Die beim Schneiden, Lasern oder Stanzen von Blech entstehenden Grate müssen entfernt, inbesondere entgratet und verrundet, werden. Oft sind zusätzlich auch noch die Oberflächen zu schleifen oder zu strukturieren. Zunehmend verlangen die Kunden darüber hinaus das definierte Verrunden der Kanten. Welche Erfahrungen hat ein mittelständischer Blechverarbeiter mit einer Kombianlage gemacht, die sich flexibel für die Erledigung solcher Aufgabenstellungen bei unterschiedlichen Werkstoffen einsetzen lässt?
„Als mittelständischer Blechverarbeiter setzen wir besonders auf technisch herausfordernde Aufgabenstellungen für anspruchsvolle Kunden“, sagt Guido Dubler, Geschäftsführer der Borschberg + Käser AG in Wettswil in der Schweiz. Statt nur Blechteile nach Zeichnung zu schneiden, zu stanzen und zu biegen, verlege man sich mehr und mehr auf die Herstellung von Baugruppen oder einsatzfertigen Modulen und Gehäusen für Schaltschränke, Maschinen, Fahrzeugaufbauten und dergleichen. Dabei übernehme man Gesamtverantwortung für alle zur Komplettlieferung erforderlichen Teile der Prozesskette und erspare dem Kunden in erheblichem Umfang interne Aufwendungen. Im Rahmen partnerschaftlicher Produktentwicklung bringe man die eigene Prozesskompetenz ins Produktdesign ein, was erhebliche Einsparungen bei Aufwand und Kosten ermögliche. Die eigene Kernkompetenz im Bereich der Blechverarbeitung werde laufend durch Modernisierung des Maschinenparks sowie Weiterqualifizierung der Mitarbeiter gestärkt, während man sich in Randbereichen wie zum Beispiel der Oberflächenbeschichtung auf ein Netzwerk ortsnaher, flexibler und langjährig bewährter Zulieferer stützen könne.
Zum Leistungsportfolio gehören auch Vorratshaltung, Verpackung sowie weitergehende Logistikdienstleistungen. Diese Strategie habe sich sehr gut bewährt. Der Kundenkreis umfasst zahlreiche führende Unternehmen unter anderem aus dem Maschinenbau, der Elektro- und der Eisenbahntechnik, dem Apparatebau sowie der Verkehrstechnik.
Steigende Anforderungen an die Blechteilequalität
„Naturgemäß stellen solche Kunden hohe Anforderungen an die Qualität der bezogenen Produkte“, ergänzt Guido Dubler. Dies betreffe nicht nur die Präzision und die Maßhaltigkeit der Blechteile, sondern auch die Optik und Haptik der Teile und der daraus hergestellten Baugruppen. Dabei stehe insbesondere die Oberflächenqualität im Vordergrund. Neben Freiheit von Kratzern und sonstigen Oberflächenfehlern würden häufig auch einwandfreie Beschichtbarkeit oder spezielle Oberflächenstrukturen vom Hochglanz bis zu gleichmäßiger Seidenmattierung oder Strukturierung gefordert. Hinzu kommt noch der Arbeitsschutz. Damit rücken für ihn als Blechbearbeiter die zur Nachbehandlung nach dem Zuschneiden beziehungsweise Stanzen eingesetzten Technologien in den Vordergrund.
