Wer bei Teilen aus Edelstahl auf besonders komplexe und filigrane Geometrien sowie Grat- und Spannungsfreiheit Wert legt, sollte fotochemisches Ätzen für die Bearbeitung in Betracht ziehen. Precision Micro bietet für das Ätzverfahren eine umfangreiche Materialauswahl ab Lager, auch bei Stahl und Edelstahl: Das Unternehmen aus Birmingham ätzt austenitische (300er Serie) und martensitische (400er Serie) Stähle, Weichstahl, Elektrostahl, martensitaushärtenden Stahl, Stahl mit hohem Kohlenstoffgehalt (Federstahl), ausscheidungshärtenden Stahl (17-4, 17.7), Duplex und Superduplex sowie Spezialstähle einschließlich Sandvik-Chromflex-Bandstählen und Uddeholmstrip-Ventilklappenstahl.
Darum ist Ätzen eine echte Alternative
Für alle Materialien gilt: Ätzen ist nicht nur eine Alternative zu den gängigen Metallbearbeitungsverfahren wie Stanzen, Lasern oder Wasserstrahlschneiden, sondern bei bestimmten Anforderungen auch die einzig mögliche, was Detailreichtum, Präzision und eine zeitnahe Umsetzung mit geringen Einstandskosten angeht.
Beim chemischen Ätzen werden Präzisionsteile hergestellt, indem ausgewählte Metallbereiche mithilfe einer Fotoschablone entfernt werden. Dabei werden die Materialeigenschaften nicht beeinträchtigt, da während der Bearbeitung weder Kraft ausgeübt noch Wärme eingesetzt wird. Bezüglich der Komplexität der Teile gibt es praktisch keine Grenzen, da die chemischen Ätzstoffe exakt nur die unbehandelten, unbelichteten Bereiche der Metallplatte entfernen, die nicht durch den Fotofilm geschützt sind. Dazu werden Ätzchemikalien auf die entwickelte Metallplatte gesprüht.
Herausforderung Korrosionsbeständigkeit
Gerade bei spezifischen Stählen mit Eigenschaften wie hoher Korrosionsbeständigkeit ist dies eine gewisse Herausforderung, da Ätzen ein korrosiver Prozess ist. Langjährige Erfahrung brachte das notwendige Know-how, um nahezu alle (Edel-)Stähle entsprechend ihren Eigenschaften zu bearbeiten.
Die Werkzeugerstellung erfolgt beim Ätzen digital, sodass keine teuren und schwer anzupassenden Stahlformen nötig sind. Somit können große Mengen an Teilen reproduziert werden, ohne dass es dabei in irgendeiner Weise zu Werkzeugverschleiß kommt. Es wird gewährleistet, dass alle Teile, vom ersten bis zum millionsten produzierten Teil, absolut identisch sind.
Gleichermaßen für die Prototypenerstellung als auch für die Serienfertigung geeignet
Die Werkzeuge können äußerst schnell und kostengünstig verändert und angepasst werden und sind daher perfekt sowohl für die Prototypenerstellung als auch für die Serienfertigung geeignet. So sind „risikofreie“ Designanpassungen ohne Mehrkosten möglich. Es ist anzumerken, dass Prototypen und Muster auf den gleichen Fertigungsanlagen laufen wie eine spätere Serie; damit sind von Beginn an Serienkonditionen nachvollziehbar. Die Durchlaufzeit ist ungefähr um 90 Prozent kürzer als bei gestanzten Teilen. Zudem muss beim Stanzverfahren erst in erheblichem Umfang in die Herstellung von Formen investiert werden.
Das Ätzen von Edelstahl eignet sich für praktisch alle Teile mit einer Dicke zwischen 0,01 mm und 1,5 mm. Im Folgenden werden drei wichtige Produktgruppen von Edelstahlkomponenten vorgestellt, bei deren Fertigung das chemische Ätzen echten Mehrwert liefert.
