Die Elektromobilität steckt noch in den Kinderschuhen und gestaltet sich daher technisch – oft auf Ebene der fundamentalen Bausteine – sehr dynamisch und bietet sich an für den Einsatz innovativer Lasertechnologien. Metalle und Metallkomponenten werden beispielsweise auf völlig neue Weise eingesetzt und teils an ihre Grenzen gebracht. Gleichzeitig sind die Fahrzeughersteller und Zulieferer jedoch nur bereit, Fertigungstechnologien einzusetzen, die skalierbar und sehr kostengünstig sind.
Diese und weitere Gründe sprechen für den Laser gegenüber alternativen Verfahren zum Schweißen, Schneiden, Härten, Löten und anderen Anwendungen, da der Laser einen berührungslosen, verschleißfreien, gleichmäßigen und sehr schnellen Bearbeitungsprozess bietet. Die Anforderungen an die Produktion fortschrittlicher Funktionskomponenten gehen jedoch häufig über die Möglichkeiten der konventionellen Laserbearbeitung hinaus. In diesem Artikel betrachten wir zwei Innovationen beim Laserschweißen, die speziell auf Automobilkomponenten für die E-Mobilität ausgerichtet sind.
Schweißen von Batteriegehäusen
Ein maßgeblicher Schritt bei der Herstellung der in Elektrofahrzeugen verwendeten Lithium-Ionen-Batterien ist das Schweißen der Batteriegehäuse. Hier muss beim Verschweißen eine hermetische Versiegelung entstehen, die über die gesamte Lebensdauer der Batterie hält. Diese Abdichtung muss das Eindringen von Feuchtigkeit verhindern, da Wasser stark mit Lithium reagiert und dabei Gas und Druck entstehen. Darüber hinaus darf der