Die explosionsartigen Entwicklungen von Industrie 4.0 und den damit verbundenen Trends wie Internet der Dinge, Smart Factory und Big Data verstellen oft den Blick auf das Wesentliche dieser nächsten industriellen Revolution. Es geht bei Industrie 4.0 um die Optimierung der Produktion. Wie können kleine und mittlere Unternehmen im Zeitalter von Kleinserien, komplexen Teilen und engen Margen wettbewerbsfähig bleiben? Wenn Fabriken gezwunwwederngen sind, Aufträge in Tagen oder Stunden statt in Wochen zu liefern, wie können dann Durchlaufzeiten verkürzt werden?
Der Weg zu einer produktiveren und profitableren Fertigung beginnt nach den Vorstellungen von LVD mit der Bewertung der Fertigungsprozesse. Dazu können die relevanten Daten, die von den Maschinen und den eingebundenen Softwaresystemen geliefert werden, genutzt werden.
Das Wesentliche ist der Materialfluss
In der Blechbearbeitung gibt es drei Hauptprozesse: Schneiden, Sortieren und Biegen. Die Verbesserung des Produktionsablaufs beginnt mit der Erfassung der relevanten Daten, anhand derer der Prozess und seine Leistung analysiert werden kann. Moderne Maschinen, die selbst über Datenbanken verfügen oder mit zentralen Datenbanken kommunizieren, können diese Daten bereitstellen.Traditionell sind Blechfertigungen meist aus einem kostenorientierten System heraus gewachsen.
In diesem kostenorientierten System werden die Berührungszeiten des Bedieners (Operator-Touch-Time) in den Vordergrund gestellt. Dadurch steigt der Work-in-Process (WIP) beziehungsweise der Umlaufbestand, aber die Gesamtdurchlaufzeit wird als Kriterium vernachlässigt. In einem Markt, der sich in Richtung (ultra-)kurzer Lieferzeiten entwickelt, ist es jedoch notwendig, dass sich der Produktionsfokus von kostenbasierten Prinzipien zu solchen Flussprinzipien verlagert, die Quick Response Manufacturing (QRM) in den Mittelpunkt stellen.
Wie stellt sich QRM in der Blechberarbeitung dar?
QRM ist eine Verbesserungsmethode, die für Fertigungsumgebungen mit einer großen Produktvielfalt und kleinen Losgrößen (High-Mix-low-Volume) entwickelt wurde.
- Eine Industrie-4.0-fähige Blechbearbeitung nutzt eine Kombination aus kosten- und zeitbasierter Strategie und arbeitet mit Echtzeitinformationen, um den Ablauf zu steuern. In einer derart organisierten Fertigung bedeutet der QRM-Ansatz, dass keine oder nur minimale Puffer erlaubt sind. Denn eine größere Puffermenge würde zwar die Gesamtanlageneffektivität (OEE) verbessern, erhöht aber gleichzeitig die Durchlaufzeiten und den Work-in-Process (WIP). Der einzige wichtige Schlüsselindikator (Key Performance Indicator = KPI) ist die Lieferperformance.
- Die QRM-Doktrin besagt: Die Bearbeitung eines Auftrages, der für eine nachgeschaltete Arbeitszelle bestimmt und nicht verfügbar ist, erhöht nur den Bestand und die Durchlaufzeit. Mit anderen Worten: Starten Sie einen Fertigungsauftrag erst, wenn für jeden Schritt des Produktionsprozesses die entsprechende Kapazität vorhanden ist. Ein Job, der in einer Warteschlange als Work-in-Process (WIP) steht, beeinflusst den Ablauf und damit den Durchsatz. Produktionsengpässe stören ebenfalls den Ablauf. Solche Engpässe entstehen beispielsweise beim Aussortieren von Teilen aus einem kombinierten Schachtelungsauftrag und dem Zuordnen der Teile zu ihren Aufträgen nach dem Laserschneiden.