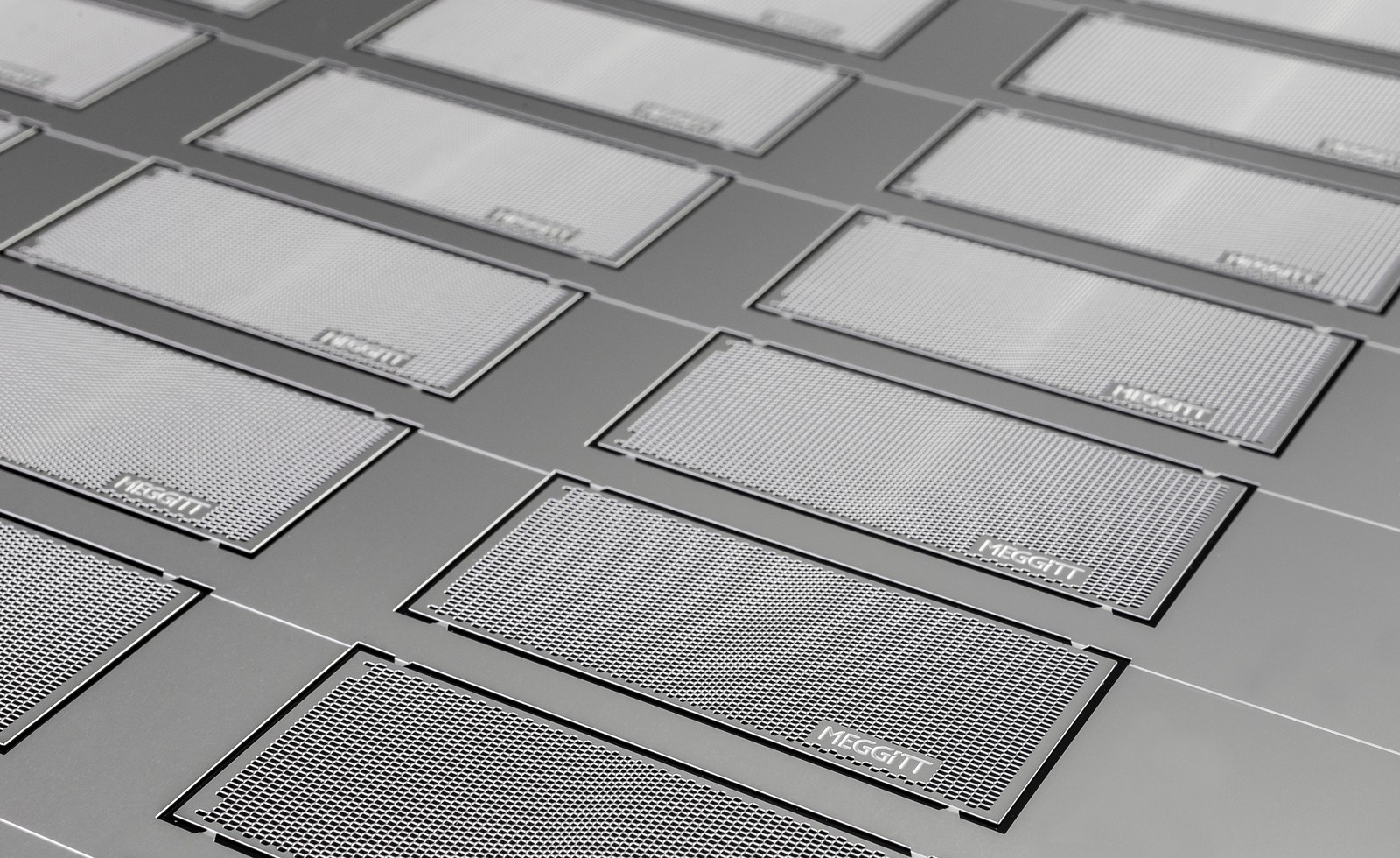
1.) Netze, Filter und Siebe aus Edelstahl
- Chemisches Ätzen ermöglicht bei der Fertigung von dünnen, präzisen Netzen, Filtern und Sieben größere Komplexität als herkömmliche Bearbeitungsmethoden. Da Metall zeitgleich entfernt wird, können mehrere Öffnungs-Geometrien realisiert werden, ohne dass höhere Kosten für die Werkzeugerstellung oder die Bearbeitung entstehen.
- Während gelochte Bleche anfällig für Verformungen sind, bleiben fotogeätzte Netze grat- und belastungsfrei und verschont von Materialverschlechterungen. Zum Beispiel bei einem 150 µm dicken Edelstahlnetz, das in Strahlungsdetektoren zum Einsatz kommt, hielt Precision Micro enge Toleranzen ein (unterhalb der üblichen +- 10 Prozent Materialdicke) und realisierte ein diffiziles wabenförmiges Netzgeflecht. Angesichts der Größe des Netzes von mehr als 600 mm x 600 mm war Stanzen keine wirtschaftliche Alternative, da in Formwerkzeuge hätte investiert werden müssen. Mit Laserschneiden konnte nicht die geforderte Toleranz erreicht werden, insbesondere nicht auf einer so großen Oberfläche. Außerdem wären beim Laserschneiden unerwünschte Grate um alle Netzöffnungen herum entstanden. Beim Ätzen dagegen wurde die Stahloberfläche nicht beschädigt, da das Verfahren ohne Metall-Metall-Kontakt und ohne Wärmequelle auskommt. So ist eine ästhetisch hochwertige Oberflächenausführung möglich.
