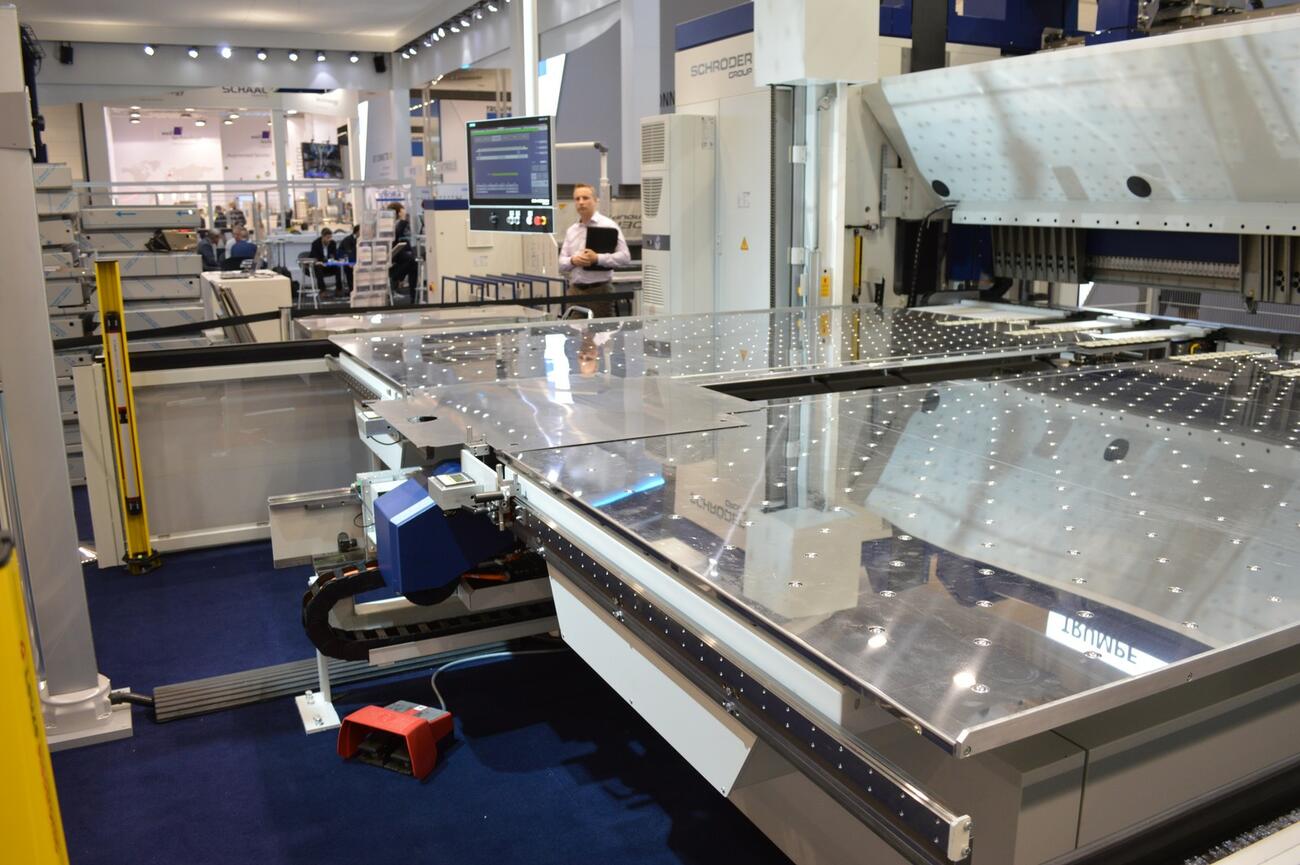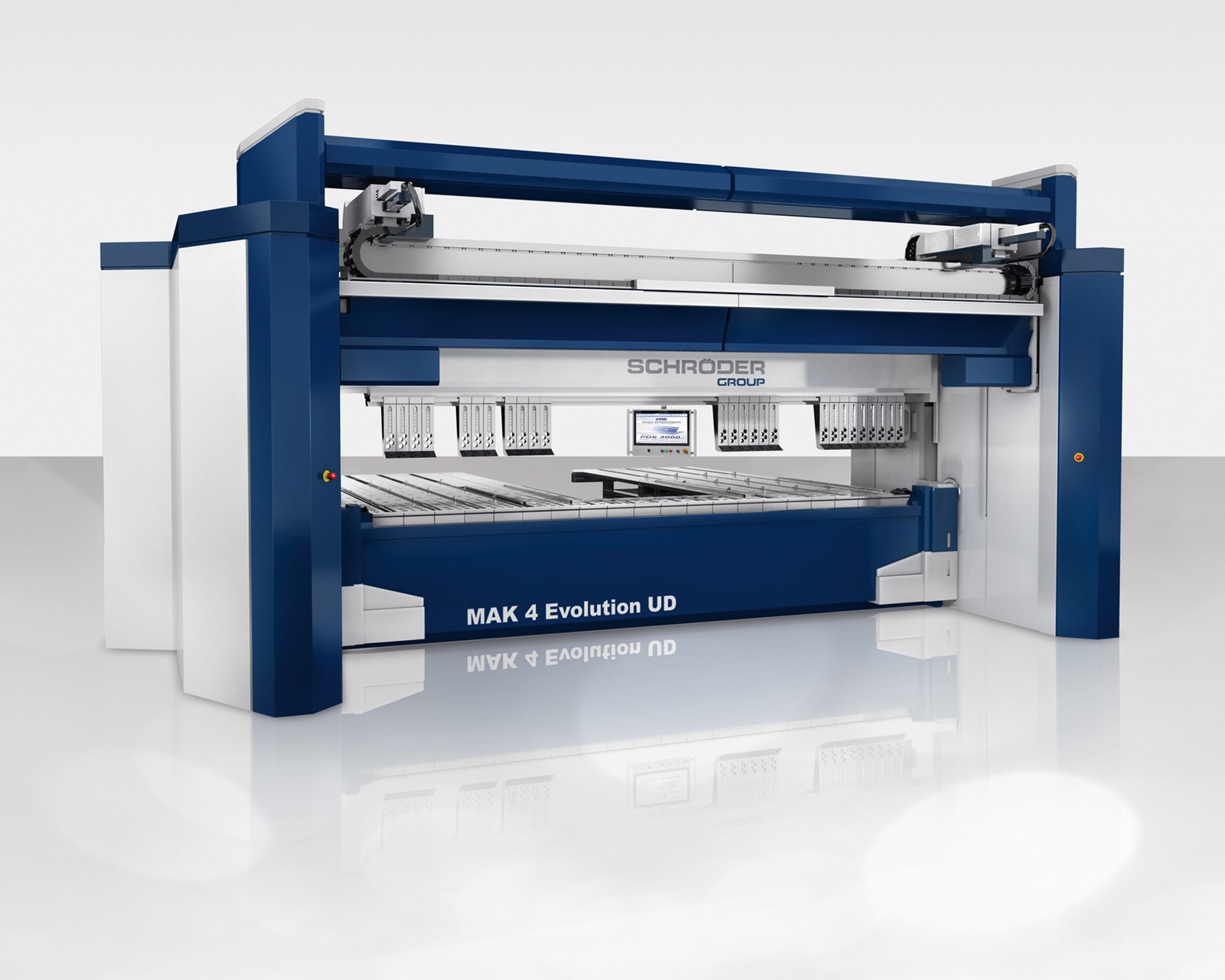
Ist es eine automatisierte Biegemaschine oder doch ein Biegezentrum? Wer die Highend-Schwenkbiegemaschine MAK 4 Evolution UD der Schröder Group auf der Euroblech gesehen hat, konnte ins Grübeln kommen. Einerseits arbeitet die Maschine mit dem neuen „Advanced Handling System“ (AHS) wie ein kleines Biegezentrum: Nachdem der Bediener das Blech aufgelegt hat, läuft das komplette Biegeprogramm bis zur letzten Kante automatisch ab, ohne dass der Bediener eingreifen muss. Andererseits lässt sich die Maschine halbautomatisch einsetzen und kann sehr flexibel manuell mit halbautomatischen Biegeabläufen genutzt werden. Mit zahlreichen Ausstattungen, vom Up-and-down-Biegebalken über einen automatischen Werkzeugwechsler bis zu verschiedenen Hinter-, Vorder- und Winkelanschlägen, ist die Maschinen vielfältig einsetzbar. Mit dem innovativen Saugplattenanschlag und dem AHS wird sie zum Universalbiegesystem. Für Unternehmen, die flexibel auf unterschiedliche Aufgaben reagieren müssen, eine Allroundmaschine, die komplexe Blechverformungen bei kurzfristig eingeschobenen Einzelaufträgen ebenso effizient bewältigt, wie eine automatische Serienfertigung von Standardprodukten.
