Die erste Laserschneidmaschine mit Direkt-Diodenlaser (DDL) im industriellen Einsatz in Deutschland arbeitet bei Contex Hartmetall, besser gesagt bei der Tochtergesellschaft Contex Präzisionstechnik in Möchengladbach. Seit Februar 2019 ist die Optiplex 4020 DDL von Mazak im Produktionseinsatz, und zwar direkt neben einer mechanisch baugleichen Faserlasermaschine Optiplex 4020 Fiber mit Faserlaser. Gute Voraussetzungen, um die 4-kW-Direkt-Diodenlasermaschine und die 6-kW-Faserlasermaschine zu vergleichen.
Verschleißschutz für die mineralienverarbeitende Industrie
Contex Hartmetall und die beiden Tochtergesellschaften Contex Präzisionstechnik und Alphachrom sind in einer interessanten Marktnische unterwegs. Sie fertigen Verschleißteile unter anderem für die Betonindustrie und dort hauptsächlich für Betonwerke. Damit sind die Großanlagen gemeint, die im Betonwerk Sand und Kies für die Betonaufbereitung mischen. „Das muss man sich wie eine Teigknetmaschine vorstellen, nur größer und stärker abrasiv belastet“, erklärt Hans Norpoth, Betriebsleiter der Contex Präzisionstechnik. „Wir bauen nicht diese Mischer, sondern den Verschleißschutz für die Mischerarme und für die Wände und Böden der Mischerkammern. Wir sind sozusagen Ersatzteillieferant.“ Die Nische ist lukrativ, denn Contex arbeitet mit fast allen wichtigen Betonwerken in Europa zusammen.
„Wenn eine Mischanlage – abhängig von der gemischten Menge – eine gewisse Zeit gelaufen ist, werden die Mischerwerkzeuge und die Schutzverkleidungen an Wanden und Böden ausgebaut. „Wir löten dann Hartmetallplatten als Verschleißschutz auf die Mischerwerkzeuge und fertigen aus aufgepanzerten Blechen neue Schutzverkleidungen. Die Mechanik der Mischers bleibt dabei unberührt,“ erläutert Hans Norpoth. Alleine das Aufbringen der Hartmetalle erfordert Know-how, denn es müssen nicht nur die passenden Hartmetalle beschafft werden, sondern die Platten müssen auch so aufgelötet sein, dass sie den erheblichen Belastungen standhalten.
Der zweite Bereich ist das Aufpanzern von Blechen mit einer verschleißfesten Schicht sowie das Zuschneiden und Formen der aufgepanzerten Bleche zu Halbschalen, die dann als Verkleidung eingesetzt werden. „Wir sind darauf spezialisiert, diese harten Materialien zu verarbeiten – sprich, sie zu bearbeiten“, sagt Norpoth. Das könne nicht jeder, zumal die spanende Bearbeitung bei diesen Materialien technologisch schwierig und manchmal umöglich ist. Dann helfe nur das Laser- oder Plasmaschneiden. Contex setzt im Gegensatz zu seinen Wettbewerbern auf das Laserschneiden, wenn enge Toleranzen eingehalten werden sollen. Bei den Verkleidungen beispielsweise werden Hülsen eingeschweißt, mit denen die Teile später an den Mischkammerwänden befestigt werden. Hier müssen die Positionen der Hülsen einfach stimmen.
Laserteile und Lasertechnik
Bis vor rund 12 Jahren hat Contex seine Laser- und Kanteile zugekauft, und dann, als die Mengen zu groß wurden, die Contex-Präzisionstechnik gegründet, die mit eigenem Laser-Equipment schneller und flexibler reagieren kann. Gestartet ist man mit einem 6-kW-CO2-Laser, der vor allem wegen der zu schneidenden Materialdicken von bis zu 30 mm bevorzugt wurde.
