Von Doris Schulz
Es sind bis zu 30 mm dicke Laserteile in engen Toleranzbereichen, plasmageschnittene Komponenten und autogene Brennzuschnitte mit einer Dicke von bis zu 300 mm, die Ottostahl in Magdeburg fertigt. Das Dienstleistungsspektrum umfasst die Erzeugung der Werkstücke mit moderner CAD-Technik nach Kundenvorgaben und Bearbeitungsplänen für die jeweiligen Verfahren ebenso wie die Nachbearbeitung, beispielsweise durch Strahlen, Bohren, maschinelles Fasen und die Durchführung verschiedener Materialprüfungen durch unabhängige Labore. Ein Lagerbestand von etwa 4.000 t unterschiedlicher Stahlsorten und -qualitäten sowie ein bewährtes Lieferanten- und Partnernetzwerk sorgen dabei für eine schnelle und zuverlässige Lieferung.
Einfache Prozessautomatisierung inklusive Teilehandling
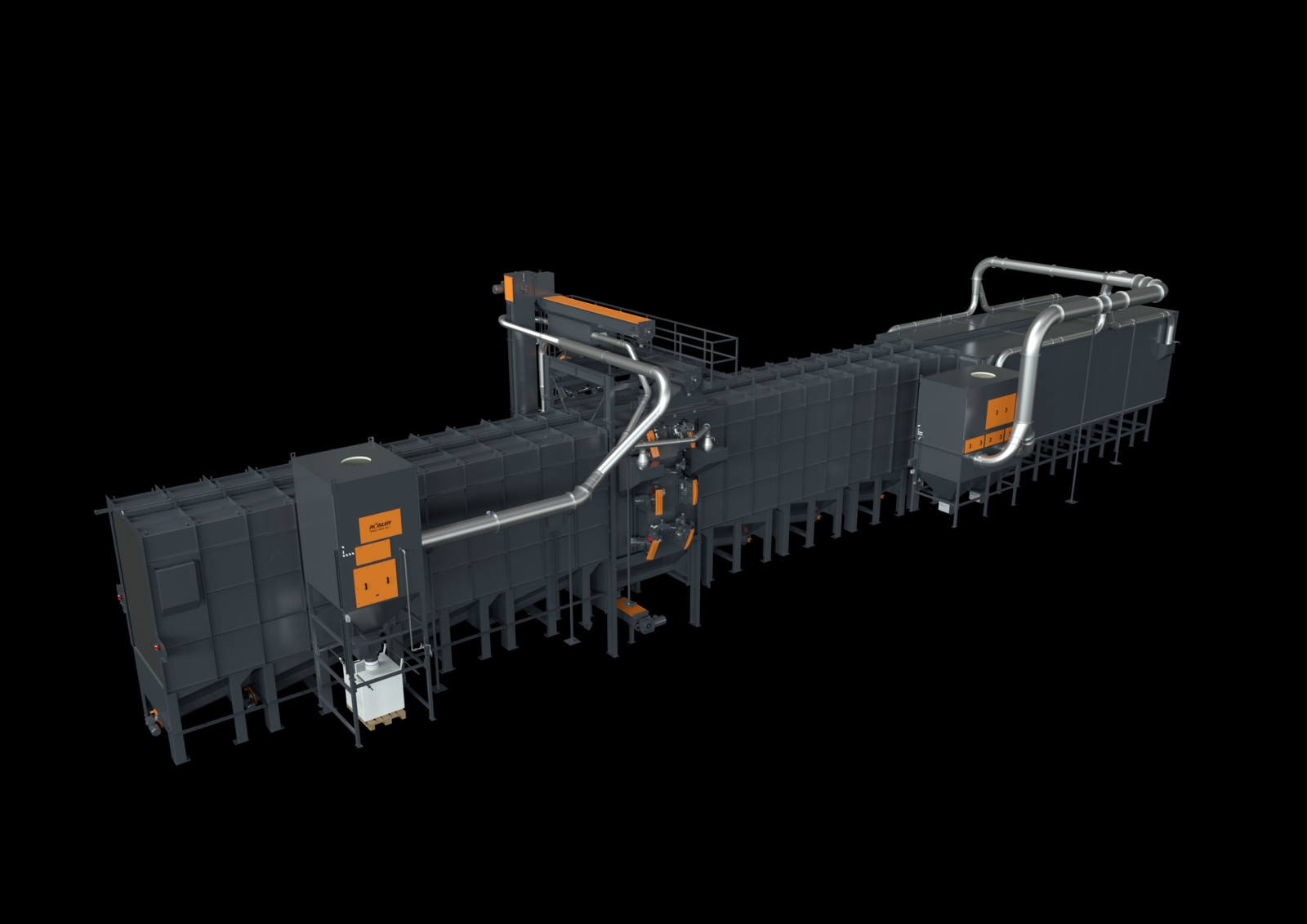
Der aktuelle Maschinenpark im Bereich Strahlen von Blechteilen ist mit drei Anlagen – zwei Durchlauf-Strahlanlagen mit bis zu 3.800 mm Blechbreite und einer Drehtisch-Strahlanlage –ausgestattet. Die alte Rundtisch-Strahlanlage mit einer Einsatzdauer von über sechs Jahrzehnten wurde durch die RDT 150 ersetzt. Zu den wesentlichen Forderungen dabei zählten, dass bei einem sehr breiten Teilespektrum ein anforderungsgerechtes Strahlergebnis in kürzester Bearbeitungszeit erzielt wird – und das so energieeffizient wie möglich. Da es auch für das in Magdeburg ansässige Unternehmen immer schwieriger