Konstruktiv sei die MAK 4 Evolution UD für komplexe Aufgaben in der industriellen Blechverformung ausgelegt, heißt es bei Schröder. Die Schwenkbiegemaschine wird für folgende Blechbreiten beziehungsweise Blechdicken angeboten: 3.200 mm x 6,0 mm, 4.000 mm x 5,0 mm und 5.000 mm x 4,0 mm. Sie wird von hinten bedient und ist mit den entsprechenden Sicherheitseinrichtungen ausgestattet. Optional lässt sich die Maschine dabei je nach Aufgabenbereich im Spektrum zwischen manuell bedienter Präzionsschwenkbiegemaschine bis zum kleinen Biegezentrum ausstatten. Das AHS kann auch bei weiteren motorischen Schwenkbiegemaschinen wie beispielsweise der SPB Evolution UD eingesetzt werden und hier auch von vorne bedient werden.
Vollautomatisches Biegezentrum
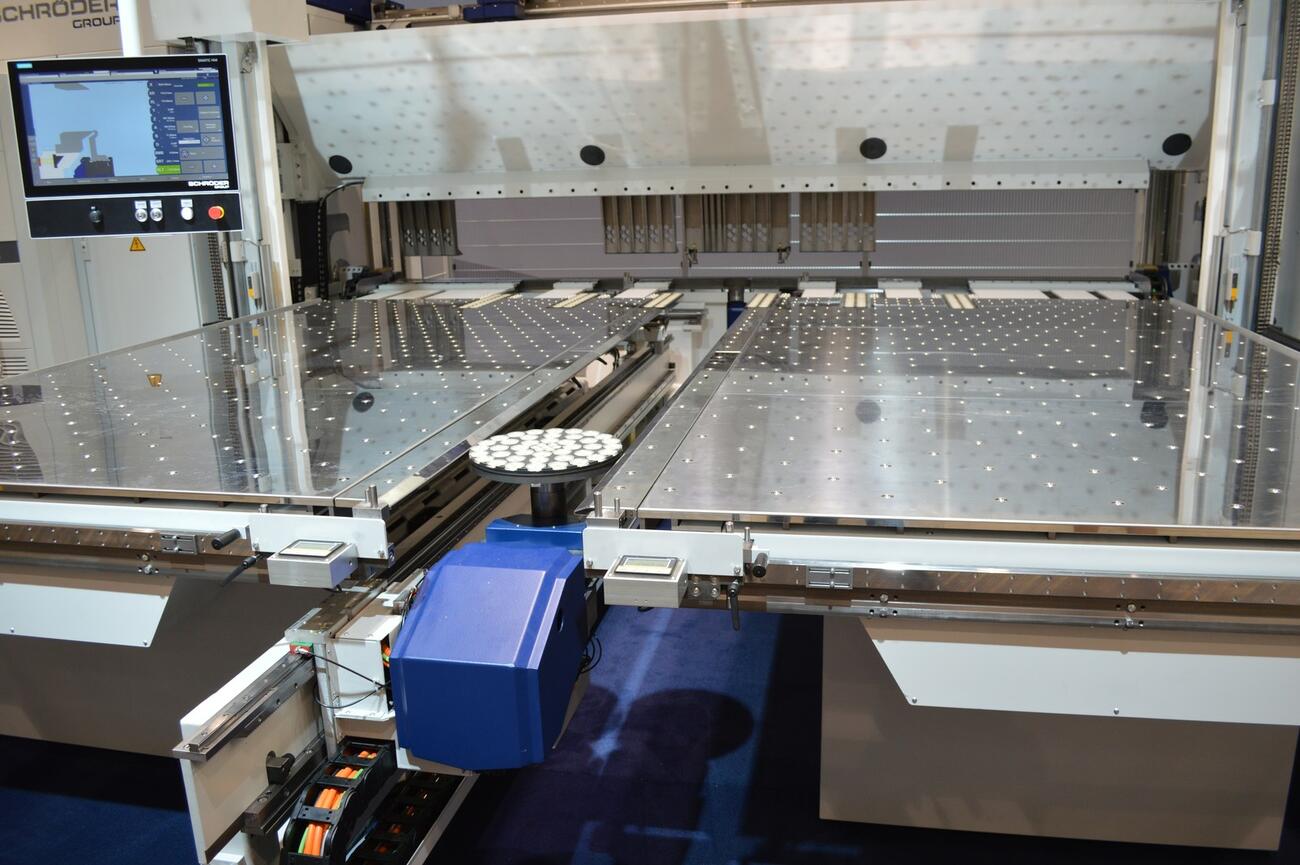
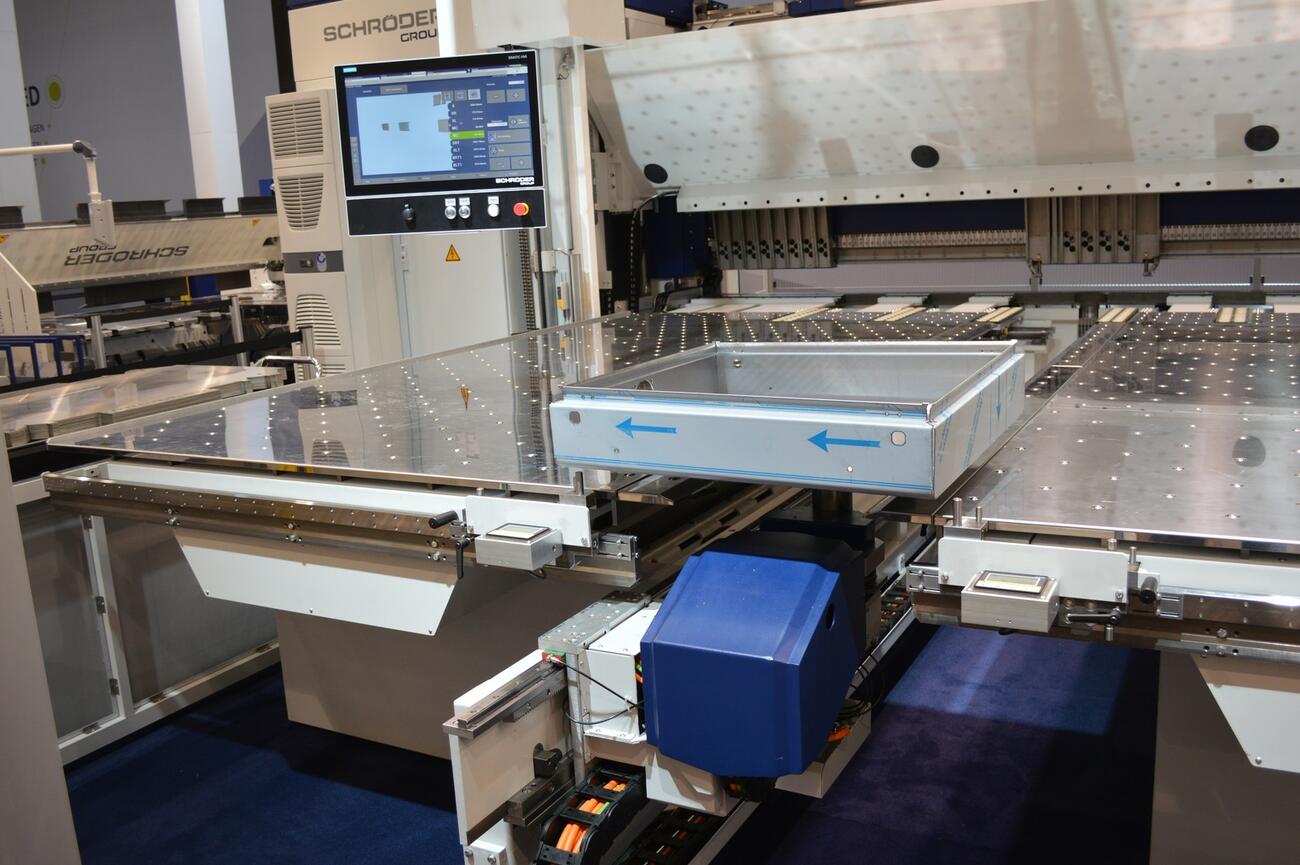
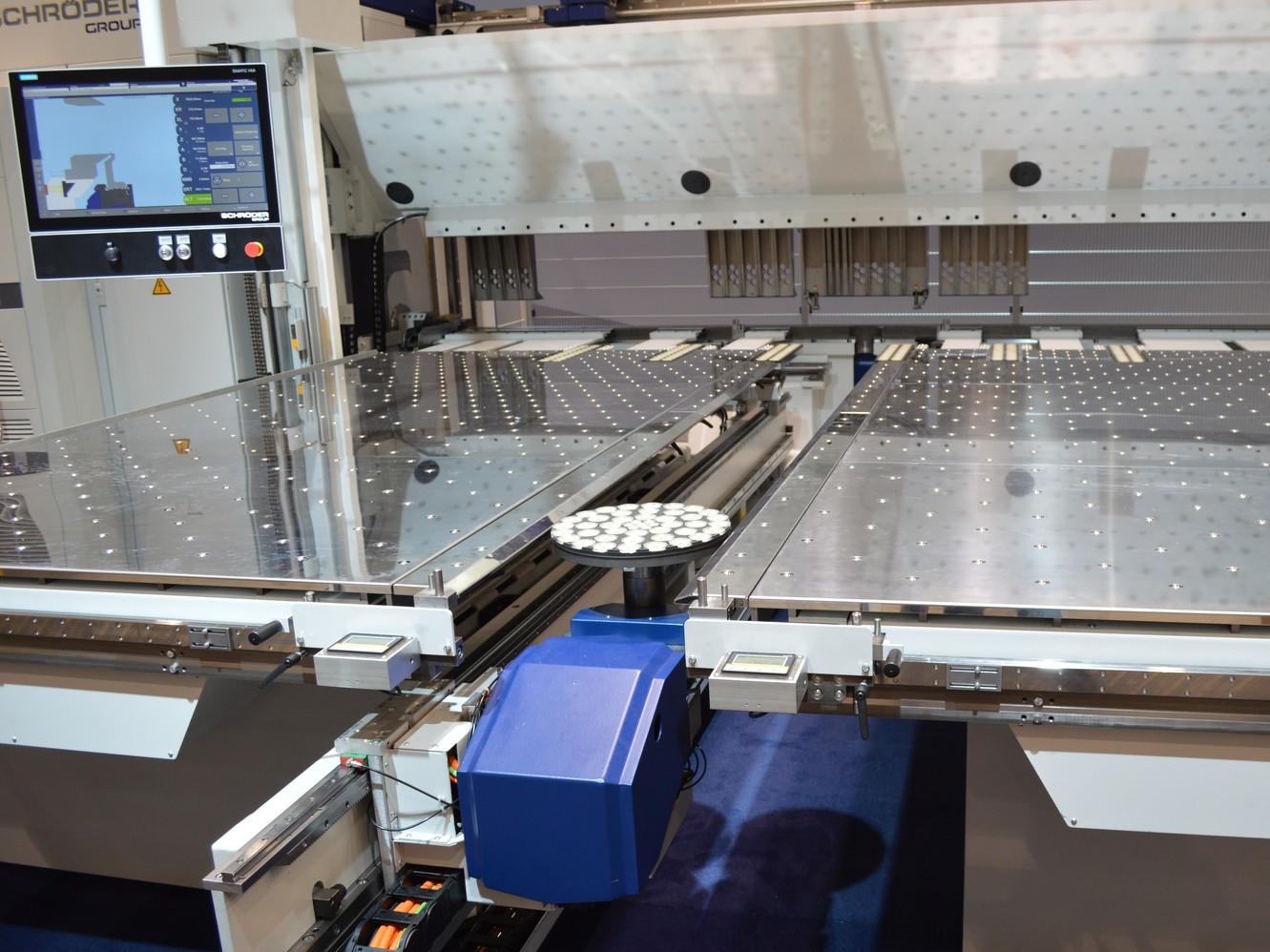