2016 sollte eine weitere Anlage, diesmal allerdings mit Faserlaser, hinzukommen. Schon bei der Grundanforderung ein 8 mm dickes Blech mit 5 mm Aufpanzerung zu schneiden, habe sich „die Spreu vom Weizen getrennt“, erinnert sich Ralph Semmelmann, Vorarbeiter und Laserspezialist bei Contex. Übrig blieb eine 6-kW-Faserlaseranlage Optiplex 4020 Fiber. „Ich war skeptisch gegenüber Mazak als Laserhersteller, wenngleich wir mit Mazak im spanenden Bereich viel zusammenarbeiten. Aber eine zweistündige Vorführung hat uns überzeugt.“ Der Faserlaser sei zwar besser für Blechdicken unter 8 mm geeignet, könne aber auch für dickere Bleche eingesetzt werden. „Er liefert dann eine vergleichbare Kantenqualität wie ein CO2-Laser, ist aber etwas langsamer“, berichtet Ralph Semmelmann. Aus diesem Grund habe man zunächst den CO2-Laser behalten – bis Mazak die Optiplex mit Direkt-Diodenlaser vorgestellt hat. „Der DDL füllt hinsichtlich der Schneidgeschwindigkeit die Lücke zwischen Faser- und CO2-Laser“, schätzt Semmelmann. Und weil er mit einem Wirkungsgrad von über 40% die Energie deutlich besser in Schneidleistung umsetzt als Faserlaser mit etwa 30% und CO2-Laser mit rund 10%, ist er zudem deutlich günstiger im Energieverbrauch. „Der geringere Energieverbrauch hat für uns eine wichtige Rolle gespielt“, ergänzt deshalb Hans Norpoth.
Mit dem 4-kW-DDL-Laser werden vergleichbare oder sogar höhere Schneidleistungen als mit dem 6-kW-Faserlaser erreicht. „Im Schneidvergleich,“ betont Semmelmann, „war der 6-kW-CO2-Laser pro Platte um etwa 15-20 Minuten langsamer als der Mazak-Fiberlaser. Die 4-kW-DDL-Lasermaschine ist jetzt 20 Minuten schneller als ein CO2-Laser, jeweils bei 15 mm dickem Stahlblech. Und je dicker das Blech, desto größer wird der Zeitunterschied. Bisher war ich der Meinung, es gibt im Dickblechbereich nichts Besseres als den CO2-Laser. Das muss ich jetzt korrigieren.“
Mehr Schneidleistung und bessere Qualität
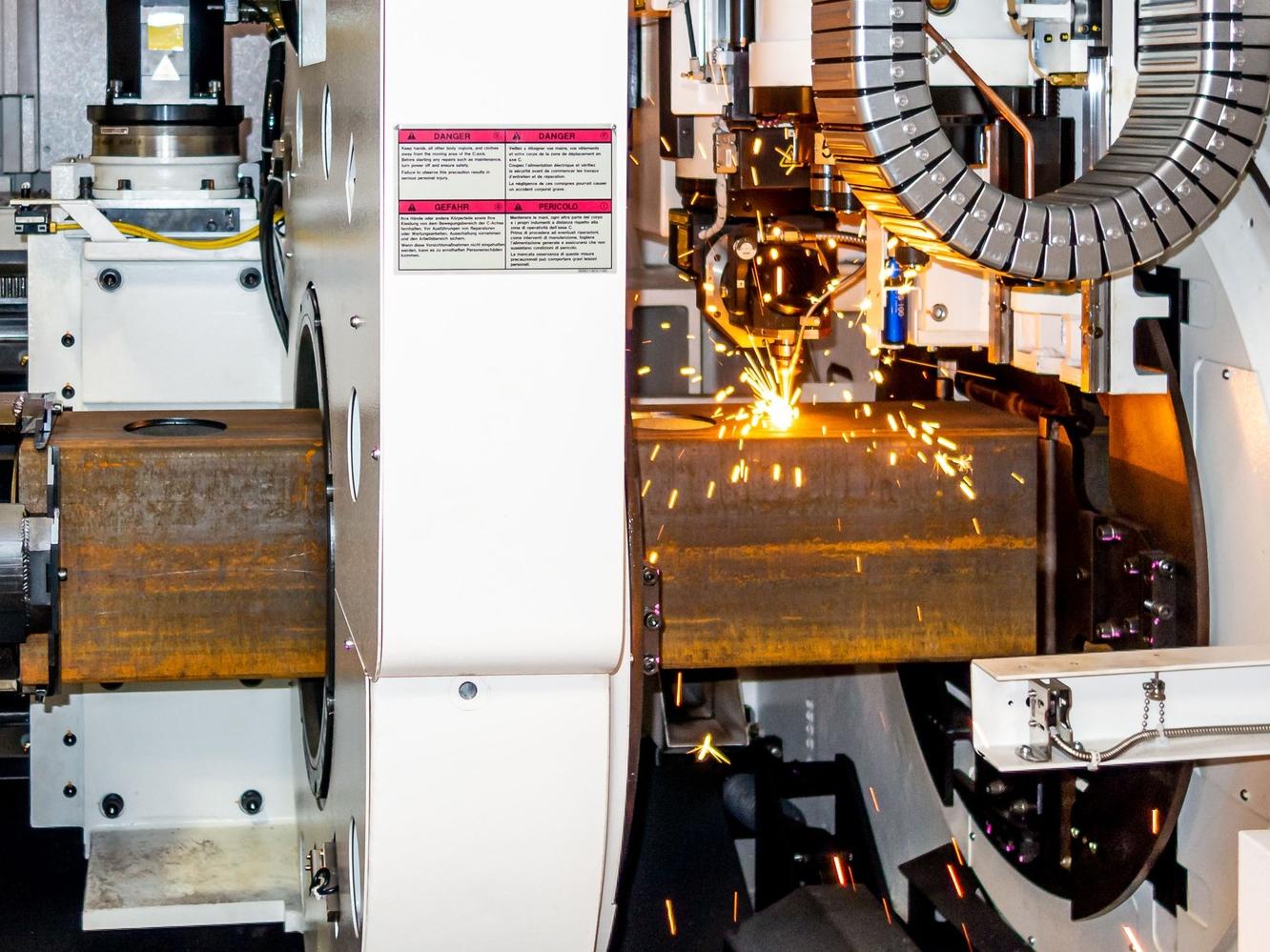
