Den Motorradliebhabern sind sie sicherlich noch ein Begriff, die Münch-Motorräder. Leistungsstarke, individuell und aufwendig produzierte Motorräder, die bis heute von Liebhabern gehegt und gepflegt werden. Die turbulente Unternehmensgeschichte führte dazu, dass 1974 der Unternehmer Heinz W. Henke die Konkursmasse einschließlich der Namensrechte erwarb. Das war die Geburtsstunde der heutigen Henke GmbH, einem Spezialisten für industrielle Blechbearbeitung im hessischen Altenstadt. „Die Übernahme und Produktion von Münch-Motorrädern war auch der Einstieg in eine eigene Blechfertigung. So konnte das Unternehmen damals einige benötigte Teile selbst herstellen. Zudem gab es damals noch eine eigene Transformatoren-Fertigung, für die zusätzlich Blechbauteile gefertigt wurden“, erzählt Jens Wolf, heutiger Geschäftsführer der Henke GmbH. Für die Transformatorenfirma stellte das Unternehmen hauptsächlich Einhausungen her. Freie Kapazitäten wurden dann auf dem Markt vergeben.
Kontinuierliches Unternehmenswachstum
Seit der Umfirmierung in die Henke GmbH ist das Unternehmen ISO 9001 zertifiziert. Stück für Stück wuchs das Unternehmen mit der Anschaffung einer ersten automatischen Laseranlage, einer Stanz-Nibbel-Maschine und entwickelte sich nach und nach zu einem hoch technisierten Blechbearbeitungsspezialisten, der heute für die verschiedensten Industriezweige tätig ist. „Wir haben immer darauf geachtet, sehr breit aufgestellt und in den verschiedensten Branchen tätig zu sein. Es hat sich gezeigt, dass man mit einer möglichst hohen Fertigungstiefe die Kunden sehr gut an sich binden kann. Zudem ist für uns wichtig, dass wir immer auf dem Stand der aktuellen Technik sind, da nur so langfristig eine wirtschaftliche Fertigung realisierbar ist. Wir verstehen uns auch nicht als reiner Lohnfertiger, sondern als systemischer Partner für unsere Kunden. Wir unterstützen diese bei Bedarf schon im Entwicklungsprozess. Wir fertigen von der Platine, Formen um und als zertifizierter Schweißfachbetrieb schweißen wir auch die Baugruppen für unsere Kunden“, erklärt Jens Wolf. Dafür ist das Unternehmen heute mit modernen Faserlaser-Schneidanlagen, Stanzanlagen und Gesenk- wie auch Schwenkbiegeanlagen ausgestattet und verarbeitet mit seinen derzeit rund 125 Mitarbeitern über 5.000 t Blech pro Jahr.
Neue Geschäftsfelder identifiziert
Seit zu Beginn der Coronakrise feststand, dass die vorhandenen Lieferketten immer fragiler wurden, identifizierte man bei der Henke GmbH eine zusätzliche Nische, in die man vorstoßen wollte. „Immer mehr Hersteller wollen seither eine größere Flexibilität in ihrer Beschaffung, um auf Unsicherheiten in den vorhandenen Lieferketten vorbereitet zu sein. So haben wir uns zum Ziel gesetzt, uns so aufzustellen, dass wir Produktionsspitzen für unsere Kunden abfangen können“, skizziert Jens Wolf die damalige Idee.


Das Problem war allerdings, dass man mit der herkömmlich aufgestellten Fertigung gerade preislich kaum mit den hauseigenen Fertigungen mithalten konnte, und so machte man sich auf die Suche nach alternativen Möglichkeiten. Gesucht wurde eine Lösung, die Platinen schneiden, Stanzen und umformen kann – das alles sehr flexibel und vor allem schnell. Eine weitere klassische Fertigungszelle mit separater Stanzanlage und Schwenkbiegeanlage hätte das Problem aber nicht gelöst. „Wir haben verschiedene Möglichkeiten durchgespielt und festgestellt, dass wir eine Anlage brauchen, die autark neben unserer bisherigen Fertigung läuft, um mit den Preisen von hauseigenen Fertigungen mithalten zu können. Wichtig war dabei, dass wir für eine wirtschaftliche Fertigung die Rüst- und Nebenzeiten drastisch reduzieren mussten. So kam es schließlich, dass wir auf Salvagnini - mit deren Lösungen wir uns immer wieder auf Messen beschäftigten - zugegangen sind, um zu sehen, ob hier eine passende Lösung für unsere Anforderungen zu finden ist“, erinnert sich Jens Wolf.