Die höchste Ausbaustufe in Sachen Automatisierung bietet das neue Advanced Handling System (AHS). Hierbei handelt es sich um ein System mit einem mit Saugern ausgestatteten längsverfahrbaren Drehteller im Gang zwischen den beiden hinteren Tischhälften der Biegemaschine. Für unterschiedliche Blechzuschnitte stehen Versionen des Drehtellers mit verschiedenen Anordnungen und Größen der Sauger zur Verfügung.
Zu Beginn eines Biegezyklus steht das AHS an der äußeren Position am Ende des Arbeitstisches. Der Blechzuschnitt wird vom Bediener manuell oder automatisch mittels Roboter oder Manipulator aufgelegt und gegen Referenzanschläge positioniert. Danach saugt das System das Blech an und fixiert es auf dem Drehteller. Nach Start des Programms auf der von Schröder entwickelten Steuerung PS 3000 verfährt das System den Blechzuschnitt bis zur Biegewange.
Zwei Kamerasysteme kontrollieren sowohl die Geometrie des Blechzuschnitts als auch seine Position anhand der in der Steuerung hinterlegten CAD-Daten und leiten gegebenenfalls Korrekturen ein. Danach fährt das AHS den Blechzuschnitt unter die Oberwange und der automatische Biegeprozess beginnt. Nach Abschluss der Biegungen einer Seite dreht das AHS den Blechzuschnitt jeweils so lange zur nächsten Biegeseite, bis der Biegeprozess abgeschlossen ist. Danach stellt das System das fertige Werkstück zur Entnahme auf dem Arbeitstisch bereit. Das Kamerasystem übernimmt dabei inline die Qualitätskontrolle.
Das AHS agiert wie der Manipulator eines Biegezentrums, wobei der bei Biegezentren übliche Bügel zum Halten des Manipulators fehlt. Das bietet insofern den Vorteil, dass beim Drehen der Bauteile hinsichtlich der Größe des Blechzuschnitts und Höhe des Biegeteils keine Einschränkungen zu beachten sind.