wird, Mitarbeitende zu finden und das vorhandene Personal weitestgehend von schweren körperlichen Tätigkeiten entlastet werden sollte, spielte eine einfache Prozessautomatisierung inklusive Teilehandling ebenfalls eine wichtige Rolle. Maßgeschneidert für diese Aufgabenstellungen konzipierten Rösler und Teqram die vollautomatisierte Strahllösung Easy Shotblaster RDT 150. Das Strahlsystem ist in eine 8 x 8 m große Fertigungszelle integriert und besteht aus einem intelligenten, sehenden Roboter und einer entsprechend ausgestatteten Drehtisch-Strahlanlage.
Ganz ohne Teachen
Der Vision-gesteuerte Roboter, der für ein maximales Teilegewicht von 200 kg ausgelegt ist, erkennt durch seine innovative Bildverarbeitungstechnologie die in seinem Arbeitsbereich abgestellten Teile selbständig und unabhängig von ihrer Position auf der Palette. Dadurch entfällt das sonst übliche, zeitaufwendige Teachen oder Programmieren des Roboters. Die intuitive Schnittstelle sorgt außerdem dafür, dass kein Spezialwissen erforderlich ist. Nach der automatischen Auswahl des passenden Greifers aus dem Magazin positioniert der Roboter die Komponenten auf dem Drehtisch der Strahlanlage in idealer Lage und gibt die Informationen für die Auswahl des teilespezifischen Bearbeitungsprogramms weiter. Nach der Hälfte der definierten Strahlzeit werden die Teile vom Roboter automatisch gewendet und nach dem Prozess wieder auf die Palette zurückgelegt.

