Zur Fertigung lasergeschweißter Komponenten mit anspruchsvollen Schweißnähten hat sich die Ernst Klimmer GmbH für den Einsatz einer neuentwickelten, kleinen Shweißzelle von Conntronic entschieden. Neben der hohen Teilequalität, die der Automobilzulieferer mit der CT-Conni erreicht, zählt für ihn auch die einfache Programmierung zu den Vorteilen seiner neuen Investition.
Strukturbauteile erfordern schlanke Schweißnähte
Beim „Leichtermachen“ von Fahrzeugen spielen auch kleinere Strukturbauteile und Systemkomponenten wie etwa Abgasklappen eine Rolle. Konventionell werden Strukturteile oft gegossen. Deutlich Gewicht sparen lässt sich hier, wenn man sie stattdessen aus gestanzten Blechteilen zusammensetzt. Der Umstieg auf Blechteile kann je nach deren Geometrie bis zu 20 % Gewichtseinsparung pro Bauteil und entsprechend weniger CO2-Ausstoß bringen. Lasertechnologie ermöglicht schlanke Schweißnähte, aber für komplexe 3D-Nähte ist eine hochwertige, präzise Steuerung erforderlich.
Neuentwickelte Schweißzelle für verzinkte Bleche
Im Fahrzeugbau ist aus Korrosionsschutzgründen der Einsatz verzinkter Bleche die Regel. Wegen der verglichen mit Stahl (die Schmelztemperatur von reinem Eisen liegt bei 1.536 °C) niedrigen Zink-Verdampfungstemperatur von 906 °C setzt die Schweißwärme