Flexible halbautomatische Bedienung
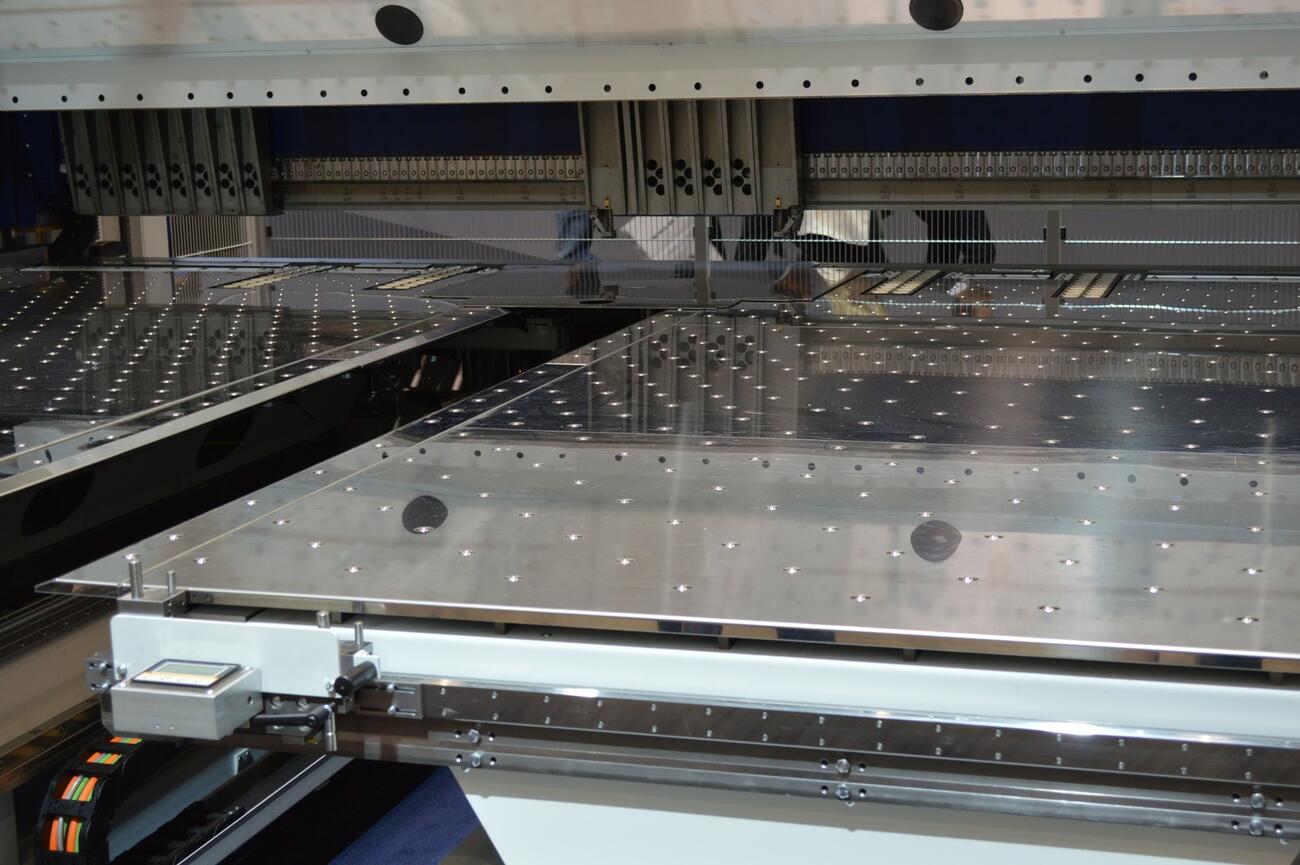
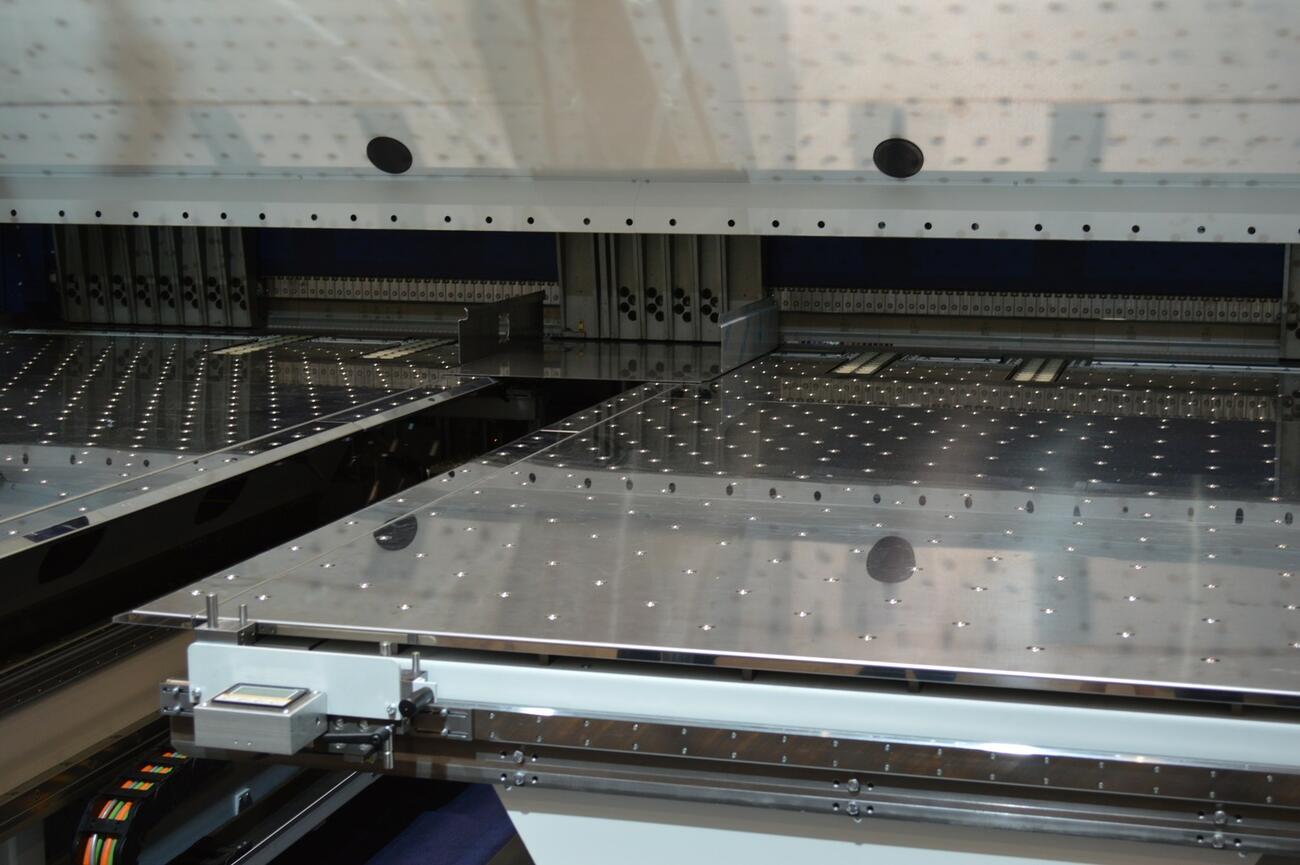
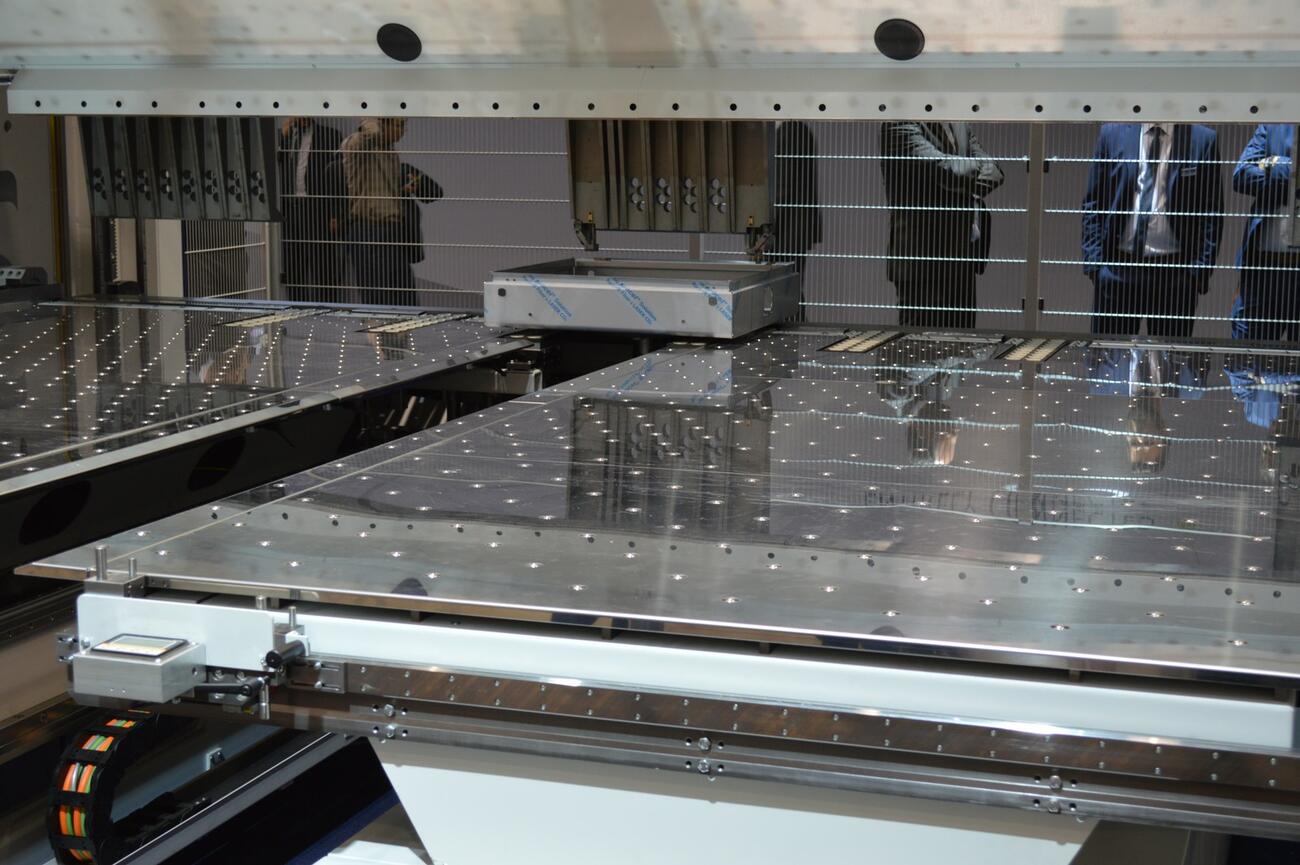
Im vollautomatischen Betrieb mit dem AHS arbeitet die MAK 4 Evolution UD mit mittig aufgebauten Werkzeugen. Flexibler und mit mehreren Werkzeugstationen lässt sich die Maschine nutzen, wenn die Werkstücke vom Bediener gedreht werden und die Saugerplattenanschläge zum Einsatz kommen. Für diese Betriebsart lässt sich das AHS in eine Parkposition verfahren, sodass der Bediener im Gang zwischen den beiden Arbeitstischhälften agieren kann.
Der Saugeranschlag besteht je nach Arbeitslänge der Maschine aus bis zu sechs Platten im Arbeitstisch der Schwenkbiegemaschine. Die Platten sind mit jeweils 20 Saugnäpfen besetzt und werden vom bestehenden Hinteranschlag-Spindelantrieb sehr präzise in Richtung der Biegewange bewegt. Im Einsatz positioniert der Bediener die Blechzuschnitte gegen die programmgesteuert verfahrbaren Anschläge