Es ist aber nicht nur die reine Schneidleistung, sondern auch die Schneidqualität, die bei Contex überzeugt. „Der Schnitt der DDL ist weicher als beim CO2-Laser, also nicht so rau“, erklärt Semmelmann den Unterschied. „Während man an der Schnittkante eines CO2-Lasers in 20 mm Blechdicke mit dem Fingernagel jede Riefe zählen kann, ist die DDL-Schnittkante glatt und sieht im ersten Moment fast aus wie mit Plasma geschnitten.“
Wenn man die verschiedenen Einstellmöglichkeiten wie Fokuslage, Geschwindigkeit und Gasdruck richtig nutze, laufe das System zudem sehr prozesssicher. Ausschuss sei so gut wie gar nicht vorhanden, und zwar auch bei Material mit suboptimalen Oberflächen. „Beim DDL muss die Blechoberfläche nicht so fein sein. Ein Blech, das vorher sandgestrahlt wurde, braucht man auf einem CO2- oder einem Fiberlaser gar nicht erst probieren: Der Schnitt wird einfach nicht gut. Den DDL interessiert das nicht, der schneidet alles durch“, resümmiert Semmelmann seine Erfahrungen.
Die Bedienung ist einfach wie zuvor
Die Direkt-Diodenlasertechnik ist zwar für das Schneiden neu, aber im Prinzip wird die Anlage genauso bedient wie die Faserlaseranlage nebenan. Die Mechanik ist gleich, und nur der Bildschirm der neuen Steuerung ist etwas größer und damit übersichtlicher. Der Umstieg von der Steuerung der einen auf die der anderen Anlage sei völlig problemlos, außer dass der eine oder andere Parameter an der DDL anders zu wählen sei. Aber gerade bei der Einstellung der Parameter biete die Mazak-Anlage mehr Möglichkeiten als andere Systeme.
Die Mazak-Steuerung ist offen, sodass die Bediener sehr tief in den Prozess eingreifen können. „Geschwindigkeit, Düsen, Parameter: im Prinzip kann man alles ein- und umstellen. Damit kann man die Maschine so einstellen, dass sie auf spezielle Materialien top funktioniert“, sagt Semmelmann. Er selbst habe es sogar schon geschafft, Blechdicken mit dem DDL zu schneiden, die deutlich über der Spezifikation von 25 mm gelegen haben. Das sei aber nur zu verantworten, wenn man sich auskenne.
Er begrüsst es deshalb, dass die neue Steuerung die Möglichkeit bietet, unterschiedliche Hierarchie-
Ebenen für die Bedienung festzulegen, sodass nicht jeder Bediener jede Einstellung ändern kann.