Schweißprozess selbst keine Spritzer erzeugen, da Metallpartikel im Inneren Leckströme erzeugen können, die die Batterie kurzschließen. Schließlich muss die Schweißnaht eine hohe mechanische Festigkeit aufweisen, um auch einer Kollision standzuhalten.
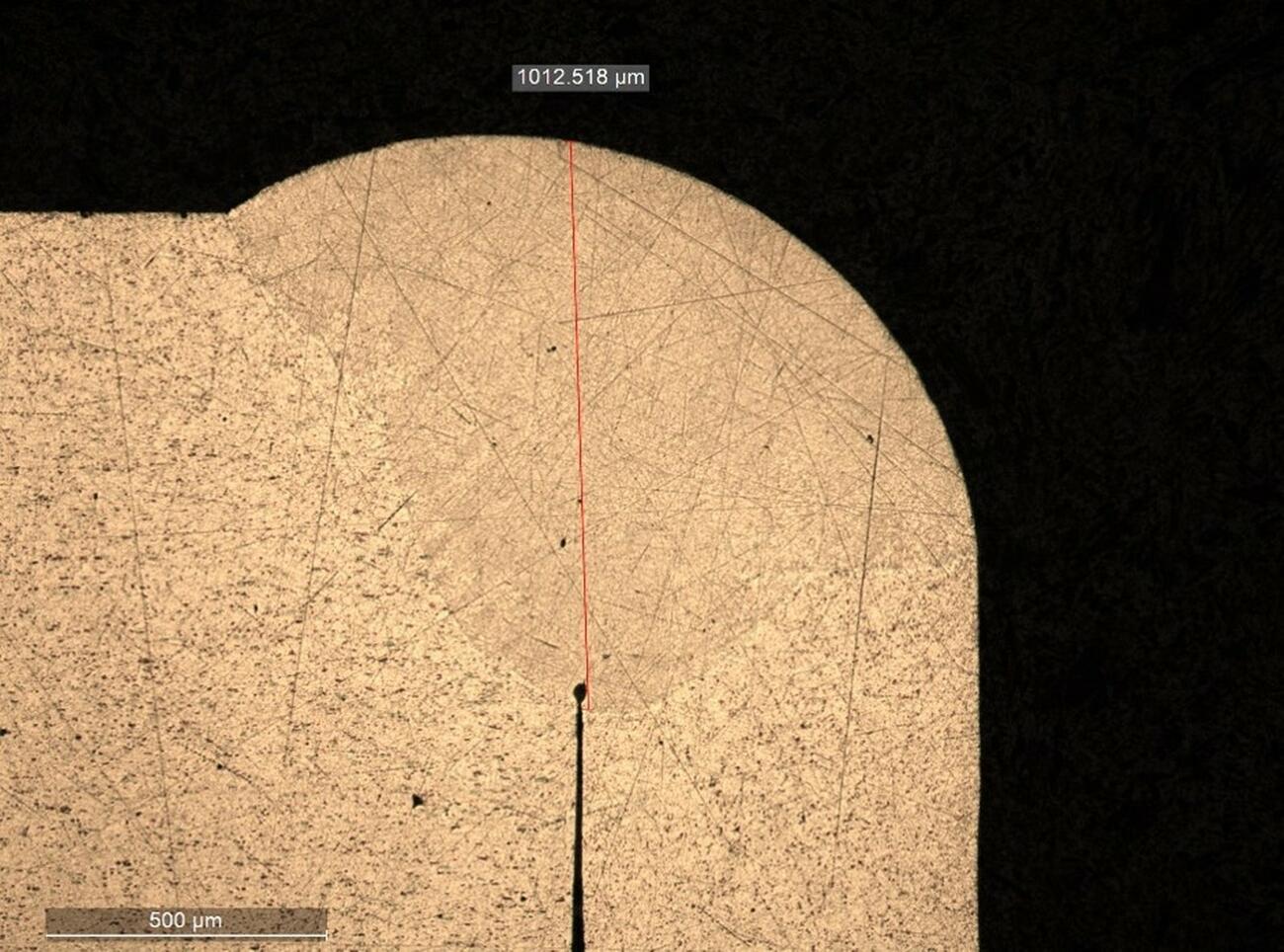
Das laserbasierte Versiegeln von Aluminium-Batteriegehäusen wurde bisher mittels Wärmeleitungsschweißen realisiert, da die Batteriewände sehr dünn sind ( 1 mm). Bei diesem Verfahren ist es jedoch schwierig, eine ausreichende Einschweißtiefe zu erreichen, um der Schweißnaht die nötige Festigkeit mit sehr geringer Porosität zu verleihen. Der Einsatz höherer Laserleistungen zur Erzielung einer größeren Einschweißtiefe birgt jedoch die Gefahr der Poren- und Spritzerbildung.
Konzentrischer Ring aus Laserlicht
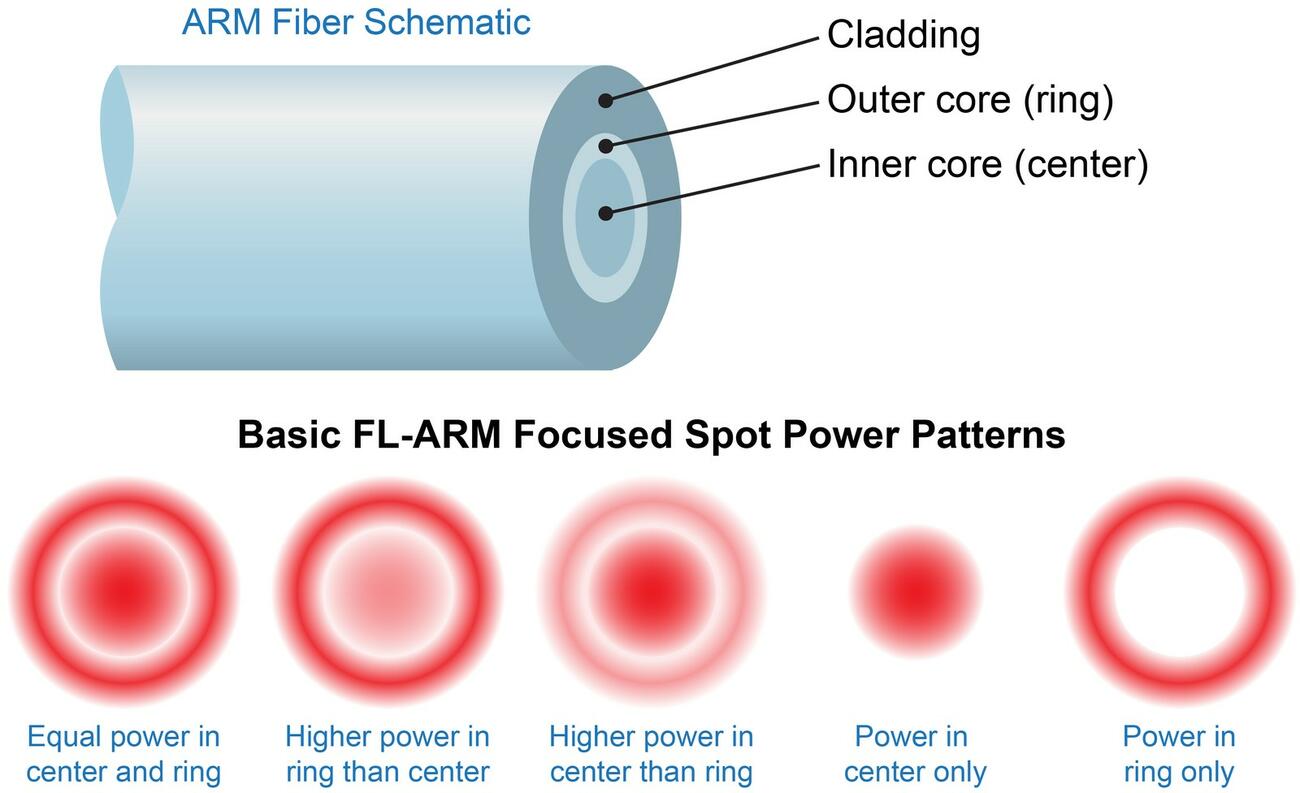
Entwicklungsarbeiten bei Coherent|Rofin haben gezeigt, dass eine Lösung für das spritzerfreie Hochgeschwindigkeits-Tiefschweißen von Metallen darin besteht, die Intensitätsverteilung des fokussierten Laserpunktes auf dem Werkstück so zu modifizieren, dass sie signifikant von der üblichen Gaußschen Verteilung abweicht. Insbesondere der Ansatz, den Strahl aus einem zentralen Gaußschen Verteilungsprofil mit einem weiteren konzentrischen Ring aus Laserlicht zu umgeben, hat sich als effizient erwiesen.
Die Realisierung dieser Konfiguration im fokussierten Arbeitspunkt erfolgt mittels Faserlaser mit einstellbarem Ringmodus (adjustable ring mode = ARM) aus der HighLight-TM-Serie von Coherent. Die Transportfaser dieses Lasers besteht aus einem kreisförmigen Kern, der von einem weiteren Faserkern mit ringförmigem Querschnitt umgeben ist.
