Das Laserschneiden von Blechen wird seit einigen Jahren von Faserlasern dominiert. Besonders CW-Faserlaser im Leistungsbereich von 2 bis 4 kW zählen zu den Arbeitspferden vieler Fertigungsbetriebe. Viele Faserlasersysteme sind jedoch aufgrund eines festen Strahldurchmessers zum Schneiden eines nur begrenzten Bereichs von Metalldicken ausgelegt. So liefert ein schmal fokussierter Laserstrahl bei dünnem Material höchste Schneidgeschwindigkeiten, erreicht aber bei dickeren Bauteilen nur eine eingeschränkte Kantenqualität. Ein größerer Strahldurchmesser wiederum verbessert die Kantenqualität bei dickerem Material, führt jedoch zu Geschwindigkeitsverlusten bei dünneren Blechen. Bisherige Ansätze, die Strahlqualität einer Faserlasers anzupassen, erfordern oft zusätzliche Maßnahmen und sind nur bedingt für den industriellen Einsatz geeignet. So wird unter anderem mit einem Wechseln der Fokussierlinse im Schneidkopf gearbeitet oder es werden motorisierte, freie Optiken zum Einstellen des Strahldurchmessers eingesetzt. Beispiele sind Zoom-Schneidköpfe, Faser-zu-Faser- oder Free-Space-zu-Faser-Koppler, die das Einkopplungsverhalten in die Faser beeinflussen, oder Faser-zu-Faser-Schalter mit zwei bis vier Ausgängen, die mit unabhängigen Prozessfasern gekoppelt sind.