Roboterschleifen und -strahlen ohne Programmierung
20 % höhere Strahlleistung
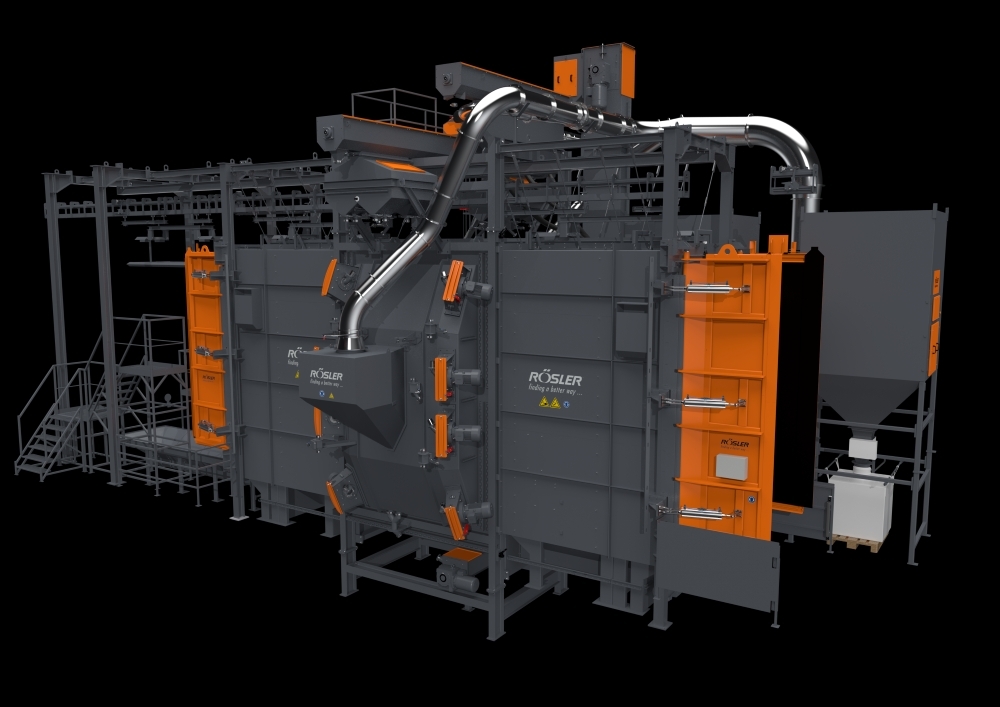
Die Drehtisch-Strahlanlage RDT 150 ermöglicht die Bearbeitung von Werkstücken mit unterschiedlichen Größen, Formen und Geometrien. Der Drehtisch hat einen Durchmesser von 1.500 mm und kann mit bis zu 500 kg belastet werden. Für die geforderten, möglichst kurzen Strahlzeiten ist die Anlage mit zwei Turbinen des Typs Gamma 300G mit jeweils 11 kW Antriebsleistung ausgestattet. Die von Rösler entwickelten Turbinen mit Wurfschaufeln im Y-Design erzielen laut eigenen Angaben durch ihre spezielle Form eine im Vergleich zu herkömmlichen Turbinen bis zu 20 % höhere Strahlleistung. Gleichzeitig würden sie energiesparend arbeiten. Zur Verringerung der Strahlzeiten und des Energiebedarfs tragen auch die vor den Turbinen installierten Sicherheitsschotts bei. Sie ermöglichen, dass für das Wenden der Teile nur die Strahlmittelzufuhr abgestellt wird, die Turbine aber weiterlaufen kann. Dies verhindert verbrauchsintensive Stromspitzen, zu denen es beim Herunter- und Hochfahren der Turbinen kommt. Vor dem Wenden und nach dem Strahlprozess wird auf den Teilen und dem Drehtisch vorhandenes Strahlmittel durch Abblasen entfernt.


Bearbeitung schwererer Teile möglich
Bei rund 90 % der Teile erfolgt das Be- und Entladen der Anlage durch den Roboter. Für Komponenten, deren Gewicht über der Belastungsgrenze des Manipulators liegt, lässt sich die Anlage auch manuell mit einem Kran beschicken. Diese Möglichkeit kann auch bei sehr kleinen Teilen genutzt werden, bei denen das automatisierte Beladen viel Zeit beansprucht. Aus Sicherheitsgründen werden die Turbinen im Falle einer manuellen Beladung vor dem Öffnen der Strahlkammer vollständig heruntergefahren. Die verschleißoptimierte Bauweise der kompakten Strahlanlage ermöglicht eine hohe Verfügbarkeit. So ist die aus robustem Manganstahl gefertigte Strahlkammer zusätzlich mit leicht auswechselbaren Verschleißschutzplatten aus dem widerstandsfähigen Material ausgekleidet. Darüber hinaus sind die Y-förmigen Wurfschaufeln der Gamma-Turbinen beidseitig verwendbar, sodass eine mindestens doppelte Standzeit erzielt wird. Der Austausch kann mittels Schnellwechselsystem bei eingebauter Turbine erfolgen.