ARM-Faserlaser der Highlight-Serie sind derzeit im Leistungsbereich von 2,5 kW bis 10 kW erhältlich. Die Leistung in der Mitte und im Ring kann bei Bedarf über einen Bereich von 1 % bis 100 % der maximalen Nennleistung unabhängig voneinander eingestellt werden. Sowohl der Kern- als auch der Ringstrahl können unabhängig voneinander mit einer Wiederholungsrate von bis zu 5 kHz moduliert werden.
Es gibt praktisch eine unbegrenzte Anzahl möglicher Kombinationen für das Leistungsverhältnis des inneren und äußeren Strahls. Diese lassen sich alle weitgehend in die im Anlaufbild dargestellten Konfigurationen gruppieren. Die grundlegenden Konfigurationen können dann so variiert werden, dass eine Vielzahl von Prozesseigenschaften einstellbar sind, die ein großes Anwendungsspektrum abdecken.
Beim Schweißen von Aluminium mittels Faserlasern bestand eine besondere Herausforderung darin, dass das Material eine relativ geringe Absorption im nahen Infrarot aufweist. Kleine, unvorhersehbare Schwankungen bei der Absorption bewirken, dass die Einschweißtiefe variiert, was zu einer ungleichmäßigen Schweißnaht führt.
Um dies zu verhindern und die für das Tiefschweißen von Aluminium-Batteriegehäusen erforderliche Feinsteuerung zu gewährleisten, wird der HighLight-FL-ARM-Laser so konfiguriert, dass sowohl im Kern als auch im Ring Leistung zur Verfügung steht.