beim Zink einen vehementen Verdampfungsprozess in Gang, der durch extreme Schweißspritzer und Porenbildung in der Schweißnaht die Nahtqualität sehr in Mitleidenschaft zieht. Dazu entstehen beim Schweißen giftige Zinkoxiddämpfe. Um diese hohen Anforderungen effizient zu bedienen, hat sich die Ernst Klimmer GmbH, Spezialist für Stanz- und Umformtechnik, für den Einsatz der neuentwickelten Laserschweißzelle CT-Conni entschieden. Gefertigt werden damit lasergeschweißte Durchzüge für einen deutschen Autohersteller.
Abstimmung von Schweißprozess und Roboter
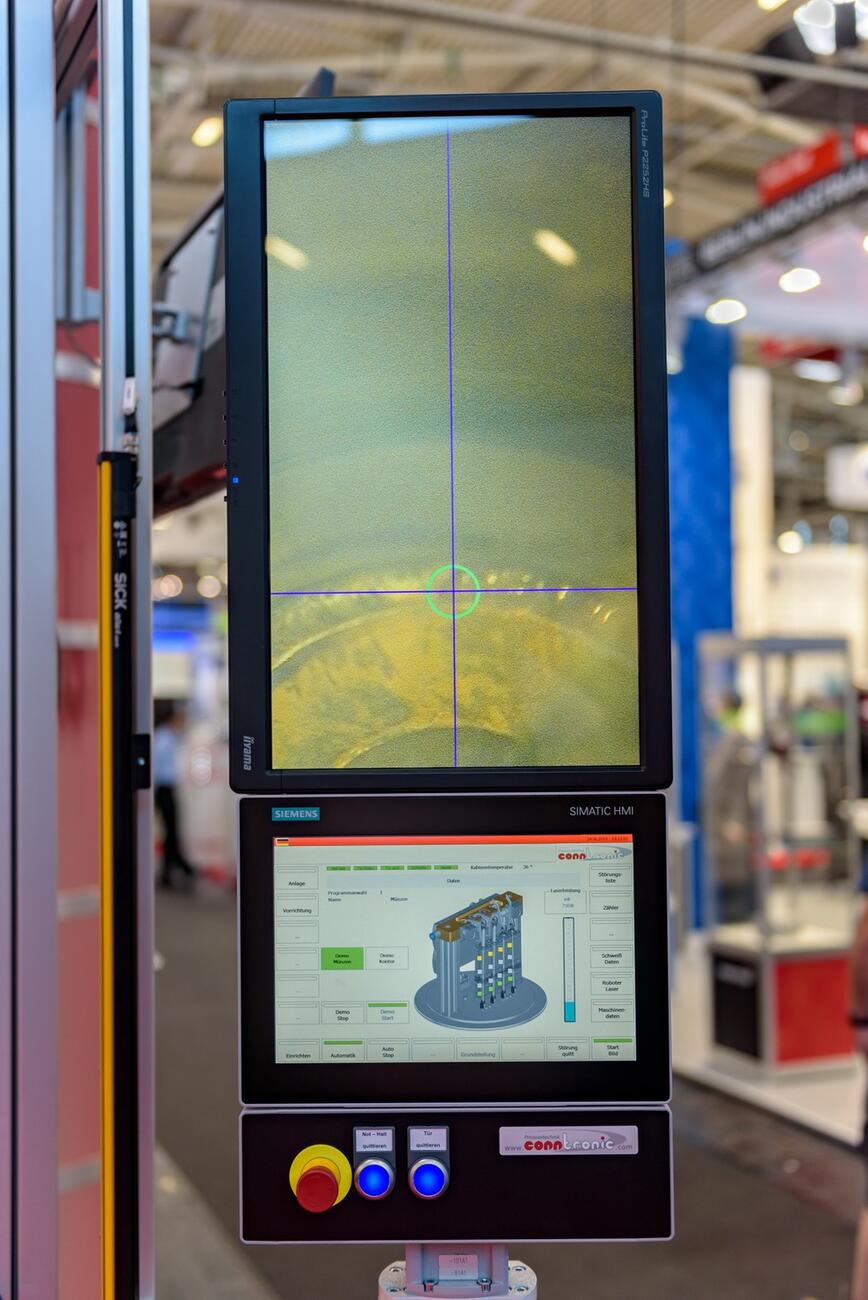
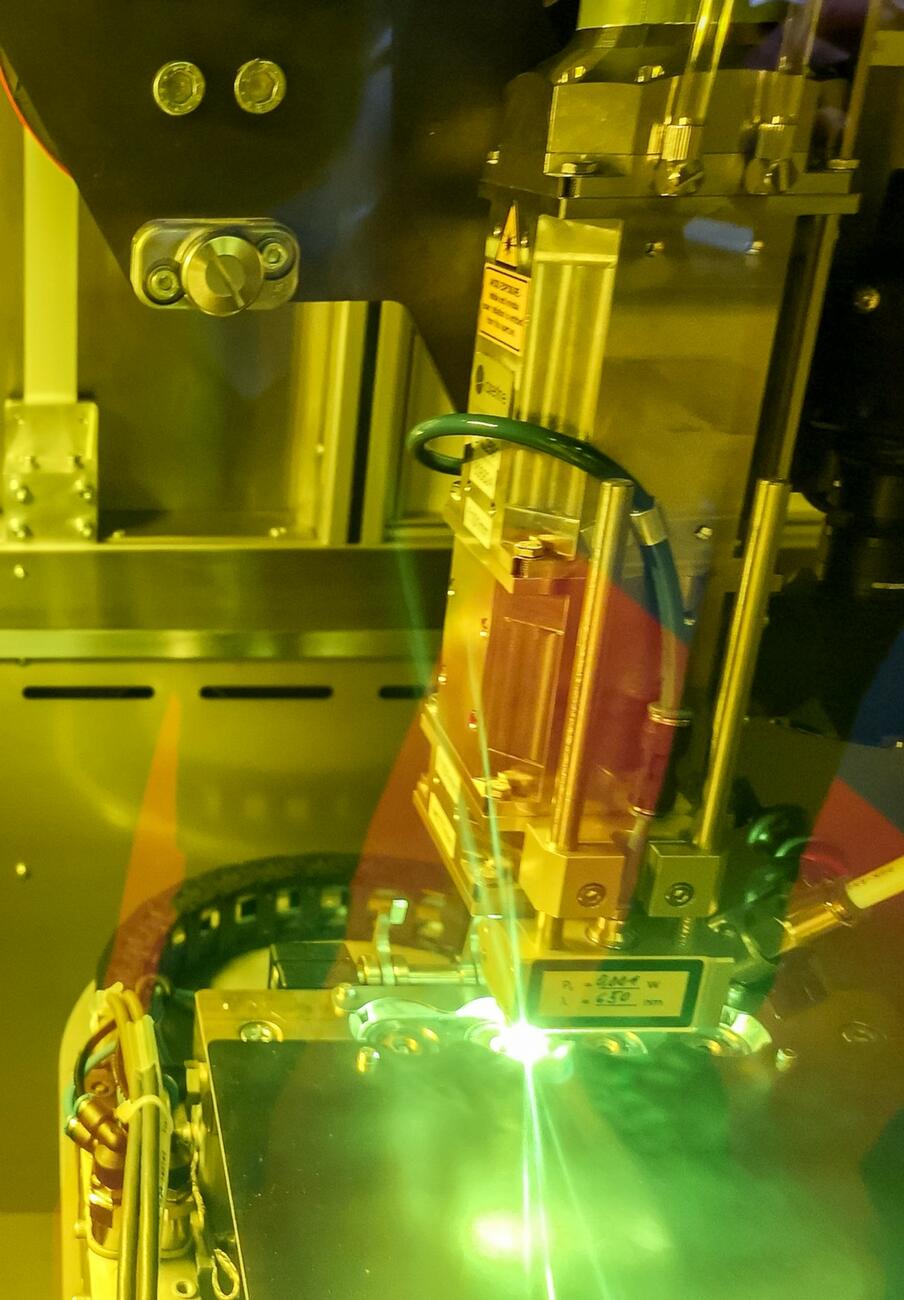
Da der Zinkoxiddampf und die Spritzer beim Schweißen entstehen, hat Conntronic als Generalunternehmer den Schweißprozess zusammen mit dem Laserhersteller Laserline optimiert. Eine spezielle Strahlformung sorgt nun für eine vergrößerte Anwärmzone mit einem Hochenergiespot im zentralen Bereich der eigentlichen Schweißzone. So erreicht man eine sehr gute Qualität der Schweißnaht, ohne viele Spritzer und Poren. Außerdem überwacht die neue Anlage online die Schweißqualität durch Auswerten des reflektierten Laserlichts. Somit können die Fügenähte der Bauteile während des Schweißens durchgehend auf ihre Qualität überprüft werden.