Durchbruch in der Faserlaser-Technologie
Die bisher fehlende Veränderungsmöglichkeit des Laserstrahldurchmessers von Faserlaserquellen zwingt Systemintegratoren und Fertigungsbetriebe daher zur Wahl zwischen Flexibilität im Auftragsmix, Anlagenperformance und -genauigkeit.
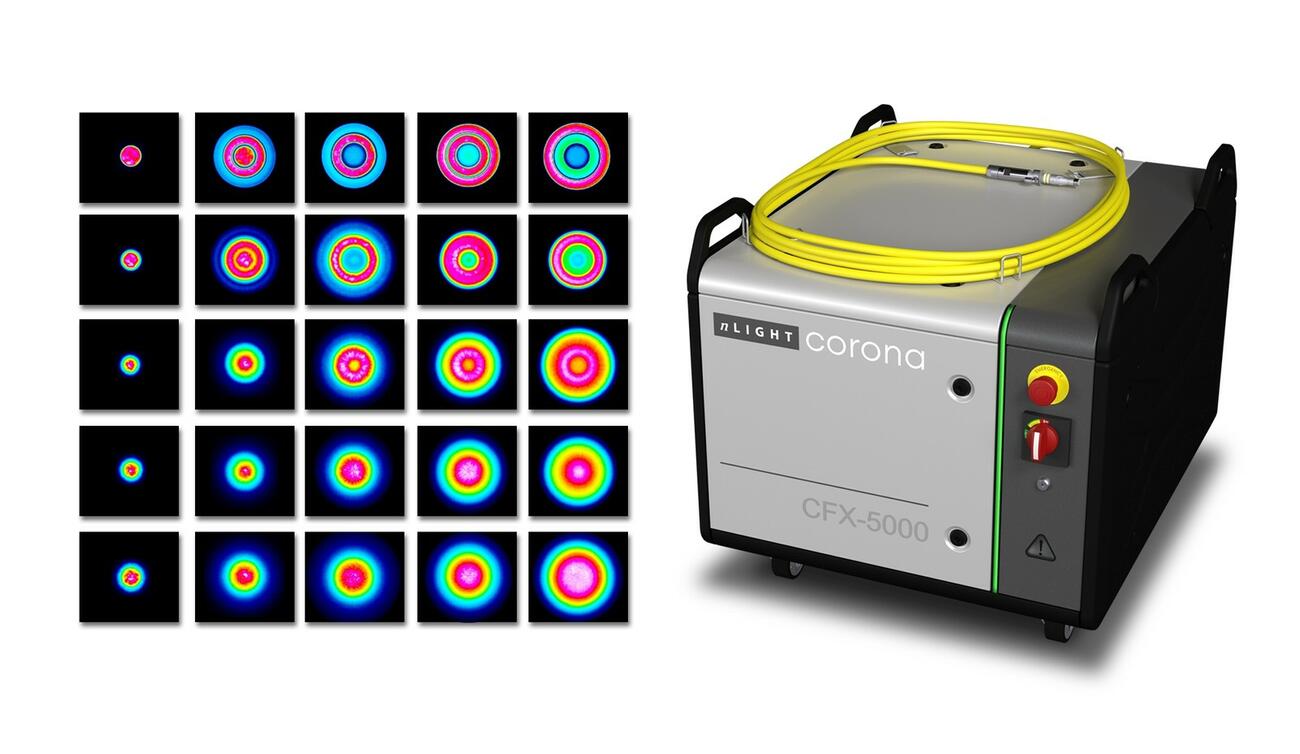
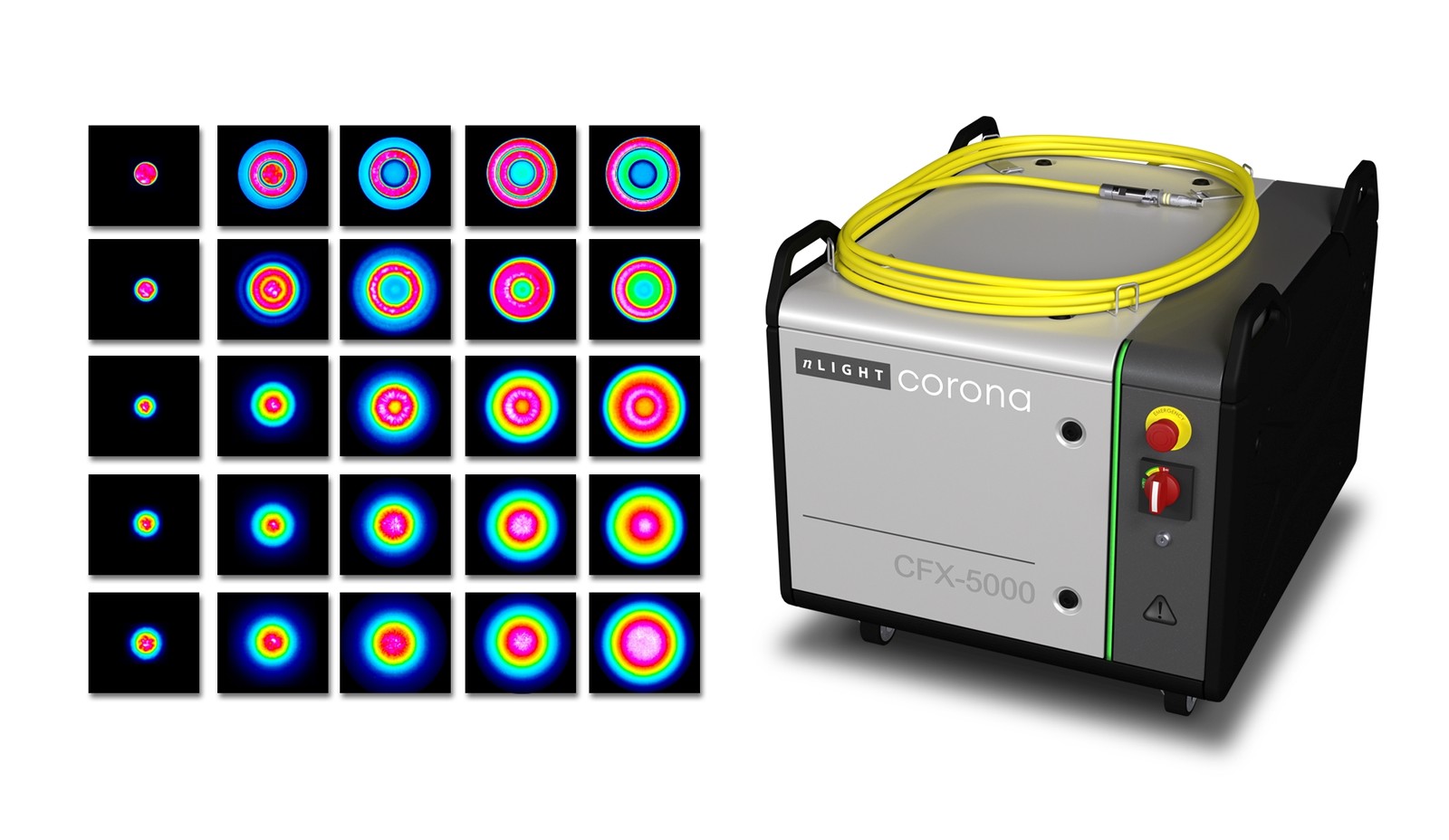
Das Unternehmen nLight hat eine neuartige, durchgehend fasergeführte Technologie (Corona) entwickelt, die eine sehr rasche Einstellung des Spotdurchmessers des Faserlasers direkt aus der Prozessfaser um einen Vergrößerungsfaktor von mehr als 3 ermöglicht. Darüber hinaus bieten diese Faserlaser Strahlformen wie einen Flat-Top- oder ringförmigen „Donut“-Mode, die eine zusätzliche Verbesserung der Schnittqualität für verschiedene Metalle aufweisen.
Der Strahldurchmesser des Corona-Faserlaser ist kontinuierlich zwischen ~100 μm und ~300 μm einstellbar. Eine feste Anzahl von Einstellungen (Index-Werten) erleichtert die Prozessoptimierung.