- Precision Micro beliefert OEMs in der Automobilbranche jedes Jahr mit mehreren Millionen Lautsprechergittern mit komplexen Lochanordnungen und Oberflächengravuren. Für Stanzverfahren wäre auch hier die Werkzeugerstellung zu kompliziert, während das Netzmuster für das Laserschneiden wiederum zu komplex ist.

2.) Flach- und Gelenkfedern aus Edelstahl
- Geätzte Festkörpergelenke werden häufig in sicherheitskritischen Anwendungen oder unter extremen Umgebungsbedingungen eingesetzt – beispielsweise in ABS-Bremssystemen, medizinischen Biosensoren und Kraftstoffeinspritzsystemen. Sie können Millionen von Malen fehlerfrei „gebeugt“ werden, da die Dauerfestigkeit des Stahls beim Ätzen nicht beeinträchtigt wird.
- Ein Beispiel für extremste Umgebungsbedingungen ist das Weltall. Thales Cryogenics, ein führender Hersteller von kryogenen Spezialgeräten, setzt deshalb auf Precision Micro als Partner für die Herstellung von Festkörpergelenken aus Edelstahl, die in seinem Tieftemperaturkühler für Satelliten verbaut werden.
- Zunächst hatte Thales Cryogenics Zerspanung und Drahterodieren als Fertigungsverfahren für die Festkörpergelenke geprüft. Da beide Prozesse jedoch kleine Grate und Umformungsrückstände auf den Teilen hinterließen, die die Leistung der Federn beeinträchtigt hätten, fiel die Wahl schließlich auf das chemische Ätzen. Mit diesem Verfahren wurden mögliche Bruchstellen im Materialverlauf beseitigt, sodass Festkörpergelenke ohne Grate und Umformungsrückstände gefertigt werden konnten, die eine lange Nutzungsdauer und höhere Zuverlässigkeit sicherstellen.
3.) Brennstoffzellen, Kühlplatten und fluidtechnische Geräte aus Edelstahl
- Edelstahlgüten mit erhöhtem Chromgehalt zeichnen sich durch höhere Korrosionsbeständigkeit aus. Sie eignen sich daher hervorragend für fluidtechnische Geräte wie Brennstoffzellen, Wärmetauscher und Kühlplatten, die für den Flüssig-Flüssig- oder Flüssig-Gas-Wärmetransfer verwendet werden.
- Die Edelstahl-Kühlplatten, die zur Herstellung von Kühlkanälen zu Stapeln zusammengefügt und verbunden werden, müssen beidseitig auf der Oberfläche mit komplexen Rillen versehen werden. Dafür ist das Ätzverfahren bestens geeignet, da beide Seiten gleichzeitig in einem einzigen Ätzvorgang bearbeitet werden können. Es ist zwar auch möglich, diese Kanäle mit CNC-Bearbeitung und Stanzen zu erzeugen und zu formen. Dabei können jedoch die Flachheit der Teile beeinträchtigt und Belastungen und Grate verursacht werden. Zudem kann die Erstellung von Formwerkzeugen langsam und unwirtschaftlich sein, sodass sich Entwicklungszeiten verlängern und die Kosten steigen.
- Auch zur Produktion von Leiterplatten-Wärmetauschern aus Edelstahl für Anwendungen in der petrochemischen Industrie ist chemisches Ätzen die bevorzugte Technologie. Die Kombination aus Ätzen und Diffusionsschweißen macht es möglich, dass Leiterplatten-Wärmetauscher bis zu 85 Prozent kleiner und leichter sind als herkömmliche Rohrbündelwärmeüberträger.
Fazit: Fotochemisches Ätzen für anspruchsvolle Anwendungen
Stahl und Edelstahl qualifizieren sich dank ihrer vielseitigen Eigenschaften für viele branchenübergreifende Anwendungen. Mit herkömmlichen Verfahren der Blechverarbeitung können Stahl und Edelstahl zwar relativ einfach bearbeitet werden – fotochemisches Ätzen bietet Herstellern jedoch wesentliche Vorteile bei der Fertigung von komplexen, filigranen und sicherheitskritischen Teilen.