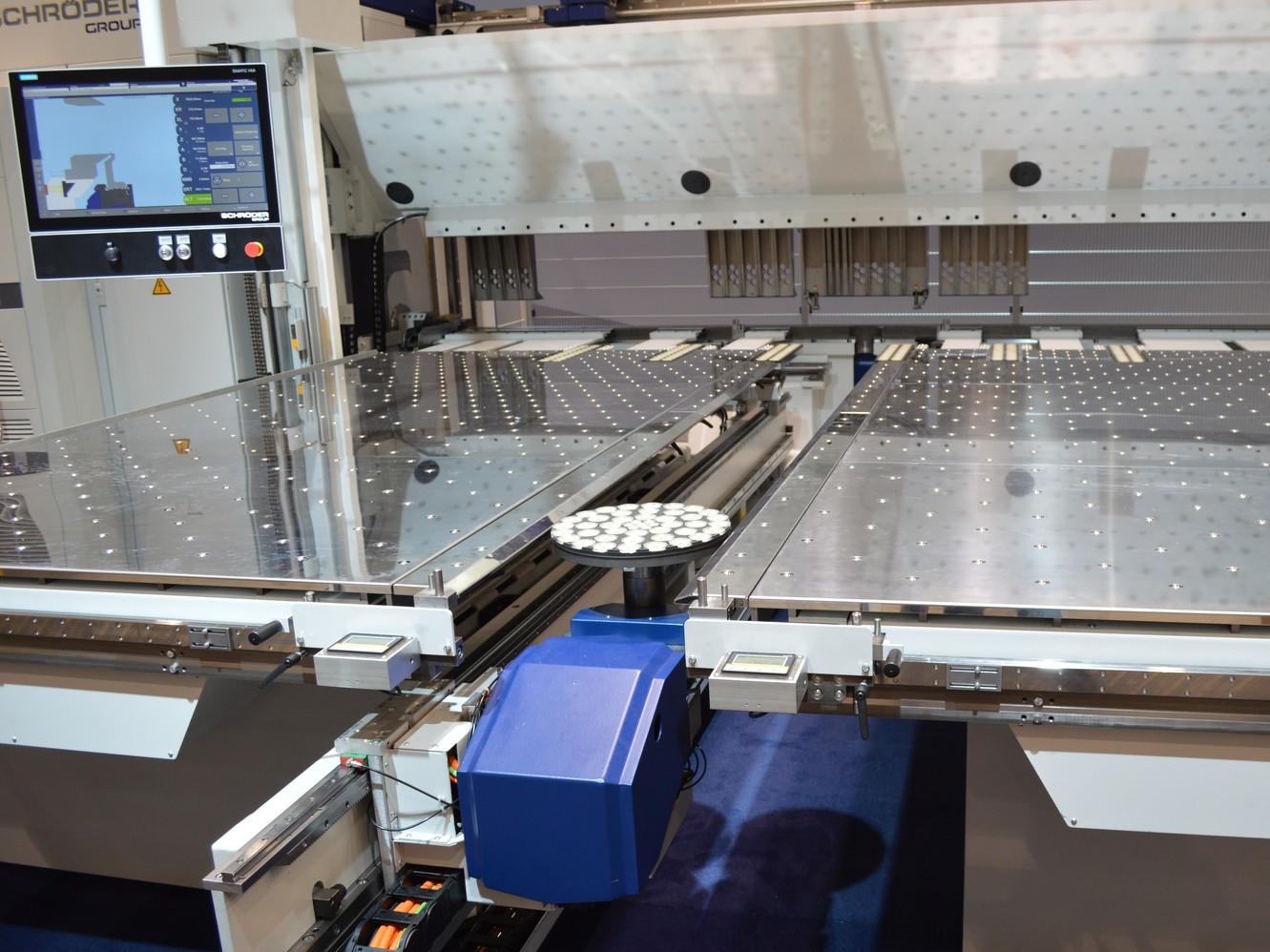
Mit der gewählten Maschinenkonfiguration kann Veyhl alle benötigten Biegeteile produzieren. Bei kopfseitigen Biegungen an schmalen Teilen wäre manchmal ein verlängerter T-Anschlag mit einer Anschlagtiefe von 3.050 mm hilfreich. Da die Biegewange aber in einer auf 90 ° geschwenkten Stellung als Vorderanschlag einsetzbar ist, lassen sich auch Teile biegen, deren Länge über das Anschlagmaß des vorhandenen Rechteckanschlags hinaus ragen. Gepaart mit einem seitlichen Winkelanschlag, der sich automatisch aus der Tischfläche anhebt, können die Metallkomponenten zudem auch sehr schmal sein.
Vorteile beim Biegen großer Bauteile
Die Sauger vor den Anschlageinheiten halten die Platine an den Anschlagfingern. Damit können positive und negative Folgebiegungen automatisch hintereinander ablaufen, was dem früheren Ablauf auf dem Biegezentrum schon sehr nahe kommt. Bei Veyhl sind beide in der Blechfertigung gebräuchlichen Biegeverfahren im Einsatz: Schwenkbiegen und Gesenkbiegen. Bei den großflächigen Bauteilen sehen die Produktionsspezialisten eindeutig die Vorteile im Schwenkbiegen.
Manche Komponenten benötigen mehrere Werkzeugstationen, bis sie fertig gebogen sind. Auf der XLTbend lassen sich entlang der Biegelänge der Maschine zwei oder drei Werkzeugstationen aufbauen. Damit nimmt der Bediener das Blech nur einmal in die Hand und legt erst wieder das fertige Biegeteil ab. Bei den Pressen würde das gleiche Werkstück hingegen zwei Rüstvorgänge benötigen und müsste zwischendurch mehrmals abgelegt werden. Automatisch geklemmte Werkzeuge und die automatisch programmierte Rüstanleitung machen einen Auftragswechsel zudem zu einer Sache von lediglich 2-3 Minuten.
An der Schwenkbiegemaschine kann ein einzelner Mitarbeiter auch große Kabelwannen alleine biegen, da die Bauteile immer auf dem Anschlagtisch liegen bleiben und sich auf dem Tisch drehen lassen. Gepaart mit den kompletten Biegefolgen reduzieren sich die Zykluszeiten deutlich. Bei schmalen Biegeteilen ist es praktischer, von der vorderen Biegewangenseite zu arbeiten. Große, flächige Büromöbelkomponenten sind leichter von der Anschlagseite handhabbar. Die XLTbend bietet beide Möglichkeiten und schafft damit maximale Flexibilität.
Für lange und flächige Biegeteile ist die Schwenkbiegetechnik ideal, da ein einzelner Werker nahezu ohne Krafteinsatz die Teile auflegen, drehen, biegen und abnehmen kann. Bei Pressen sind in diesem Fall schnell zwei Bediener nötig. Die Biegepräzision und Wiederholgenauigkeit erlaubenauch interessante Produktlösungen. So müssen die Tischgestelle und Anbauteile nicht verschweißt werden, sondern lassen sich als schraubbarer Bausatz platzsparend zum Kunden versenden.
www.ras-online.de
www.veyhl.com
Die Up-Down-Schwenkbiegemaschine XLTbend biegt Komponenten von Bürotischen, wie beispielsweise Kabelwannen und Monitor-Rückwände.
Auf der XLTbend lassen sich entlang der Biegelänge zwei oder drei Werkzeugstationen aufbauen.
Positionieren des Biegeteils am seitlichen Winkelanschlag und gegen die auf 90 ° geschwenkte Biegewange.