Im Corona-Faserlaser ist das Lichtleiterkabel, das den Laserstrahl führt, in mehrere Zonen unterteilt. Die Faser besteht aus einem zentralen Kern von 100 µm, der von zwei ringförmigen Führungsbereichen mit Durchmessern von 200 µm und 300 µm umgeben ist. Der Strahldurchmesser und die Strahlform werden durch das Variieren der Aufteilung der Laserleistung auf diese drei Führungsbereiche abgestimmt.
Entscheidend ist, dass diese Abstimmung der Strahlform vollständig innerhalb der Faser und ohne externe Optik erfolgt. Die Vorteile der Faserlaser in Bezug auf Leistung, Stabilität, Effizienz und Zuverlässigkeit bleiben erhalten und bei jeder Indexeinstellung steht die volle Laserleistung zur Verfügung.
Mit einer Schaltzeit vom kleinsten zum größten Durchmesser von weniger als 30 ms, lassen sich Strahländerung sehr reaktionsschnell durchführen. Und selbst während eines Indexwechsels steht die Laserleistung zur Verfügung. Dieses schnelle Tuning erlaubt es, die Strahleigenschaften in jeder Phase eines Schneidprozesses zu optimieren. So kann für das normale Schneiden, den Einstechprozess („Piercings“) oder während des Schneidens runder oder komplexer Bauteilgeometrien übergangslos zwischen verschiedenen Strahlqualitäten gewechselt werden.