„Für die Zinkdämpfe verwenden wir eine Absauganlage mit Precoatiereinheit. Damit wird Kalk auf die Filterpatrone appliziert. Die Zinkdämpfe verbinden sich mit dem Kalk und können vom Filter bei der Abreinigung einfach abgeworfen werden, ohne diesen zu verkleben. Die Standzeit der Filterpatrone steigt dadurch deutlich“, berichtet Siegfried Wonka, Vertriebsleiter bei Conntronic.
Herausforderungen bei kleinen Teilen
Die Herstellung von komplexen Kleinteilen stellt hohe Anforderungen an die Genauigkeit der Laseranlage und deren Steuerung. Je nach den Anforderungen reicht der Nahtverlauf eines Werkstücks von einfachen Längs- bis zu komplexen 3D-Nähten. Das erfordert einerseits eine hohe Präzision der Bahngenauigkeit, andererseits verlangen Unternehmen trotz komplexer Schweißbahnen eine einfache Programmierung.
„Laserschweißanlagen, die auf Linearachsen basieren, haben eine hochpräzise NC-Steuerung und benötigen ein speziell geschultes Personal, zum Teil Offline-Programmierplätze und Postprozessoren, um die Programme wieder in die Laseranlage importieren zu können. Das Bedien- und Programmierkonzept ist komplex. Eine Robotersteuerung mit einem konventionellen Roboterbediengerät ist kostengünstiger und bedienerfreundlich. Wir haben es geschafft, beides zu kombinieren“, freut sich Siegfried Wonka.