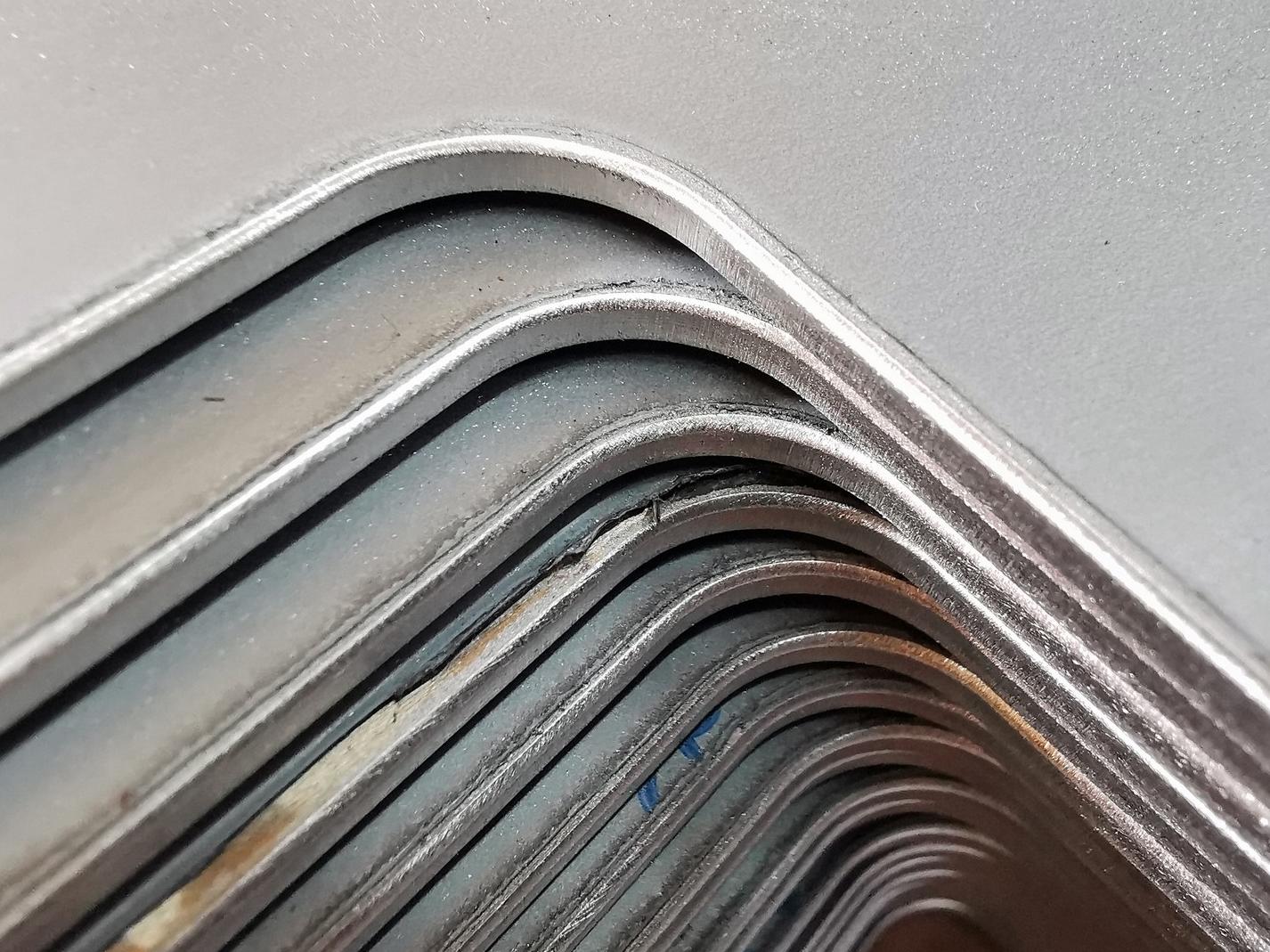
„Früher gab es bei Blechteilen im Wesentlichen die Forderung nach Gratfreiheit der Schnittkanten“ erinnert sich Guido Dubler. Damit sollen vor allem Beschädigungen der Oberfläche beim Stapeln, Passungsfehler beim Zusammensetzen oder Schnittverletzungen beim Hantieren unterbunden werden. Die sonstigen Kanteneigenschaften spielten meist keine Rolle. Die Kantenbearbeitung fand daher – wenn überhaupt – oft nur auf der Blechunterseite statt. Beim Innenbereich von Gehäusen oder Schaltschränken wurde in manchen Fällen selbst darauf verzichtet. Dies hat sich heute geändert. So fordern die Kunden zunehmend beidseitig nicht nur gratfreie, sondern auch „handfreundlich“ gerundete Kanten, und das auch im Inneren von Gehäusen. Inzwischen gibt es Vorgaben, die sogar Maße für die beidseitige Verrundung der Kanten vorgeben. Mit Blick auf bestimmte Beschichtungsverfahren wird für Kanten zudem Freiheit von Oxiden gefordert, da sich die Zinkschicht an der Kante sonst unter Umständen nicht gleichmäßig ausbildet. Die Blechkante wird damit mehr und mehr zum definierten Qualitätsmerkmal.