Corona Schneidperformance
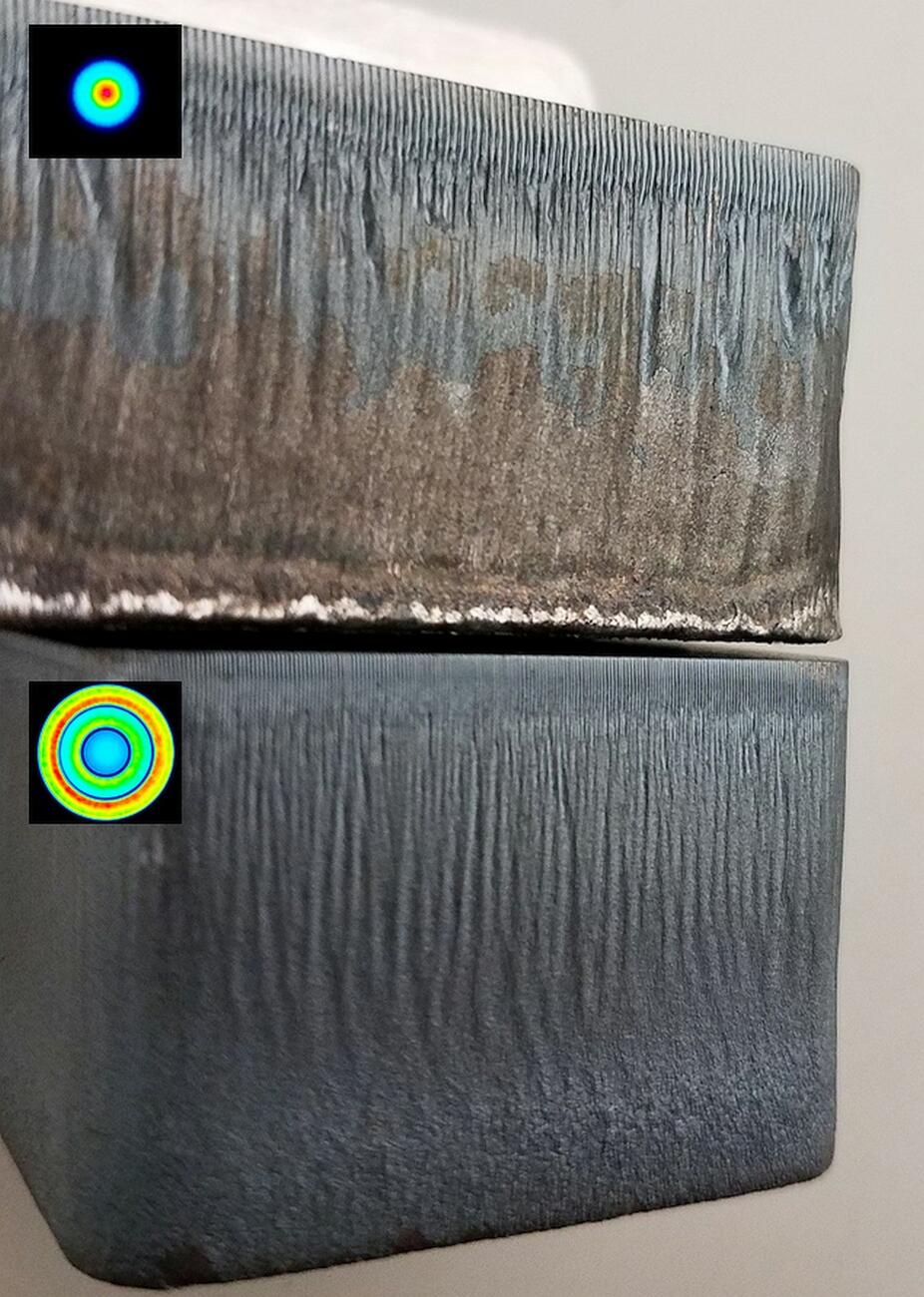
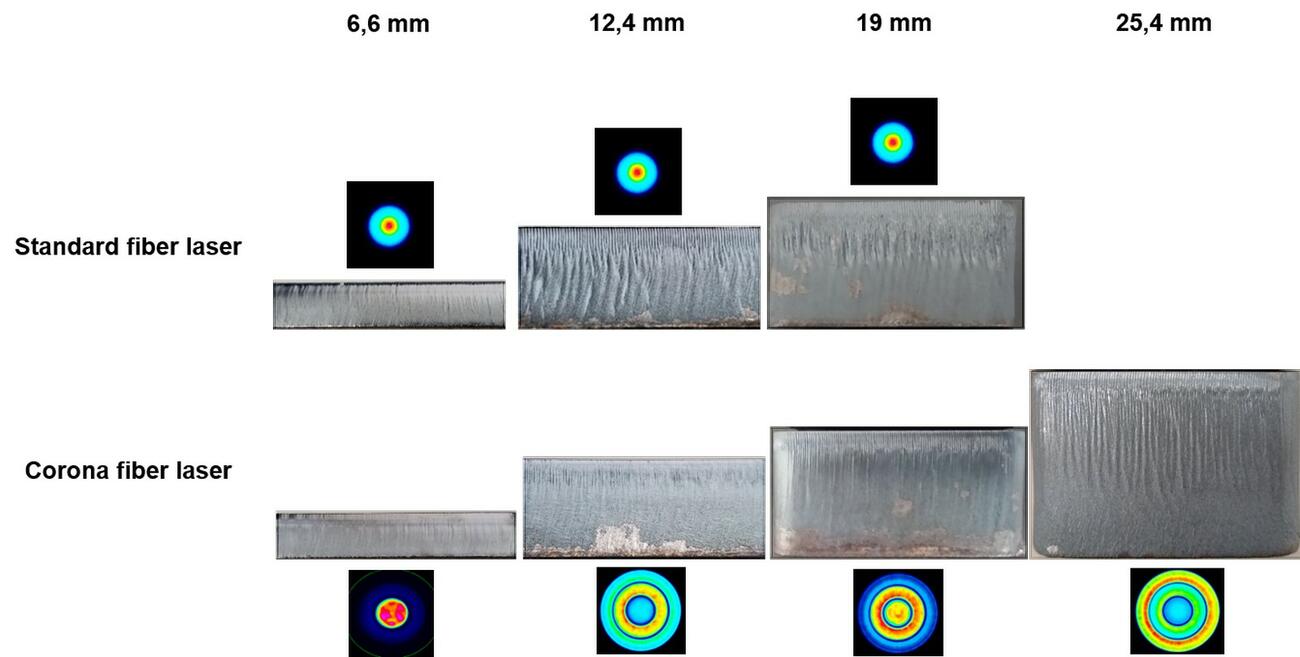
Der allgemeine Markt des Metalltrennens, einschließlich des Laserschneidens, wird von großen Materialdicken aus Baustahl (MS – Mild Steel) dominiert. Zum Vergleich wurden von nLight deshalb Mild-Steel-Schnittproben angefertigt, jeweils geschnitten mit einem Standard-4-kW-Faserlaser mit einer 100-μm-Faser einerseits und einem 4-kW-Corona-Faserlaser