

Im vierten Teil der Reihe „Gepflegter Maschinenbau“ stellen die Sheet metal fans von GSW Schwabe eine Lösung für die Aufwickelseite einer großen Längsteilanlage vor. Die beschriebene Linie ist 200m/min schnell und mit Coilgrößen bis 1.600 mm Breite und 15 t Gewicht bestückbar. Dem Aufwickler kommt die zentrale Aufgabe zu, die einzelnen Streifen zu sauberen „Blöcken“ zu wickeln. Hier kann viel falsch gemacht werden, wie GSW Vorstand Benjamin Schwabe erklärt: „Maschinenbau und Steuerungstechnik müssen hier besonders gut zusammenwirken, damit egal bei welcher Konstellation der unterschiedlichen Streifenbreiten ein kantengenaues und kreistreues Resultat entsteht.“
So wurde dem Aufwickler mit 132 kW Motorleistung viel Power gegeben, die Spreizung so konstruiert, dass ein exakter Innendurchmesser entsteht und eine Bandanfangsklemmung für störungsfreie Streifenübergabe eingebaut. GSW hat hier, sowohl für den Dorn selbst als auch für die Antriebstechnik, mit einer gezielten Erweiterung auf Basis einer „normalen“ schweren Haspelspreizung eine effiziente Technik entwickelt:
Serie „Gepflegter Maschinenbau“: Die Rolle des Aufwicklers im Vlog
Im Gegensatz zur Abwickelspreizung kommen vier statt drei Spreizsegmente zum Einsatz, wobei nur drei beweglich ausgeführt sind und so „automatisch“ gegen das vierte, feststehende klemmen. Letzteres verfügt über je eine Klemmleiste rechts und links, sodass von oben und unten gearbeitet werden kann. Der Antrieb funktioniert trotz seiner Größe noch mit einer Rollenkette mit Vorgelege (das gibt mehr Kraft), und der Getriebemotor kann noch aus dem SEW-Baukasten genommen werden. Im obigen Video geht Benjamin Schwabe auf die weiteren Vorteile des Antriebskonzeptes ein.
„Die Struktur unserer Panzerhaubitze…“ – wie die Sheet metal fans den Aufwickler aufgrund seiner an ein solches Geschütz erinnernden Kulisse getauft haben – „…ist so stabil, dass wir hier in einer Abwickelsituation leicht 25 Tonnen auflegen könnten“, stell der CEO den Vergleich her. Aber das viele Eisen müsse für die Steifigkeit und die Zugkräfte von ca. 20.000 N auch sein – hier geben die Sheet metal fans laut Benjamin Schwabe traditionell gerne ein bisschen gratis dazu.

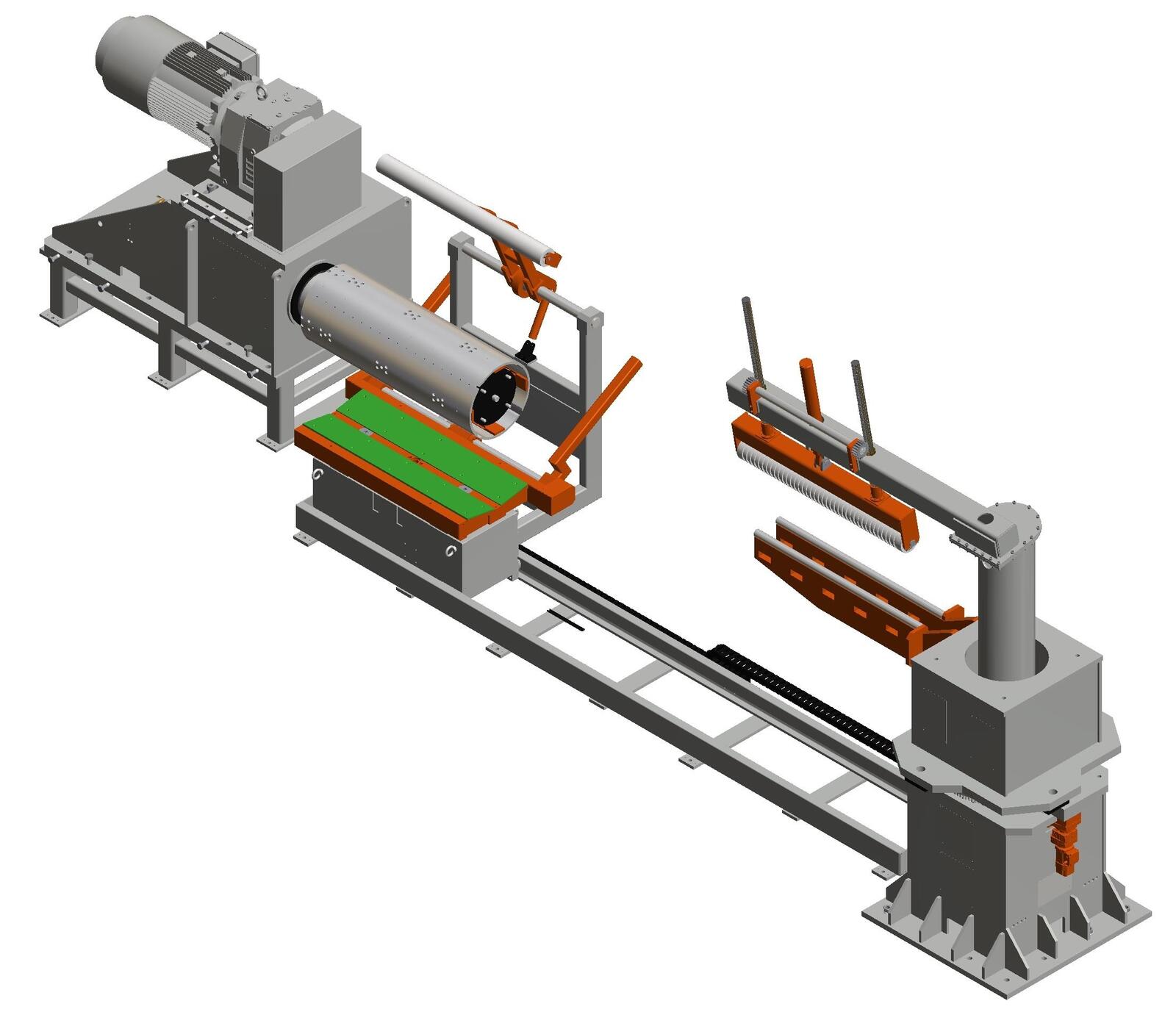
„Entladestuhl“ mit einschwenkbaren Stützsäulen
Auch für die Entnahme der fertigen Ringe haben die erfahrenden Sheet metal fans einen unkonventionellen Weg eingeschlagen, sodass – und hier steht ebenfalls die Thematik der Effizienz wieder im Vordergrund – auf ein Abschiebeschild verzichtet werden kann. Dafür übernimmt diese Funktion ein verfahrbarer „Entladestuhl“ mit einschwenkbaren Stützsäulen vorne und hinten.
Um zügig weiterproduzieren zu können und den Bedienern einen Puffer einzuräumen, werden die Ringe anschließend automatisch von einem Drehkreuz übernommen. Über den kompletten Weg von der Entnahme bis zur abgeschlossenen Übergabe sind die Coils dabei über eine hydraulische Anpresstechnik gesichert. Das ermögliche ein flexibles Abbinden der Ringe erst am Drehkreuz, während die Anlage schon wieder produziert.