Wirtschaftliche KIT-Produktion realisierbar
Ein weiteres wichtiges Kriterium war die Möglichkeit eine wirtschaftliche Kit-Produktion realisieren zu können. Da man einerseits bei Henke immer noch Einhausungen für die Transformatoren-Industrie und Bauteile für die Großenergietechnik produziert und andererseits immer mehr Kunden auf eine Kit-Produktion umstellen, also eine Art Bausatzlieferung, die vor Ort nur noch montiert werden muss.


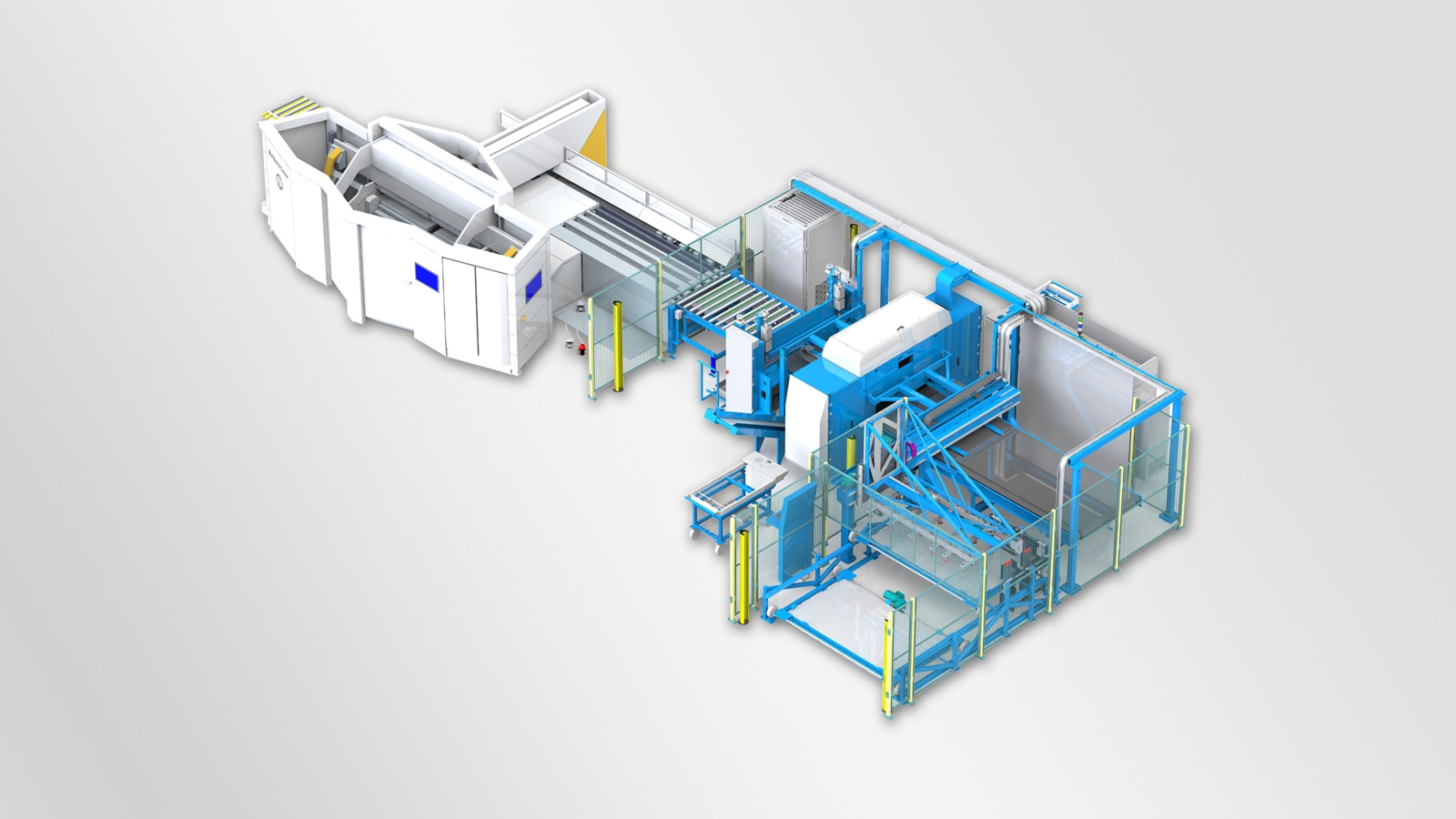
Letztlich fand man mit der S4 + P4 Linie, ein flexibles System, das genau dem entsprach, was man bei der Henke GmbH suchte. Das S4 + P4 FMS (Flexible Manufacturing System), dessen Ursprung bis in das Jahr 1979 zurückgeht, stanzt, schert und kantet Paneele vollautomatisch und ist mit einem Salvanigni-eigenen Lagersystem ausgestattet, dass für zusätzliche Flexibilität sorgt. „Mit dieser Anlage wollen wir neben unserer bisherigen Fertigungslinien ein eigenständiges System aufbauen, das uns große Flexibilität verleiht und die Fertigungszeiten drastisch reduziert.


Dadurch sind wir jetzt in der Lage, konkurrenzfähig zu hauseigenen Fertigungen zu produzieren. Tatsächlich war es auch so, dass wir Kunden, die noch skeptisch waren, auch damit überzeugen konnten, als sie erfuhren, mit welcher Anlage wir die gewünschten Teile produzieren würden“, erinnert sich Jens Wolf. Aber wie kommen diese Fertigungsvorteile nun zustande?
Nebenzeiten drastisch reduziert