mit optimierten Strahleigenschaften andererseits. Eingesetzt wurde ein Festoptik-Schneidkopf mit 1,5-facher Vergrößerung und Sauerstoff als Prozessgas. Die Corona-Strahlform wurde jeweils angepasst. Die wichtigsten Feststellungen sind:
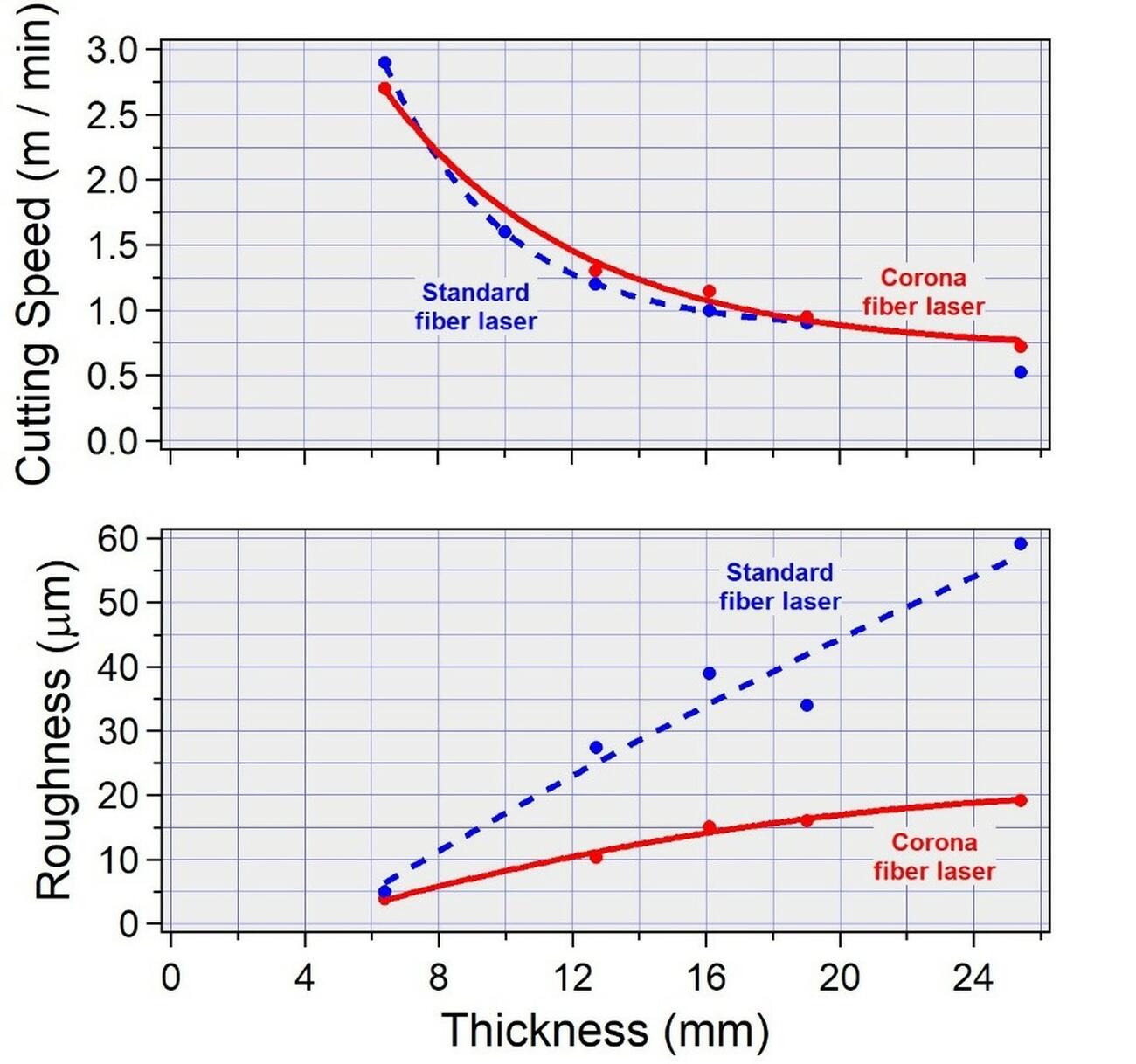
Für die dünnste Probe (6,35 mm) beträgt der optimale Corona-Strahldurchmesser 100 μm. Die Schneidgeschwindigkeit und die Kantenqualität sind bei beiden Faserlaser vergleichbar, da beide Laser einen ähnlichen Spotdurchmesser und BPP haben.
Bei dickeren Proben bietet der Corona-Faserlaser eine bessere Kantenqualität mit einer geringeren Rauheit von bis zu Faktor 3. Der optimale Corona-Strahldurchmesser beträgt für diese Proben > 100 μm.
Die maximale Dicke, die eine konsistente Trennqualität bietet, beträgt 19,5 mm für den Standardfaserlaser. Mit dem Corona-Faserlaser wurden Dicken von 25,4 mm mit hoher Kantenqualität geschnitten.