So gelingen auch komplexe Schweißnähte
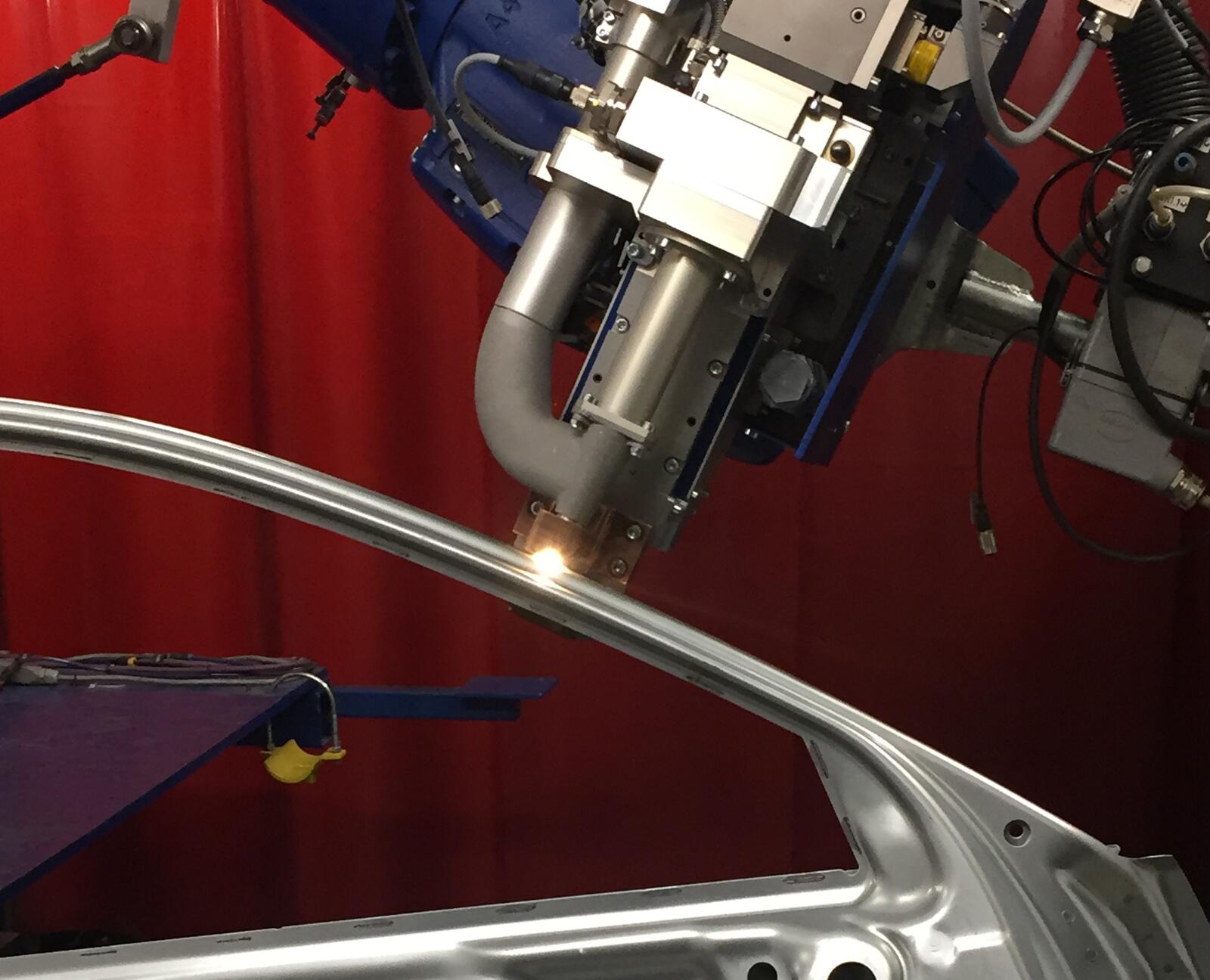
- Dank der Entwicklung (gemeinsam mit dem Unternehmen Kuka) kann Conntronic nun auf eine Standard-Robotersteuerung zurückgreifen – mit dem Vorteil eines hohen Bekanntheitsgrades für den Nutzer und einen weltweites Servicenetz.