Kurz gesagt, durch die drastische Reduzierung der Nebenzeiten und die Fertigungsgeschwindigkeit. Aber der Reihe nach. Till-Christian Salm, von Salm Fertigungssysteme, einem Vertragspartner von Salvagnini, der zusammen mit Henke das Projekt umgesetzt hat, erklärt: „In herkömmlichen Fertigungssystemen würde man um Rüstzeiten einzusparen, die benötigten Teile für einen Bausatz sortenrein hintereinander fertigen. Also etwa zuerst alle benötigten Rückseiten, dann alle Vorderseiten und erst danach die benötigten Seitenteile“ und Jens Wolf ergänzt: „Hier würde eine Stanze das entsprechende Werkzeug wählen, um etwa Löcher oder auch Kiemen auf der Platine zu stanzen. Das ausgewählte Werkzeug geht also alle auf einer Blechtafel verschachtelten Bauteile durch, bearbeitet diese mit dem jeweiligen Stempel, wechselt dann das Werkzeug und fährt fort. Das Ganze geht so lange bis die nötigen Stanzungen auf allen auf der Platine befindlichen Bauteile vorgenommen wurden.“


Für eine Kit-Fertigung ist das aber nicht die ideale Lösung. Denn um solche Bausätze schnell und wirtschaftlich fertigen zu können ist es erforderlich die benötigten Teile direkt nacheinander herzustellen. Genau hier spielt das S4 + P4 FMS seine Vorteile aus. Das beginnt schon beim Salvagnini-Lagersystem. Anstatt immer eine Regalpalette herauszunehmen, die mit der gleichen Blechstärke bestückt ist, ist dieses System in der Lage einzelne Platinen herauszugreifen und bei Bedarf also nacheinander unterschiedliche Blechstärken auf die Anlage zu bringen. Während die Anlage schneidet und stanzt sucht das Lagersystem hauptzeitparallel das nächste benötigte Blech heraus. Weiter geht es beim Stanzen: Ein Werkzeugwechsel ist hier nicht nötig.