- Vor diesem Hintergrund sollte die Verschachtelung der Schneidteile auf einer Blechtafel im Gesamtprozess erst im letzten möglichen Moment erfolgen, also kurz bevor der Schneidprozess für die als nächstes fälligen Aufträge beginnt. Dies stellt eine effiziente Verschachtelung sicher und garantiert, dass im nachfolgenden Schneidprozess genau die Teile erzeugt werden, die tatsächlich benötigt werden. Für einen effizienten Materialfluss geht es darum, ein Gleichgewicht zu finden zwischen Durchlaufeffizienz, die zu weniger Umlaufbestand (WIP) führt, und Ressourceneffizienz, die zu einer besseren OEE führt.
Ein integriertes System
Wie kann eine Fertigungsstätte einen besseren Materialfluss realisieren? Erstens ist es wichtig, die digitalen Kommunikationswege mit betriebswirtschaflichen Softwaresystemen auf der Master-Business-Ebene wie dem ERP-System (Enterprise Resource Planning), der Produktionsplanung, dem MES und CRM sowie der Angebotsmanagement-Software offen zu halten. Zweitens sollten Unternehmen Offline-CAM-Software für ihre Fertigungsmaschinen in Verbindung mit Produktionsmanagement-Software verwenden. Das gilt vor allem für den Betrieb von Biegemaschinen, Laserschneidanlagen oder Stanzmaschinen. Diese unabhängigen Softwaremodule sollten in der Lage sein, sich zum Datenaustausch mit einer zentralen Datenbank zu verbinden. Blechbearbeitungsmaschinen, die mit Industrie-4.0-fähigen Steuerungen ausgestattet sind, können sich in der Regel mit einer derartigen Datenbank verbinden und nach Abschluss eines Auftrags echte Produktionsdaten liefern, mit denen zudem eine Nachkalkulation erstellt werden kann.
Wie ein integriertes System funktioniert
In einem solchen integrierten System würde der Arbeitsablauf dem folgenden Muster folgen:
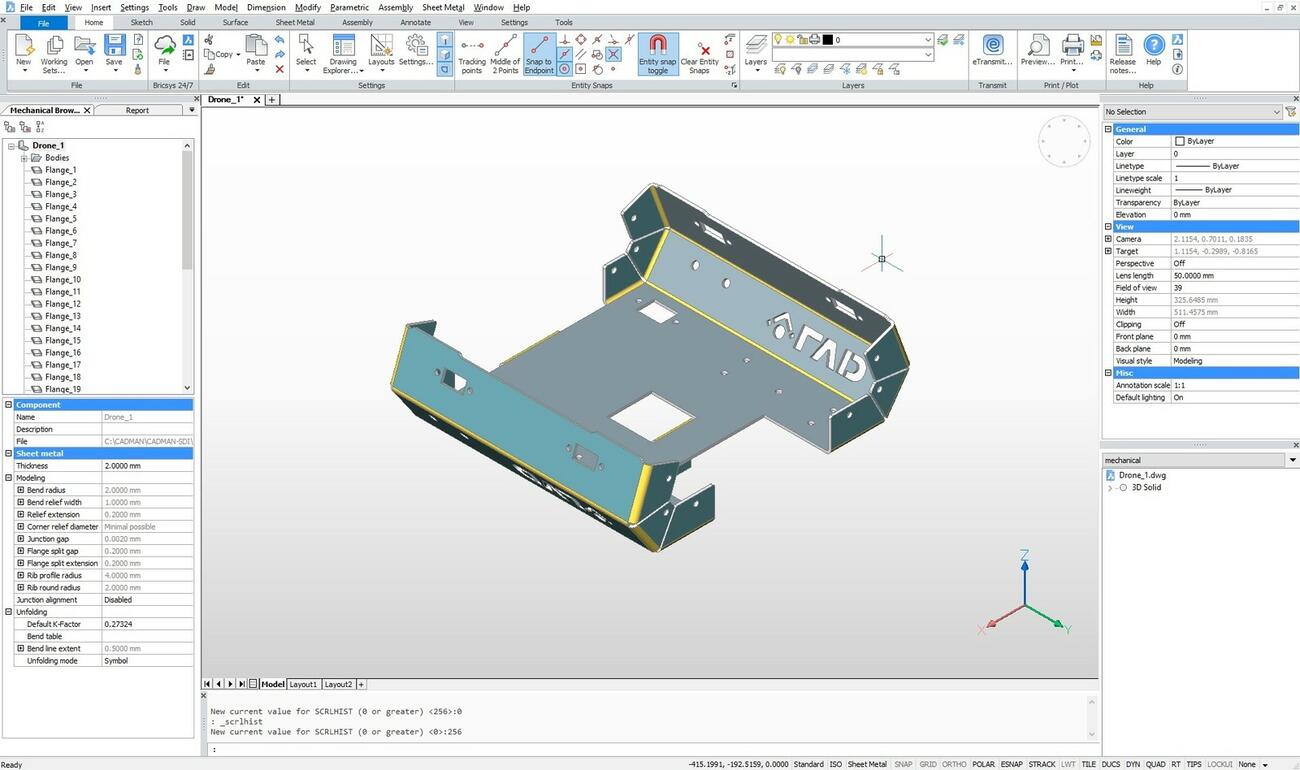
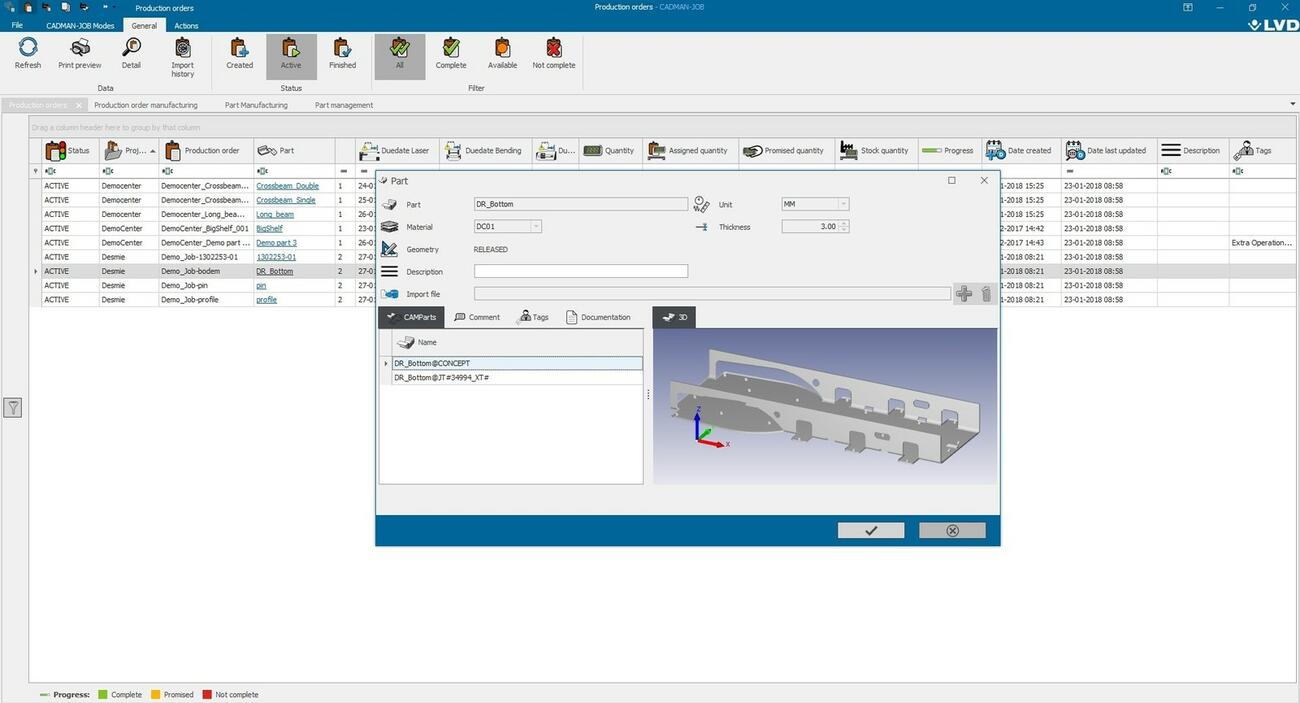
Es beginnt mit einer Anfrage oder einem Angebot, für das eine 3D-Zeichnung des Produkts vorliegt.