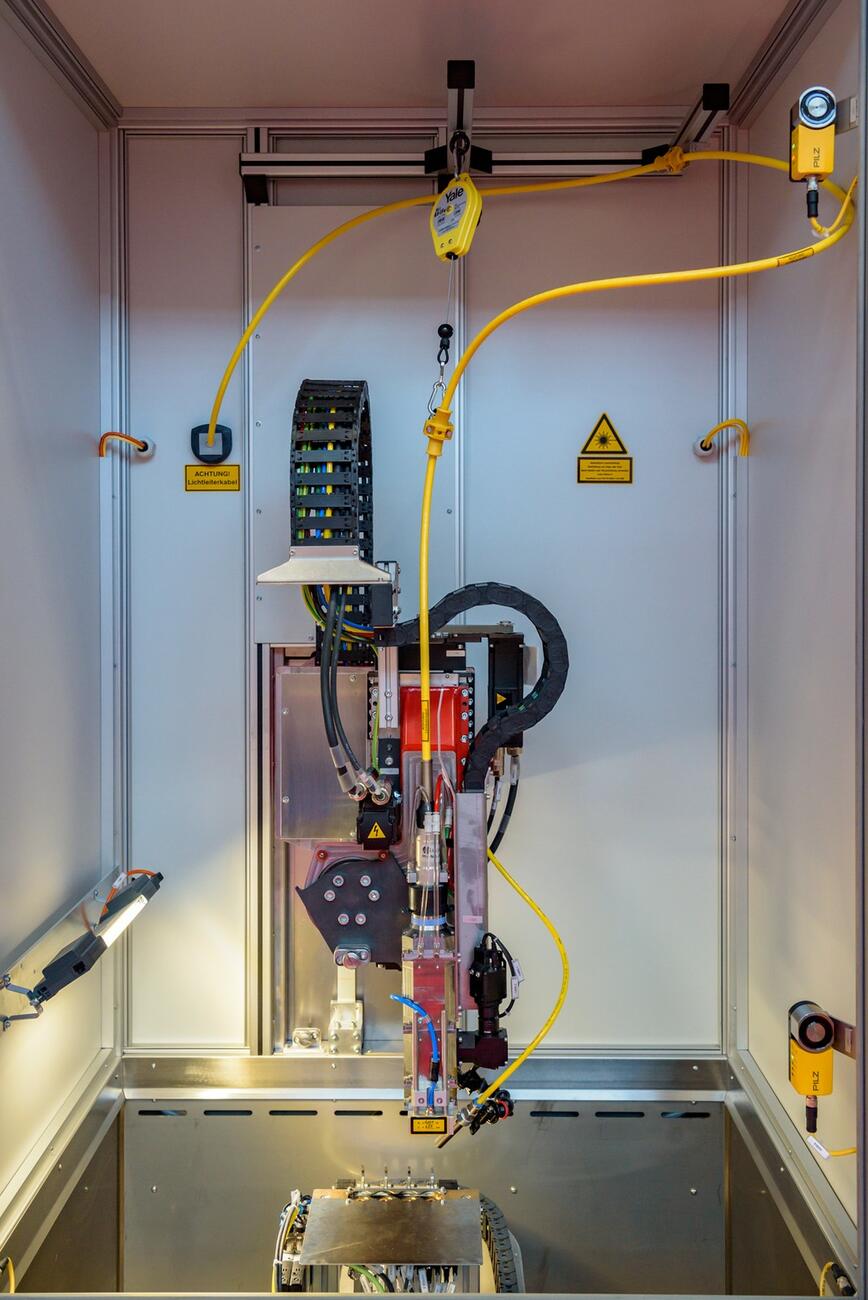
- Um die komplexen Schweißbahnen abfahren zu können, verfügt die neue Schweißzelle über fünf Prozessachsen und zwei optionale Achsen für die Laserschutzhaube.
- Die Robotersteuerung erlaubt eine einfache Programmierung durch konventionelles Teach-in und KRL (Kuka Robot Language), somit ersetzen Roboterprogrammierer CNC-Programmierer.
- Je nach Anforderung und Kundenwunsch kann die CT-Conni mit ein bis fünf Prozessachsen aufgebaut werden.

Modulares Konzept für flexible Anpassungen
- Beim Schweißen lassen sich bei der CT-Conni die X- und Z-Achse linear um 200 mm sowie die Y-Achse um 550 mm verfahren. Bei der rotatorischen C-Achse ist der Winkel abhängig vom Fokus des Laserkopfs. Die rotatorische E1-Achse kann dabei endlos drehen.
- Die Achsen verfügen über eine maximale Beschleunigung von 10 m/s2 und eine maximale Geschwindigkeit von bis zu 30 m/min. Das gestattet höchste Flexibilität bei der Prozessgestaltung und kurze Taktzeiten.
- Es lassen sich alle marktgängigen Laser und Laserköpfe – auch Scanner – integrieren, sodass auch hier alle Kundenspezifikationen erfüllt werden können.
- Die Laserzelle selbst ist flexibel: Bauteile können manuell oder automatisiert eingelegt werden. Der Zugang zum Einlegen der Bauteile in die Vorrichtung ist ergonomisch optimiert. Da sich Haube und Schweißkopf wegfahren lassen, hat der Bediener die volle Kopf- und Sichtfreiheit auf das Bauteil.