Anforderungen an die Blechkanten sind in den letzten jahren gestiegen
„Entsprechend sorgfältig gingen wir an die Sache heran, als bei uns im Laufe des Jahres 2018 die Beschaffung eines Nachfolgesystems für unsere in die Jahre gekommene Oberflächenschleifanlage anstand“ verrät Guido Dubler. Hierfür bildete er zusammen mit George Ulrich, dem Leiter Produktion und Logistik, sowie einem weiteren leitenden Mitarbeiter eine Arbeitsgruppe, um zunächst die eigenen Anforderungen zu definieren und hierauf gestützt dann die am Markt verfügbaren Technologien auf ihre Eignung zu prüfen.
Im Vordergrund stand hierbei einerseits eine größtmögliche Flexibilität für den Einsatz mit den Werkstoffen Stahl (Schwarzmaterial), Edelstahl sowie Aluminium in verschiedensten Materialdicken. Auch sollten die Kundenanforderungen bezüglich definiert gerundeter Kanten prozesssicher erfüllt werden können. Auf der anderen Seite ging es darum, dass das neue System unkompliziert durch angelerntes Personal bedienbar und auch schnell und sicher umrüstbar sein musste.
Letztlich sollte die zu beschaffende Anlage folgende Aufgaben einzeln oder in Kombination erfüllen können:
- Schleifen der Oberfläche mit weitgehender Entfernung von Spänen und Graten,
- definierte Verrundung von Kanten und
- abschließende Strukturierung der Oberfläche durch Aufbringen eines Bürsteneffekts.
- Oberste Priorität war die Eignung zur definierten Verrundung
„Mit diesen Kriterien begannen wir uns dann auf dem Markt umzusehen, wobei wir die Angebote von insgesamt sechs Herstellern prüften“, sagt Guido Dubler. Wichtigstes Kriterium mit Priorität Eins war hierbei die Eignung zur definierten Verrundung von Kanten, gefolgt vom Punkt Flexibilität, vor allem mit Blick auf die schnelle und einfache Umrüstung beim Wechsel zwischen den Werkstoffen Stahl, Edelstahl und Aluminium.
Diese erfordern den Einsatz jeweils spezifischer Schleifmittel sowie eine gründliche Reinigung der Anlage beim Wechsel. Besonderes Augenmerk galt darüber hinaus der Frage, ob diese nass oder trocken arbeitete. Dies ist deshalb von Bedeutung, weil von Aluminiumstaub im trockenen Zustand ein erhebliches Explosionsrisiko ausgeht. Wird jedoch bereits in der Anlage nass geschliffen, so ergeben sich Probleme mit der Entfernung des Schleifstaubs aus dem System sowie die Notwendigkeit, die Teile anschließend zu trocknen. Auch besteht die Gefahr einer Fleckenbildung. Weitere Kriterien waren die Bearbeitungszeit sowie die Gefahr einer zu großen Erwärmung der Teile.
Ergänzend zum Studium von Herstellerunterlagen wurden auch Kollegenbetriebe besucht, die mit den entsprechenden Anlagen arbeiteten, sowie bei den Herstellern Testbearbeitungen mit einer Auswahl geeigneter Musterteile durchgeführt. Von den beiden danach noch übrigen Anbietern bekam dann Timesavers den Zuschlag, weil deren Konzept am deutlichsten überzeugte.