Bei dieser speziellen Leistungskonfiguration erhöht die vordere Zone des Strahls die Aluminiumtemperatur ausreichend, um die Absorption der Laserwellenlänge zu erhöhen. Dann erzeugt die Mitte des Strahls das Keyhole, das nun aufgrund der Vorerwärmung sehr stabil ist. Die hintere Seite des Ringstrahls verlängert die Schmelzzone, damit Gas entweichen kann. Da das Keyhole stabil ist und sich das Material nicht so schnell wieder verfestigt, ist der gesamte Prozess besser kontrollierbar und das Prozessfenster größer. Das Resultat ist ein gleichmäßiger, konsistenter Lasertiefschweißprozess, der Schweißnähte mit höherer Qualität, ohne Spritzer und Porosität erzeugt.
„Hairpin“-Schweißen
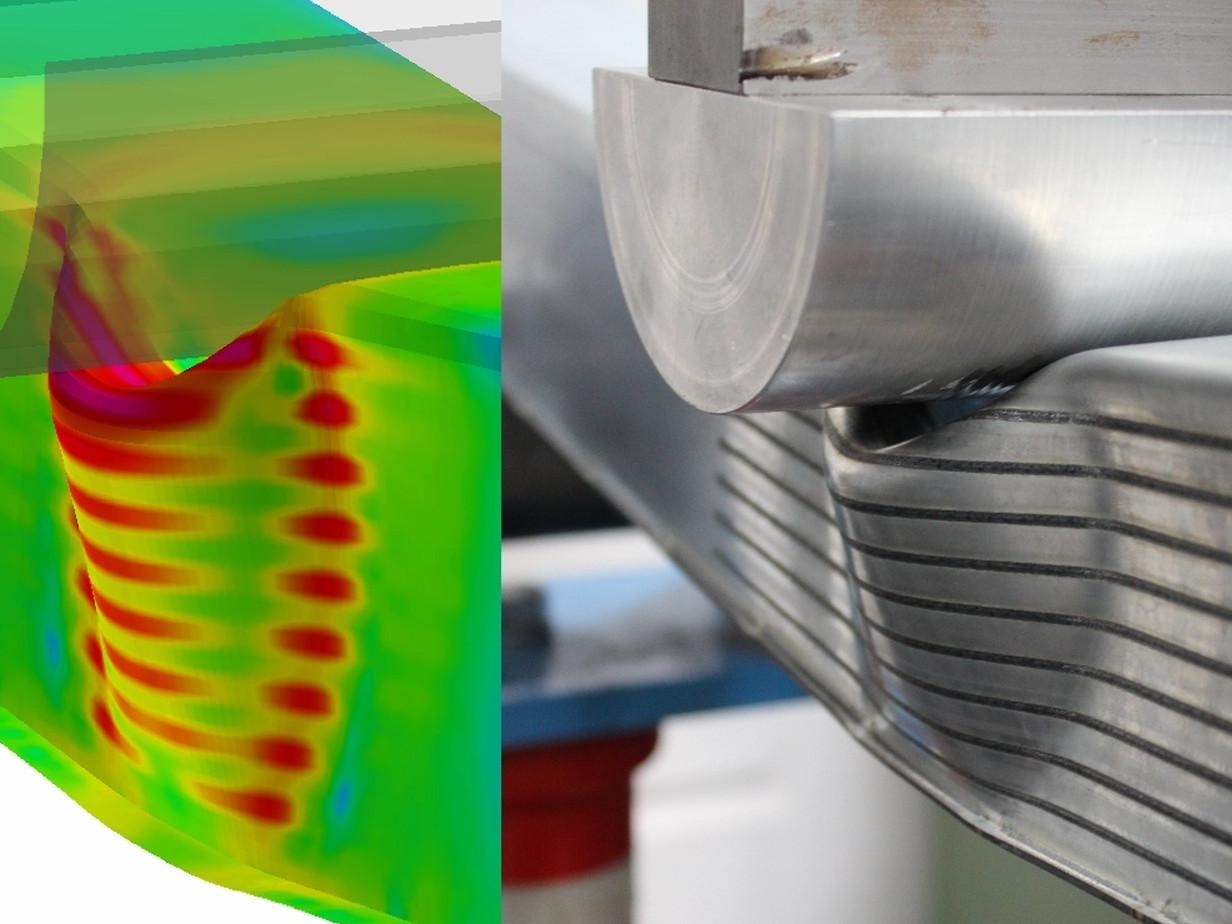
Eine weitere anspruchsvolle Herausforderung bei der Fertigung von Elektroautos ist das Verschweißen von Kupferstiften. Diese starren Stifte, wegen ihrer Form auch „Hairpin“ genannt, ersetzen das bei Elektromotoren verwendete Wickeln von Kupferdrähten. Da sie steifer als Draht sind, kann ihre Ausrichtung im Motor präziser gesteuert werden, was letztlich zu einer höheren thermischen Belastbarkeit und einer höheren Motorleistung führt.