- Hub und Freifahren lassen sich je nach Bedarf frei programmieren. Optional können Spannprogramme über eine integrierte SPS erstellt werden.
- In der Verkettung durch ein Werkstückträgersystem können weitere Prozesse, zum Beispiel Dichtheitsprüf- und Laserbeschriftungsstationen oder andere Applikationen, mit der neuen Laserschweißzelle kombiniert werden.
Weitere Vorteile der CT-Conni
Handlingroboter und die CT-Conni sprechen die gleiche Sprache. Die kleine Laserschweißzelle ist sehr variabel im Ausbau, da auf einer Grundplatte neben der Kinematik unter anderem auch die Anlagen- und Robotersteuerung sowie die Absaugvorrichtung untergebracht sind. Muss die Zelle produktionsbedingt verlagert werden, kann man sie schnell und einfach versetzen. Weiterhin bietet der modulare Aufbau der Laserzelle dem Kunden einen großen Gestaltungsspielraum. So lässt sich die vordere Tür um eine automatische Hubtür erweitern. Dies führt zu kürzeren Zykluszeiten in der manuellen Beladung. Eine optimierte Roboterzugängigkeit realisiert man mit einem verfahrbaren Laserschutz.
Kundenindividuelle Laserschweißlösung
Über einen Modul-Baukasten, passend für die jeweilige Anwendung, erreicht der Kunde somit schnell und kosteneffizient seine optimale Produktionsmaschine. Außerdem kann er nicht nur frei unter den marktgängigen Lasern wählen, auch bei der Schweißoptik sind die Komponenten nicht festgelegt. Zudem ist der Grundaufbau mit fünf Prozessachsen keine Norm. Der Kunde kann frei entscheiden, wie viele Achsen er benötigt oder wünscht. Das erlaubt eine große Variabilität im Einsatz, zumal der Kunde manuell oder automatisiert bestücken kann. Mit 2.300 mm Tiefe, 1.300 mm Breite und 3.000 mm Höhe benötigt die CT-Conni eine relativ geringe Stellfläche. Das erlaubt es, sie auch nachträglich in bestehende Produktionslinien zu integrieren.
[embed]https://youtu.be/3QeoCeXMQvQ[/embed]Dank des Modulbaukastens kann der Kunde gemeinsam mit den Vertriebsspezialisten von Conntronic seine optimale Anlagenlösung passend konfigurieren. Und er kann sich sicher sein, dass sich die Laserzelle – falls sich die Gegebenheiten in seiner Produktion ändern – ohne großen Aufwand an die neuen Anforderungen anpassen lässt.
Typische Anwendung für Teile der E-Mobilität
Die Schweißzelle bietet optimale Bedingungen für die Herstellung komplexer, kleiner Bauteile mit komplizierten Schweißnahtverläufen. Das ist nicht nur für Komponenten im Automobilbau ein Thema, sondern über viele Branchen hinweg. Der modulare Baukasten ist erweiterbar, sodass auch größere Maschinen gebaut werden können. Die Bearbeitung von Bauteilen von maximal 400 mm Durchmesser und 600 mm Höhe bei einem Gewicht von bis zu 500 kg ermöglicht die CT-Conni 500, die große Schwester der kompakten CT-Conni.
„Ein typischer Einsatzbereich für diese Laserschweißanlage sind Elemente der E-Mobilität, wie Hairpins, Kupferverbindungen und Motorenelemente“, berichtet Siegfried Wonka. Robert Weigel, Leiter der Technischen Planung bei Ernst Klimmer GmbH: „Wir sind in der Fertigung auf eine hohe Präzision der Bahnführung des Lasers zusammen mit der kontinuierlichen Qualitätsüberwachung angewiesen. Die einfache Programmierung der CT-Conni hat uns bei der Kaufentscheidung überzeugt. Dazu ist es für uns ein wichtiges Kriterium, dass sich die Laserzelle dank modularer Bauweise flexibel an unsere aktuellen Produktionsanforderungen anpassen lässt. In der Zusammenarbeit mit Conntronic genießen wir sowohl die räumliche Nähe als auch projektübergreifend den persönlichen und direkten Kontakt. Die kurzen Entscheidungswege bieten uns die nötige Flexibilität, welche wir für unseren dynamischen Markt benötigen.“
Barbara Stumpp