Mit 96 integrierten Werkzeugen mit jeweils eigenem Antrieb ist die Anlage in der Lage mit einem Mehrfachstanzkopf die unterschiedlichen benötigten Stanzungen fast zeitgleich bei einem Bauteil durchzuführen. „Das führt dazu, dass die Anlage nicht warten muss, bis alle Bauteile in einer Verschachtelung gestanzt sind und erst dann eine Weitergabe an das Schwenkbiegezentrum erfolgt. Sie ist dadurch in der Lage, das schon gestanzte Bauteil direkt an das automatische Biegezentrum weiterzugeben, während zeitgleich die anderen Bauteile noch gestanzt werden.
Rüstzeiten entfallen
Durch die wegfallende Rüstzeit und das Entfallen einer Wartezeit bis alle anderen Teile eines Nestings gestanzt sind, lässt sich die Fertigung stark beschleunigen“, erklärt Till-Christian Salm. Ähnlich sieht es beim nachfolgenden Schwenkbiegen aus. Würde jetzt, je nach Bauteil ein Wechsel der Biegewerkzeuge erforderlich sein, ließe sich eine wirtschaftliche Kit-Fertigung nicht realisieren, da ein durchgängiger und schneller Stanzvorgang nur dann Sinn macht, wenn auch die Schwenkbiegeanlage die Teile dementsprechend schnell verarbeiten kann. „Früher musste man bei Salvagnini-Maschinen wie bei anderen Anlagen auch die entsprechenden Biegewerkzeuge rüsten durch ein zeitaufwendiges Wechseln von Niederhaltersegmenten. Im Laufe der Zeit war es möglich diese Rüstzeiten immer wieder zu verringern, bis man letztlich ein System entwickelt hatte, das einen klassischen Werkzeugwechsel nicht erforderlich macht. So ist ein universelles Werkzeugsystem entstanden, bei dem alle Segmente in der Lage sind, auch die notwendigen Eckbiegungen durchzuführen und nur entsprechend verschoben werden müssen.

Es ist daher bei den Salvagnini-Schwenkbiegeanlagen heute nicht mehr nötig, Biegewerkzeuge zu wechseln. Das macht die Salvagnini-Anlagen einzigartig und von der Fertigungsgeschwindigkeit her, befindet man sich mit dieser Anlage auf der Überholspur“, weiß Till-Christian Salm. Auch das verkürzt den Gesamtprozess noch einmal merklich und ermöglicht eine schnelle und flexible Fertigung. „Die Anlage ermöglicht uns eine Kit-Fertigung bei der wir nicht auf Vorrat produzieren müssen, sondern immer nur bei Bedarf fertigen. Zudem kommt durch die wegfallenden Rüstzeiten auch bei der Fertigung großer Serien eine gravierende Zeitersparnis im Gesamtprozess zustande, was uns - auch durch die Entkopplung von unseren herkömmlichen Prozessen - die Möglichkeit gibt, Bauteile zu Stückpreisen anzubieten, mit denen wir durchaus mit den hauseigenen Fertigungen konkurrieren können“, erklärt Jens Wolf.“, erklärt Jens Wolf. Software und Steuerung, von Salvagnini selbst entwickelt, erlauben eine leichte Bedienung und schnelle Einarbeitung der Mitarbeiter, wie Jens Wolf bestätigt.
Nur fünf kW Leistung benötigt.
Natürlich ist die Blechbearbeitung eine sehr energieintensive Angelegenheit. So achtet man bei Henke natürlich stark darauf, dass alle installierten Anlagen auch zu einer nachhaltigen und energiesparenden Fertigung beitragen können. Das S4 + P4 FMS kann auch hier mit einer benötigen Leistung von durchschnittlich nur fünf kW beim automatischen Biegen einen Beitrag leisten. „Die Anlage hat uns vollkommen überzeugt. Ich habe auch noch nie so einen reibungslosen Ablauf von der Projektierung bis hin zur Inbetriebnahme der Anlage erlebt. Das Einzige was ich schade finde, ist der Umstand, dass ich mich nicht schon ein paar Jahre früher für die Investition in das es S4 + P4 FMS entschieden habe“, fasst Jens Wolf zusammen. Gerhard Maier