Angesichts der Tatsache, dass der DDL bei Contex für eher ungewöhnliche Materialien genutzt wird, sei es wichtig, weitgehende Einstellungen in der Steuerung vorzunehmen. Den Hintergrund erläutert Semmelmann anschaulich: Üblicherweise werden in einer Lasermaschine gewisse getestete Basiseinstellungen in einer Grundtabelle festgelegt, die für die üblichen Materialien funktionieren und die der Bediener nicht ändern kann. Sie sind vom Hersteller geschützt und nur der Hersteller selbst kann sie ändern.
„Für unsere gepanzerten Bleche brauchen wir aber andere Parameter und Einstellungen als jemand, der normales zwei oder drei Millimeter dickes Stahlblech schneidet. Aber kein Hersteller wird für dieses eine, sehr spezielle Material eine komplette Grundtabelle definieren“, stellt Semmelmann fest, und erläutert gleich das neue Prozedere:
„Für unsere Tests der Mazak DDL haben wir beispielsweise Bleche zu Mazak geschickt, und die Techniker dort haben eine grobe Grundtabelle definiert, mit der sie uns zeigen konnten, dass die DDL unsere Bleche schneiden kann. Das Feintuning der Grundtabelle, das machen wir jetzt in der Anwendung selbst.“
Service und Support
In diesen und allen anderen Fragen sei der Service und Support von Mazak schnell und zuverlässig. „Wenn ein Problem auftaucht, dann steht die Maschine höchstens zwei Stunden“, berichtet Semmelmann. „Mazak findet dann schnell eine Lösung, sodass man weiter produzieren kann. Ich hatte mal ein Problem mit dem Palettenwechsler. Der Mazak-Service hat das System umprogrammiert, als wäre kein Palettenwechsler vorhanden. So konnten wir eingeschränkt weiterarbeiten. Später stellte sich heraus, dass es ein Wackler an einem Sensor war. Das war dann ruckzuck erledigt.“
In den drei Monaten, die Contex zum Zeitpunkt des Besuchs in Mönchengladbach mit der Maschine gearbeitet hatte, lief die Maschine im Durchschnitt 22 h am Tag. An der Maschine selbst arbeiten zwei Leute im Schichtbetrieb, die Produktion wird zwischen beiden Lasermaschinen aufgeteilt. Die Belegung der Maschinen orientiert sich an den Blechdicken. Für Dicken von 5 bis 8 mm werden beide Maschinen abwechselnd eingesetzt. Von 8 bis
Durchdachte Fertigung
Contex fertigt Kleinserien und Serien mit durchschnittlich 20 bis 50 Teilen pro Serie. Die Fertigung wird dabei recht geschickt auf beide Maschinen aufgeteilt. „Auf einer Palette lassen sich bei kleinen Teilen rund 150 Teile schachteln“, beschreibt Semmel-
mann das Prinzip. „Das dauert dann auf dem Laser ungefähr eine Stunde. Dann gibt es Teile, von denen passen nur ein oder zwei auf eine Palette. Die Bearbeitungszeit ist dann relativ kurz.“
Semmelmann belegt jeweils eine Maschine mit Langläufern und die andere mit Kurzläufern. So könne ein Mann zwei Maschinen bedienen und man schaffe mit zwei Mann, wofür andere Betriebe vier Mann brauchen. Und was die Betriebskosten angeht, sei bei der Optiplex 4020 DDL nur der Stromverbrauch geringer als bei der Optiplex 4020 Fiber, ansonsten sei es gleich. Wobei nach drei Monaten Betriebszeit noch keine Aussagen zu Wartungs- und Instandhaltungskosten gemacht werden können.
Zum Abschluss fällt Ralph Semmelmann noch eine kleine Sache ein, die für ihn aber doch den Unterschied verdeutlicht: Beim Einsatz der CO2-Lasermaschine habe man die Einstichlöcher auf der Plasmaschneidmaschine vorgeschnitten, dann die Paletten auf die Lasermaschine gelegt und mit dem Laser sauber den Schnitt durchgeführt. „Jetzt, mit dem DDL, machen wir sowohl die Einstichlöcher als auch die Löcher für die Schweißhülsen auf einer Anlage. Da fällt viel Arbeit weg.“
Das und die Vorteile der offenen Steuerung begeistern Ralph Semmelmann für die DDL-Maschine. Sie habe Potenzial und lasse mehr zu, als in den Spezifikationen steht. Es klingt überzeugend, dass er „die Zukunft im Direkt-Diodenlaser“ sieht.