Die Rauigkeit der mit dem Corona-Faserlaser geschnittenen Kanten ist geringer als bei Standardfaserlaser-Kanten. Die gemessene Rauigkeit von Baustahl bei einer Dicke von 25,4 mm mit Corona ist geringer als die von 12,7 mm Baustahl mit dem Standardfaserlaser.
Die Schneidgeschwindigkeit des Corona-Faserlasers ist gleich oder etwas schneller (~5%) als die des Standardfaserlasers.
Insbesondere beim Vergleich der 25,4 mm dicken Schneidproben zeigt, dass beim Schneiden mit dem Standardfaserlaser ein Schlackeansätze entsteht, der verhindert, dass sich das Schneidteil von selbst aus der Schnittfuge löst. Die mit dem Corona-Faserlaser geschnittene Probe zeigt diesen Schlackenansatz nicht. Dieser Vorteile kann für die weitere Automatisierung der Laserschneidsysteme genutzt werden. Die geringere Rauigkeit sowie die Kantengeradheit und Rechtwinkligkeit bieten Vorteile für Folgeprozesse.
Die vom Corona-Faserlaser gebotenen Vorteile in Bezug auf die Kantenqualität und den variablen Dickenbereich werden ohne Geschwindigkeitseinbußen erreicht. Und die verwendeten Schneidoptiken entsprechen einer standardmäßigen Festoptik.
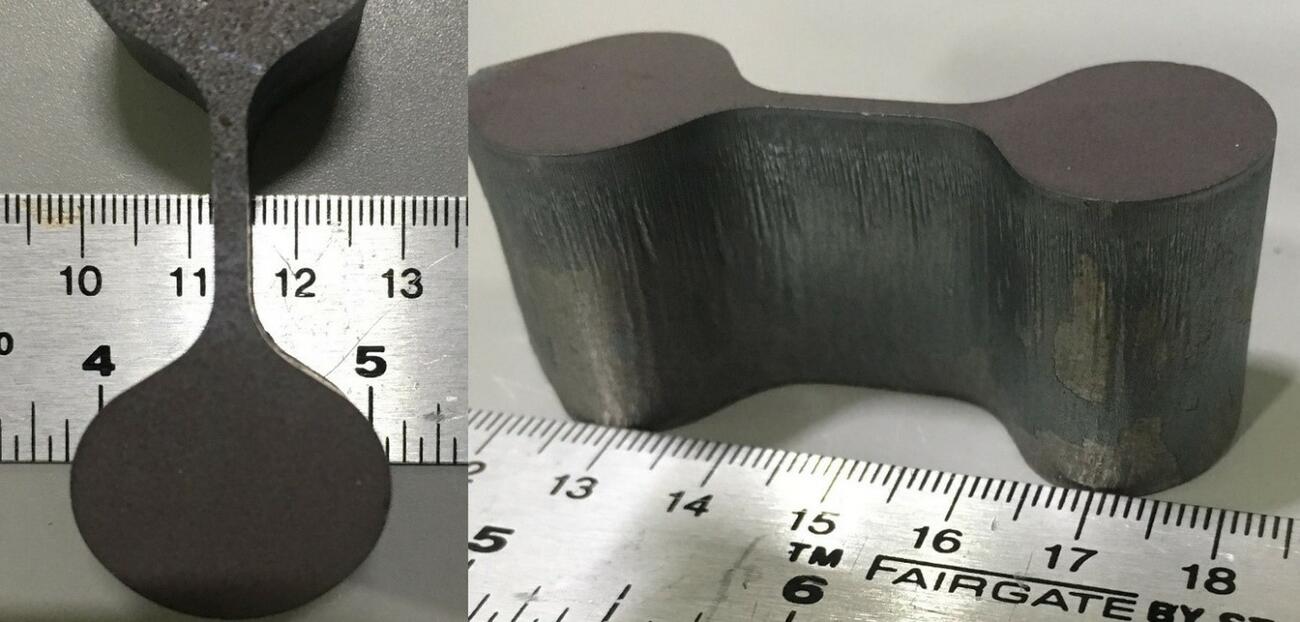
Weiteres Beispiel der Leistungsfähigkeit ist der Schnitt einer anspruchsvolle Formen mit schmalen Sektionen. Das 25,4 mm MS-Bauteil verfügt mit einen sehr schmalen Steg (2,79 mm breit). Selbst in diesen schmalen Passagen ist die Kantenrauheit und die Rechtwinkligkeit ausgezeichnet und zwar ohne Anzeichen eines Durchbrennens auf der gegenüberliegenden Seite. Die Strahlgröße und -form des Corona-Faserlasers ermöglicht eine beständige Herstellung solcher schmalen Bauteilgeometrien mit hohem Seitenverhältnis sowie kleiner Löcher oder präziser Ecken bei einer dicken Baustahlplatte.