- Diese Zeichnungsdatei wird von einer Zeichnungsimport-Software geladen und importiert. Schon beim Import prüft dieses Softwaremodul, ob die CAD-Zeichnung korrekt ist. Sie speichert das OSM (Open Sheet Metal) in der Software-Datenbank und berechnet zudem die Kostentreiber auf Teileebene.
- Auf der Master-Business-Ebene kann die Angebotsverwaltungssoftware dann das Angebot mit den berechneten Werten aus der Zeichnungsimport-Software generieren. Es wird ein Angebot erstellt.
- Der nächste Schritt ist die Generierung des eigentlichen Auftrags. Der Auftrag wird im ERP-System erfasst, wo die Planung aller Vorgänge erfolgt. Bei Blechteilen werden dabei alle relevanten Informationen erfasst: Teil, Menge, Fälligkeit für 2D-Zuschnitte, Fälligkeit für 3D-Teile, Arbeitsgänge und gegebenenfalls Dokumentationen (Anweisungen, Zusatzinformationen und ähnliches) und an die Produktionssteuerungssoftware gesendet.
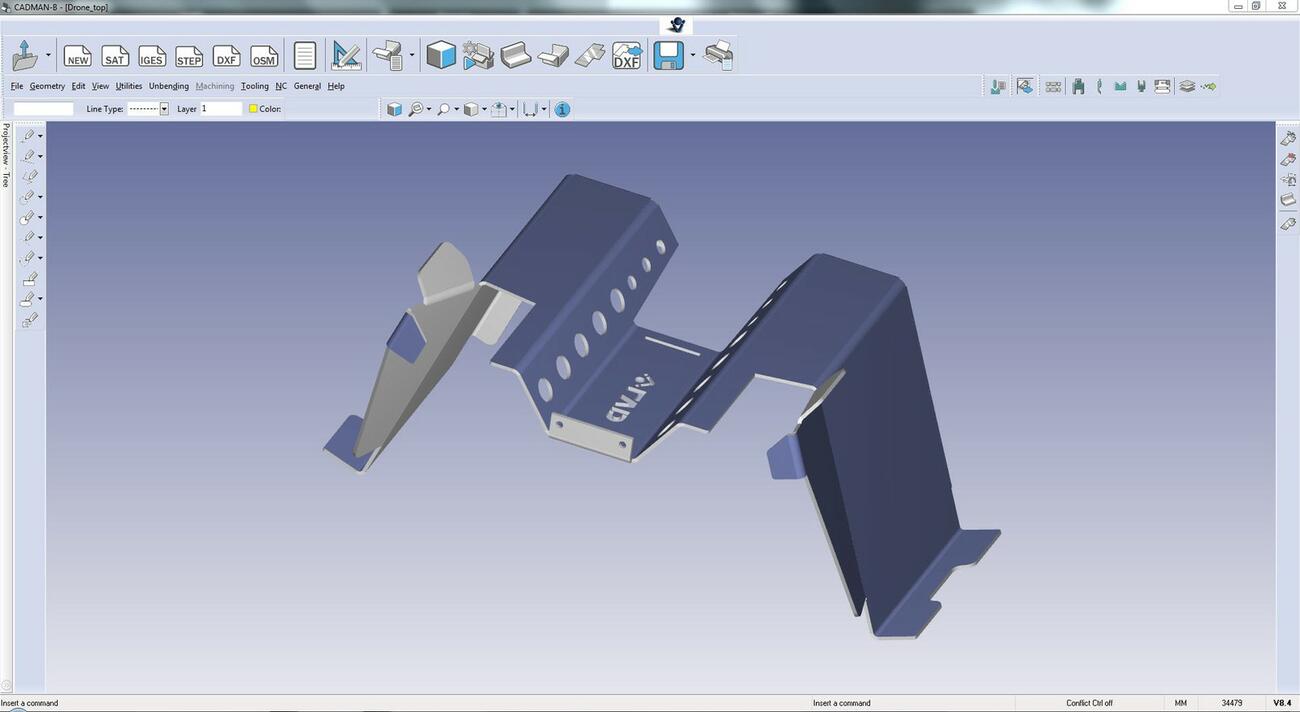
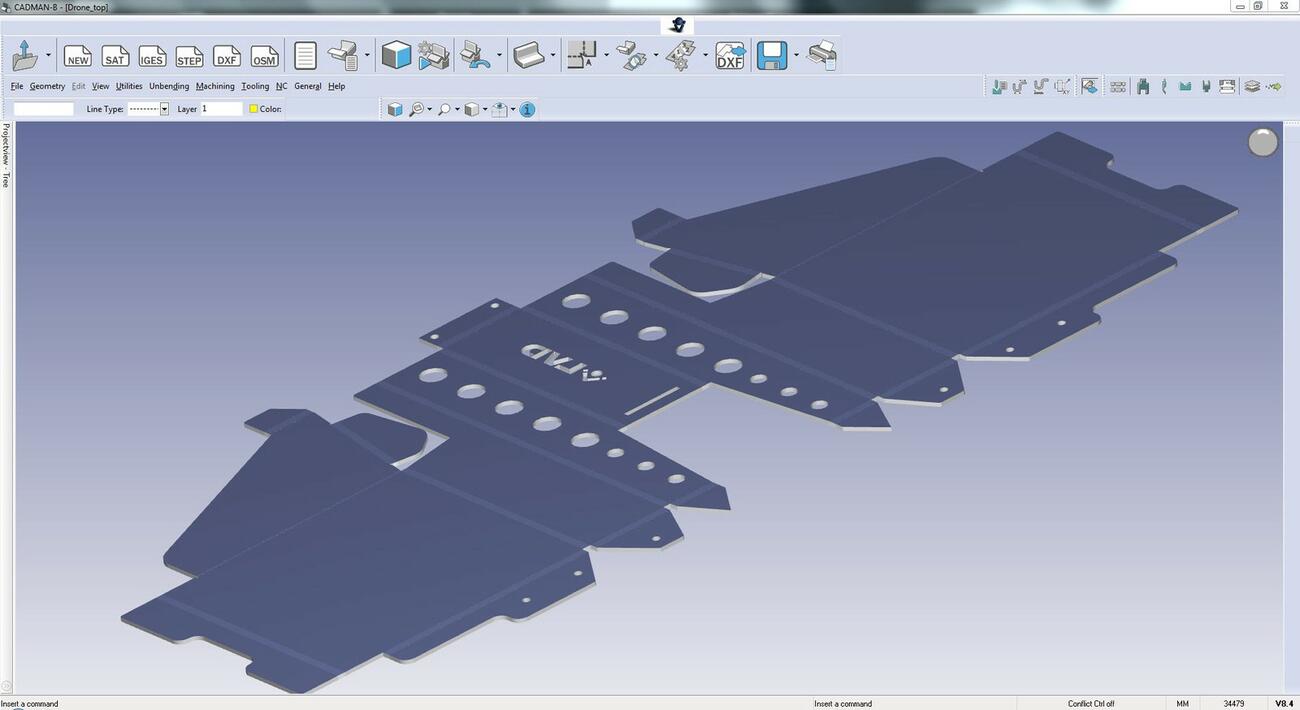
- Auf der Teileebene startet die Produktionssteuerungssoftware die Offline-Biege-Software, die im Watch-Modus auf dem Server läuft. Diese berechnet die korrekte Abwicklung des Teils. Dabei werden automatisch die korrekten Biegetoleranzen und Innenradien berücksichtigt, und zwar auf Basis der jeweils gewählten Maschine und den verfügbaren Werkzeugen. Die Software generiert damit die komplette Biegelösung inklusive der Werkzeugpositionen, Werkzeugstationen, Biegefolgen und dergleichen. Zum Schluß erzeugt sie die 2D-DXF-Datei mit allen Schnittkonturen. Da dies fast vollautomatisch geschieht, wird der größte Teil der CAM-Arbeit auf nahezu Null reduziert. So können sich die Bediener auf die Lösung komplexer Teile konzentrieren, für die die Software derzeit noch keine automatischen Lösungen berechnen kann.