Entscheidung für eine Rotationsbürstenmaschine
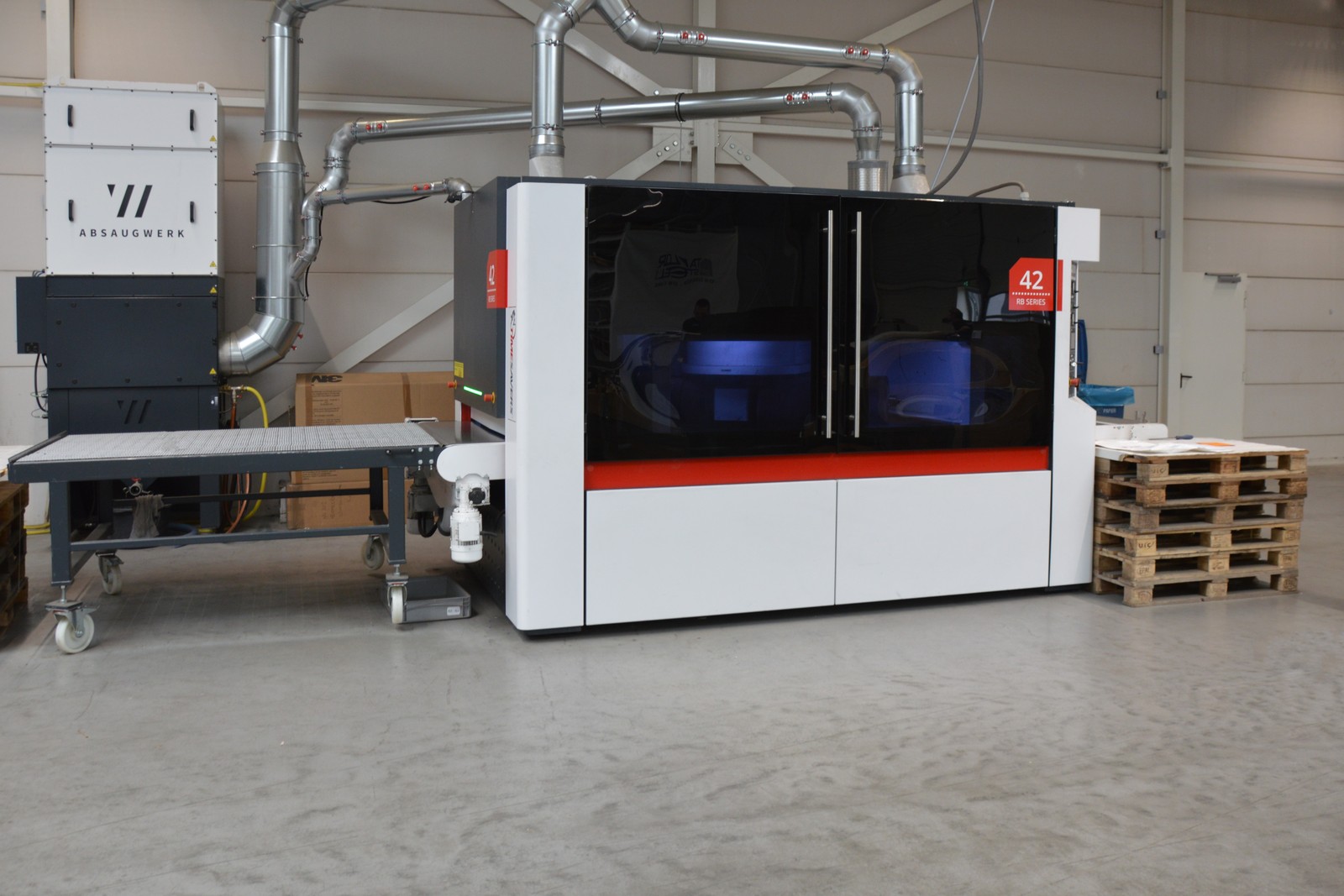
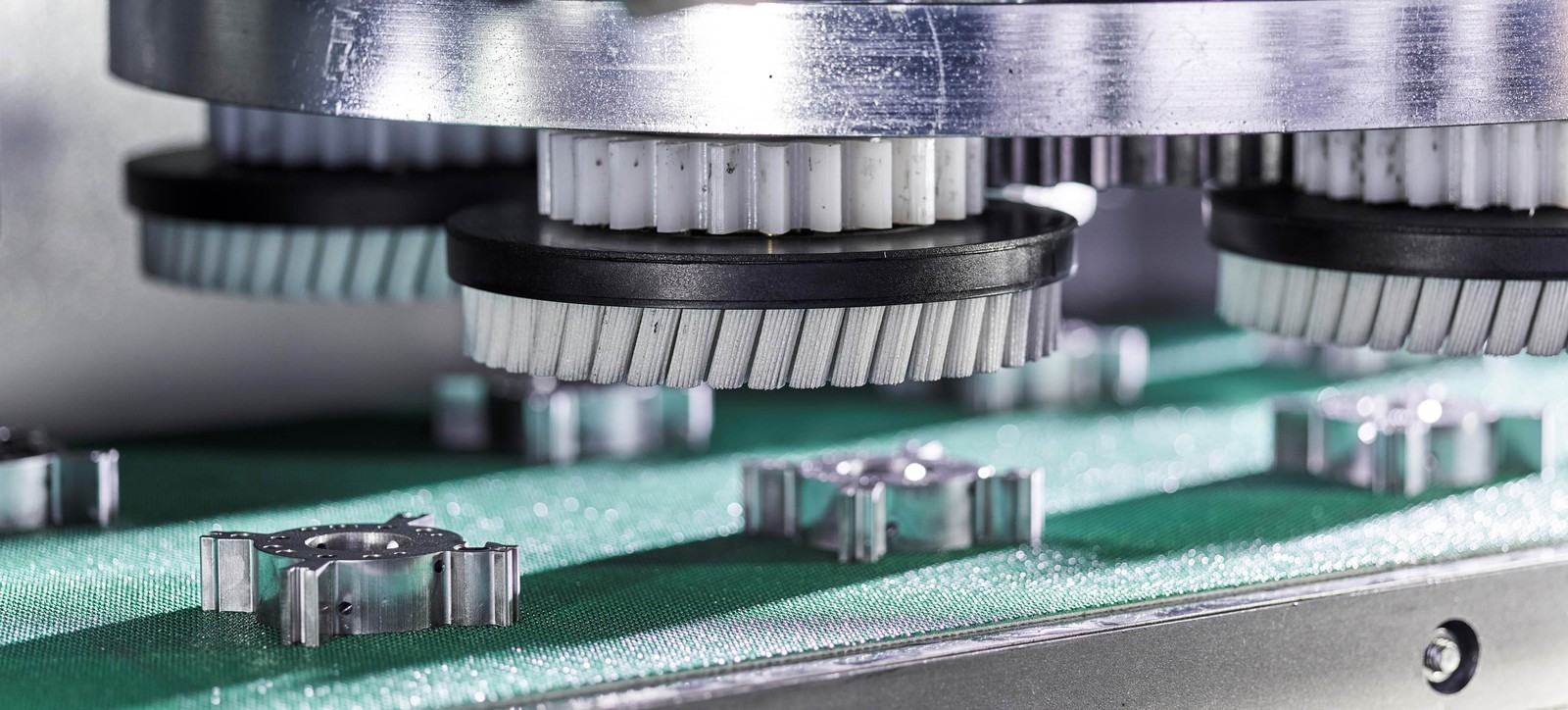
„Die Anlage von Timersavers enthält drei separate Einheiten für jeweils spezifische Aufgaben“, erläutert Guido Dubler. Vorne befindet sich ein breites Schleifband, mit dessen Hilfe die Oberfläche geschliffen wird, um Grate sowie Beläge zu entfernen. Darauf folgt eine rotierende Bürsteneinheit mit insgesamt acht ebenfalls rotierenden Rollen, die mit Schleifpapierlamellen bestückt sind. Diese erledigen das Verrunden der Kanten. Eine weitere Schleifbandeinheit kann mit einem Vlies bespannt werden, um eine strukturierte und seidenmatte Oberfläche zu erzeugen. Den Ausschlag gab das durchdachte Konzept, das einen schnellen Werkzeugwechsel ermöglicht und zugleich die Gefahr von Verwechslungen minimiert.
Auch die sonstigen Merkmale kamen den Wünschen von Borschberg + Käser entgegen. So arbeitet die Anlage trocken, wobei der Staub kontinuierlich abgesaugt und in einem separaten Nassabscheider unschädlich gemacht wird. Zur Einstellung der Betriebsparameter genügen wenige Potentiometer. Die Bedienung erfordert lediglich einen Mitarbeiter. Dank Kamera und Bildschirm sieht dieser schon beim Auflegen der Teile, was im Auslaufbereich los ist, und kann so seine Zeit sinnvoll zwischen Be- und Entladung einteilen.
Erste positive Erfahrungen
Das System ist seit Januar 2019 in Betrieb und bringt nach Auskunft von Guido Dubler genau die Resultate, die er sich davon erhofft hatte. In den seither mehr als 1.000 Betriebsstunden (bei einschichtigem Betrieb) gab es nur am Anfang einen kurzen Serviceeinsatz, weil ein Parameter verstellt werden musste. Auch mit der Reaktionszeit der Serviceabteilung, die in der Schweiz mit drei Mitarbeitern präsent ist, sei er zufrieden. „Aufgrund der inzwischen gemachten Erfahrungen kann ich sagen, dass wir uns auch heute definitiv wieder für das Timesavers-System entscheiden würden“, bilanziert Guido Dubler.