Bei der Montage werden die einzelnen Hairpins in den Stator gesteckt. Anschließend werden die Enden der nebeneinander liegenden Hairpins miteinander verschweißt. Zum Schluß wirken alle Hairpins zusammen wie ein langer, verdrillter Leiter, vergleichbar mit den Wicklungen eines herkömmlichen Elektromotors.
Die beiden wesentlichen Voraussetzungen sind zum einen, dass beim Schweißen die korrekte mechanische Ausrichtung der Pins beibehalten wird und zum anderen keine Defekte (Poren) erzeugt werden. Die Ausrichtung der Hairpins ist wichtig, da die exakte Wickelform die Effizienz des Motors direkt beeinflusst. Fehler müssen vermieden werden, da dies den Widerstand erhöht, was den elektrischen Wirkungsgrad reduziert und zudem die mechanische Festigkeit der Baugruppe verringern kann.
Coherent|Rofin hat ein faserlaserbasiertes Verfahren zum Hairpin-Schweißen entwickelt, das all diese Anforderungen erfüllt. Ein wesentlicher Faktor, bei diesem auf einem Standardfaserlaser der HighLight-Serie basierenden Prozess, ist der Einsatz des sogenannten „Scanner-Schweißens“. Dabei wird die Größe des fokussierten Laserstrahls auf der Arbeitsfläche kleiner gemacht als die zu verschweißende Gesamtfläche. Der Laserspot wird dann über beide Pins geführt, um diese zu verbinden.
Wie beim HighLight-FL-ARM-Laser hat das Scanner-Schweißen den Vorteil, dass es eine genauere Steuerung der Temperaturdynamik der Schmelzzone ermöglicht. Insbesondere durch das schnelle Bewegen des Laserstrahls über das Bauteil und das Verhindern des Verharrens des Strahls an einer Stelle, wird das Material homogen vorgewärmt, anstatt die gesamte Leistung punktuell abzugeben. Der Strahl wird hierdurch effektiv größer, ohne die Leistung erhöhen zu müssen. All dies stabilisiert die Schmelzzone und minimiert Spritzer, Anbindungsfehler und Poren beim Schweißen im Vergleich zu herkömmlichen Laserschweißverfahren.
Coherent|Rofin verfügt darüber hinaus über praktische, prozessbezogene Werkzeuge, die die Ergebnisse beim Hairpin-Schweißen in der Produktionsumgebung verbessern. So ist beispielsweise eine Lösung zum Laserschweißen verfügbar, welche ein visuelles System zur Steuerung der jeweiligen Positionierung des fokussierten Laserstrahls und der Hairpins umfasst.
Fazit
Die Entwicklung und Implementierung eines effizienten, laserbasierten Produktionsprozesses erfordert eine genaue Evaluierung vieler Faktoren wie Parameter, Einstellungen und Verfahrensweisen. Coherent|Rofin verfügt sowohl über das Fachwissen als auch über die Ressourcen, um die Entwicklungsarbeit durchzuführen, die zur Ermittlung dieser verschiedenen Aspekte erforderlich ist. Darüber hinaus kann Coherent|Rofin alle erforderlichen Funktionen (Scannen, FL-ARM-Profile, Prozessüberwachung, etc.) in ein einziges Teilsystem integrieren, das über eine grafische Benutzeroberfläche (GUI) gesteuert wird. Die Möglichkeit, eine komplette Laserschweißlösung anstatt einzeln zusammengestückelter Komponenten zu erwerben, verkürzt die Implementierungszeit erheblich und gewährleistet dass die verschiedenen Elemente erfolgreich zusammenwirken.
Frank Gäbler und Dr. Jürgen Uebbing