- Kurz vor dem Fälligkeitsdatum für die 2D-Zuschnitte werden die Fertigungsaufträge innerhalb eines vorher festgelegten Zeitpuffers an die Schachtelungssoftware für beispielsweise das Laserschneiden, Stanzen, Wasserstrahlschneiden oder Plasmaschneiden gesendet. Dort wird das Schneidprogramm für die jeweilige Maschine errechnet.
Cleveres Schachteln spart Werkzeugwechsel
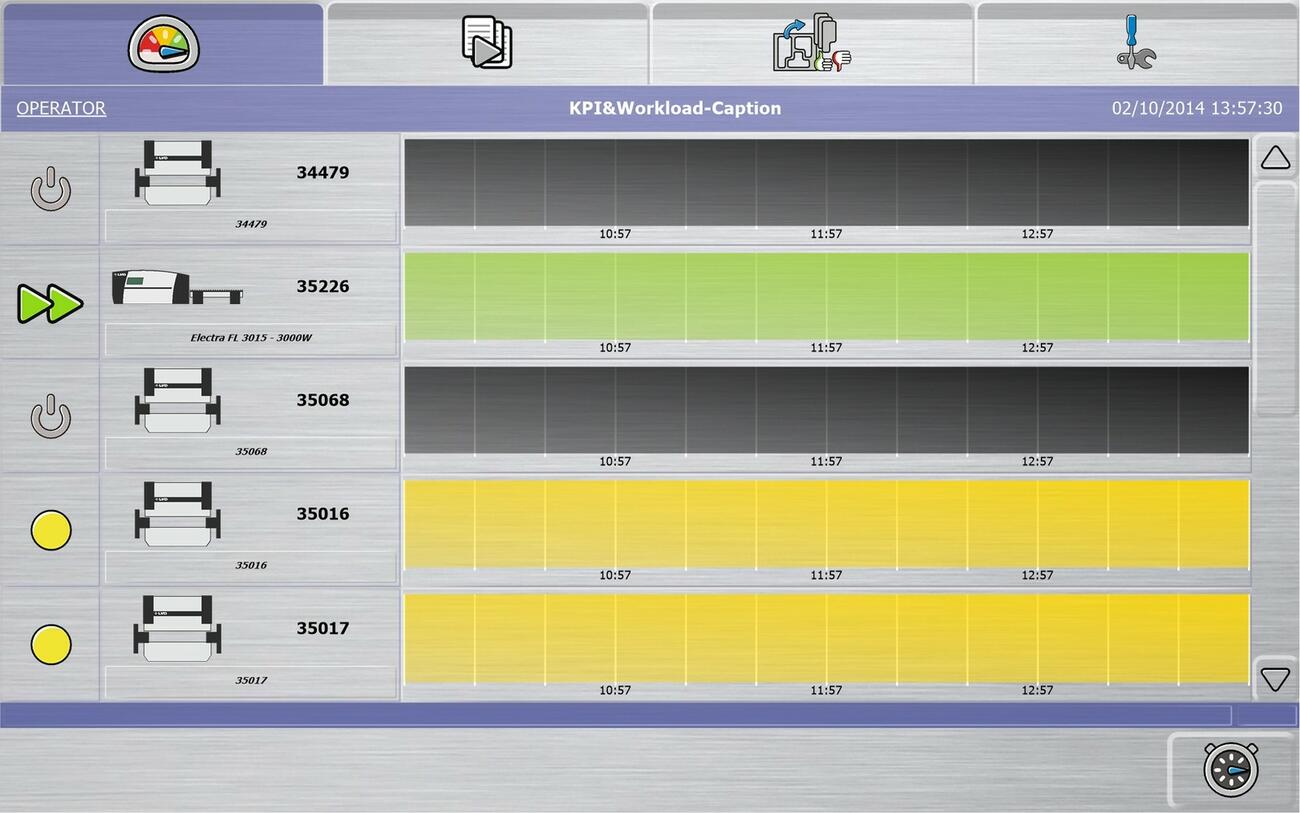
- In der Werkstatt erhält der Bediener auf seiner Steuerung die Auftragsliste mit den für die Beladung der Maschine relevanten Informationen (Material, Blechgröße und -dicke, Blechmenge im Auftrag und berechnete Schneidzeit). Der Bediener lädt die Bleche auf die Maschinen und startet den Schneidvorgang. Innerhalb einer Charge sind dabei die verschiedenen Aufträge von der Software zeitlich bereits so geschachtelt, dass möglichst wenig Werkzeugwechsel (Düse und/oder Linse) erforderlich sind.