an der Biegewange und betätigt per Fußschalter die Saugeranschläge, die dann das Blech auf den Platten fixieren. Freibleibende Saugnäpfe werden automatisch ausgeschaltet, sodass auch Blechzuschnitte mit Ausnehmungen oder Rundungen an der Anschlagseite gehalten werden. Das Biegeprogramm läuft dann jeweils für eine Biegeseite komplett automatisch durch. Alle Biegungen sowohl nach oben als auch nach unten werden so automatisch ausgeführt. Nach dem Biegen einer Seite dreht der Bediener das Bauteil von Hand, positioniert es neu und gegebenenfalls an einer anderen Werkzeugposition und wiederholt den Vorgang für die nächste Biegeseite. Die Saugplatten sind vor allem dann eine zusätzliche Option zum Hinteranschlag, wenn Anschlagfinger wegen Rundungen oder Aussparungen an der Anschlagsseite eines Bauteils keinen Halt finden.
Individuelle Ausstattung
Neben den beiden Arten der Saugeranschläge sind für die Maschine unterschiedliche Anschlagsysteme und Tischvarianten sowie weitere Optionen für den Ausbau der Maschine mit unterschiedlichen Automatisierungsgraden verfügbar. Dazu gehört auch ein automatischer Werkzeugwechsler, der mit zwei unabhängigen Wechslereinheiten präzise und sehr schnell arbeitet.
Zum Allrounder wird die Maschine über die grafische Steuerung POS 3000, die nicht nur eine einfache Bedienung erlaubt, sondern auch auf für alle Automatisierungsausbaustufen vorbereitet ist.
Die Schröder Group
Die Schröder Group besteht aus der 1949 gegründeten Hans Schröder Maschinenbau GmbH in Wessobrunn und der 2006 integrierten Schröder-Fasti Technologie GmbH in Wermelskirchen. Das Unternehmen entwickelt und baut Maschinen zum Schwenkbiegen, Schneiden, Sicken, Bördeln und Rundbiegen von Blechen. Das Maschinenspektrum reicht von Präzisionsmaschinen für das Handwerk bis zu innovativen Hochleistungsmaschinen für die automatische industrielle Fertigung. Insgesamt beschäftigt die Schröder Group mehr als 270 Mitarbeiter an verschiedenen Standorten im In- und Ausland.