Zusätzlich haben wir auch das stickstoffunterstützte Schneiden von Weichstahl, Edelstahl, Aluminium und Kupfer mit einem Corona-Faserlaser mit 4 kW untersucht. In den meisten Fällen bietet die kleinste Index-Einstellung die beste Performance unter Anbetracht der Schnittgeschwindigkeiten und Kantenqualitäten, die denen eines Standard 4-kW-Faserlasers entsprechen. Da der Index 0 nun mal die höchste Leistungsdichte auf dem Werkstück bietet, bestätigt dieses Ergebnis unsere bisherigen Erfahrungen. Für das Laserschneiden von einigen der dickeren Materialien durch Stickstoff bieten jedoch höhere Indexeinstellungen bessere Kantenqualität, dies aber in Kombination mit einer gewissen Geschwindigkeitseinbuße. Der Grund hierfür ist ebenfalls die geringere Leistungsdichte. Bei diesen Applikationen ist die optimale Indexeinstellung anwendungsspezifisch und Corona ermöglicht dem Maschinenintegrator oder Endanwender, die Kanteneigenschaften sowie die Geschwindigkeit je nach Zielsetzung und Vorgaben individuell anzupassen.
Innovative CW-Faserlaser für die Industrie
Alle CW-Faserlaser von nLight und damit auch die Corona-Faserlaser verfügen über einen stabilen, hardwarebasierten Schutz gegen Rückreflexionen vom Werkstück, welche die unterbrechungsfreie Verarbeitung besonders hochreflektierender Materialien ermöglicht, ohne dass der Laser während des Prozesses abschaltet und die Strahlquelle Schaden nimmt.
Zudem wurde die Corona-Lebensdauer und Wiederholgenauigkeit mit Hilfe eines beschleunigten Langzeittests charakterisiert. Dabei wurde ein Corona-Faserlaser zyklisch durch seine Indexeinstellungen mit einer Verweilzeit von 100 ms bei jeder Einstellung geschalten und parallel dazu der Strahldurchmesser periodisch gemessen. Es wurde keinerlei Driftverhalten oder Beeinträchtigung der Corona-Funktion festgestellt. Bei mehr als 13,4 Millionen Indexänderungen blieb der Strahldurchmesser für alle Indexeinstellungen innerhalb von 4% ohne systematische Änderungen oder Drift. Somit bieten Corona-Faserlaser eine lange Lebensdauer und Wartungsfreiheit, was eine der Haupteigenschaften der nLight-Hochleistungsfaserlaser, aber auch allgemein der Faserlaser im Vergleich zu anderen Lasertechnologien ist.
Schlussfolgerung
Coronas veränderbare Strahlqualität ermöglicht die Entwicklung von "universellen" Lasersystemen für das optimierte Schneiden einer breiten Palette von Metallarten und -dicken. Die Corona-Technologie erlaubt dabei verschiedene Designs von Prozessfasern für eine breite Palette von Anwendungen.
Autoren: Christian Schröter, Optoprim; Dahv Kliner und Brian Victor, nLight