- Sobald die Teile geschnitten sind, muss der Bediener wissen, wie die Teile „sortiert und validiert“ werden. Über ein Tablet werden ihm die dafür relevanten Informationen der in den Blechtafeln abgearbeiten Aufträge bereitgestellt. Zusätzlich erhält er Informationen über den nächsten Vorgang („sortieren“). Der Bediener bestätigt die Menge der auf der Palette verfügbaren Teile („validieren“), sodass gegebenenfalls Nachproduktion eingeleitet werden können. All diese Informationen sind in Echtzeit in der Offline-Programmiersoftware sichtbar.
- Zurück im Büro, sendet der Produktionsleiter diese Produktionsaufträge in einer Jobliste an die Steuerung der Abkantpresse, wo dem Bediener dann unmittelbar alle relevanten Informationen zur Ausführung des Auftrags bereitstehen. Auch hier werden alle gebündelten Aufträge, die an die Steuerung gesendet werden, so kombiniert, dass möglichst wenig Werkzeugwechsel erforderlich sind.
- Der Bediener beendet den Biegeauftrag durch Eingabe der Menge der produzierten Gut- und Nicht-Gut-3D-Teile („Validierung des 3D-Prozesses“).
- Die Produktionsdaten aller Maschinensteuerungen werden in der Software-Datenbank protokolliert und Detailinformationen werden an das ERP-System zurückgemeldet.
Bessere Lösungen
Die Optimierung des Produktionsablaufs hilft den Unternehmen auch, dem Fachkräftemangel entgegenzuwirken. Ein besserer Arbeitsablauf entlastet insgesamt die Bediener. Da die Software zudem alle Arbeitsschritte zur Herstellung eines Teils automatisch entwickelt, vereinfacht sie die Aufgaben und reduziert die Wahrscheinlichkeit von Fehlern. Hochqualifizierte Mitarbeiter können so für wertschöpfendere Tätigkeiten eingesetzt werden.
Das Ende des „schlafenden Geldes“
Dass dieses System funktioniert, zeigt die Anwendung bei Barbas Bellfires in Bladel (NL), einem führenden Kaminhersteller, der seinen Produktionsprozess - vom Auftrag bis zum fertigen Teil - mit einer Reihe von Softwaremodulen sowie Abkantpressen und Laserschneidmaschinen umgestaltet hat. Alle Maschinen und Softwaremodule sind mit einer zentralen Datenbank verbunden. Bei der Umstrukturierung wurden Industrie-4.0-Konzepte umgesetzt und die Prinzipien von QRM berücksichtigt. In dieser Fabrik werden aus 120 Basismodellen in mehr als 17.000 Kombinationen individuelle Designs erstellt, wobei jeder Kamin innerhalb von zwei Wochen lieferbar ist. Der Betrieb verfügt über 10 Prozent freie Kapazität für „Eilaufträge“, die die Lieferung des fertigen Kamins innerhalb von 48 Stunden erfordern.
Mit weniger Umlaufbestand (WIP) gibt es bei dem Unternehmen kein „schlafendes Geld“ mehr. Die intelligente Anwendung großer Datenmengen treibt den Prozessablauf in dieser High-Mix-low-Volume-Umgebung voran und organisiert die Wertschöpfungskette. Der Umsatz ist um 15 Prozent pro Jahr gestiegen. Die Durchlaufzeiten wurden von mehreren Wochen auf Tage reduziert, und es werden deutlich weniger Energie und Material verschwendet. Die Bediener fühlen sich in ihrem Job weniger belastet. Das Endergebnis sind hochwertige Kamine, die in kurzer Zeit produziert und zu einem wettbewerbsfähigen Preis angeboten werden.
Autor: Kurt Debbaut