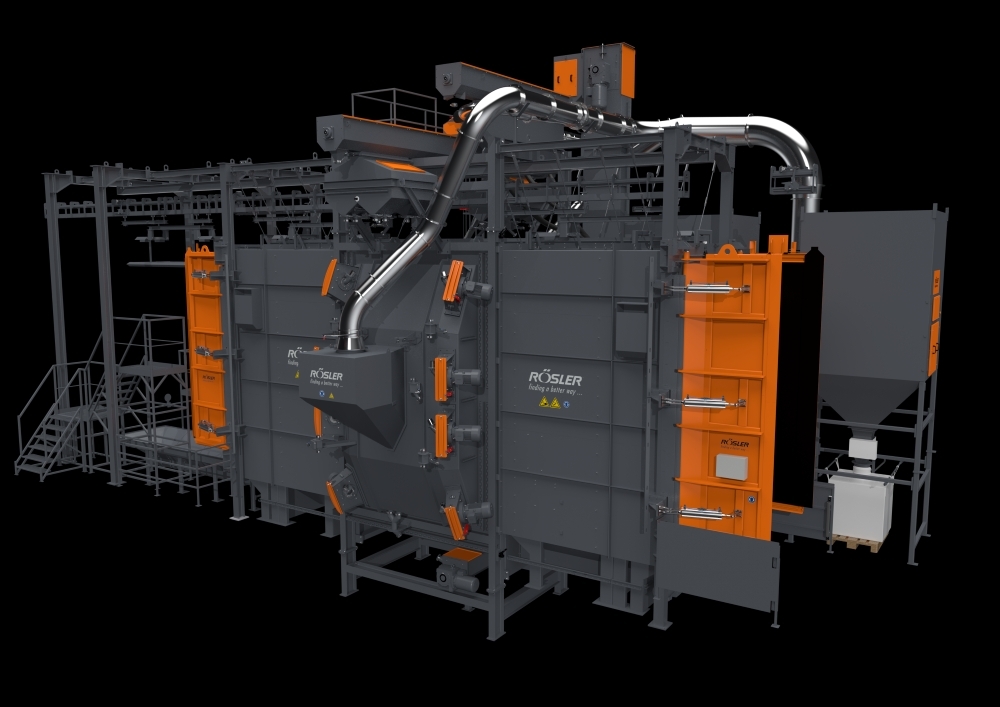
Die innovativen Landmaschinen eines global tätigen, brasilianischen Unternehmens kommen für die Ernte von Kaffeebohnen und Zuckerrohr sowie die Ausbringung und Pflege von Nutzpflanzen in mehr als 100 Ländern zum Einsatz. Erfolgsfaktoren der Produkte sind die hervorragende Leistung und Qualität, die auch auf einer kontinuierlichen Verbesserung der Abläufe und Prozesse in der Produktion basieren. Entsprechend entsteht in einem neuen Werk in Brasilien eine vollautomatisierte, digitalisierte Fertigungslinie, in der Bleche und Profile zugeschnitten, zu Stahlkonstruktionen zusammengeschweißt, kontinuierlich gestrahlt und lackiert werden. Für das Reinigungsstrahlen hat sich das Unternehmen aufgrund des an die Anforderungen angepassten Konzepts, der technischen Umsetzung und Qualität für die Hängebahn-Durchlaufanlage RHBD-K 22/27-HD von Rösler entschieden.
20 % höhere Strahlleistung
Der Teiletransport erfolgt durch das Power & Free-Transportsystem der Fertigungslinie, wofür eine Abstimmung der Schnittstellen zwischen den einzelnen Gewerken auch Dank der brasilianischen Rösler Niederlassung optimal ablaufen konnte. So gelangen die Baugruppen nach dem Schweißprozess durch eine Vorkammer zur eigentlichen Strahlkammer, die mit 12 Gamma 400G-Turbinen und einer Antriebsleistung von jeweils 11 kW ausgestattet ist. Die von Rösler entwickelten Hochleistungsturbinen verfügen über Wurfschaufeln im Y-Design. Die spezielle Gestaltung mit optimalem Krümmungswinkel erhöht im Vergleich zu herkömmlichen Turbinen die Abwurfgeschwindigkeit deutlich, wodurch eine bis zu 20 % höhere Strahlleistung ermöglicht und die Prozesszeiten signifikant verkürzt werden können.


Vorbereitet auf eine große Teilevielfalt
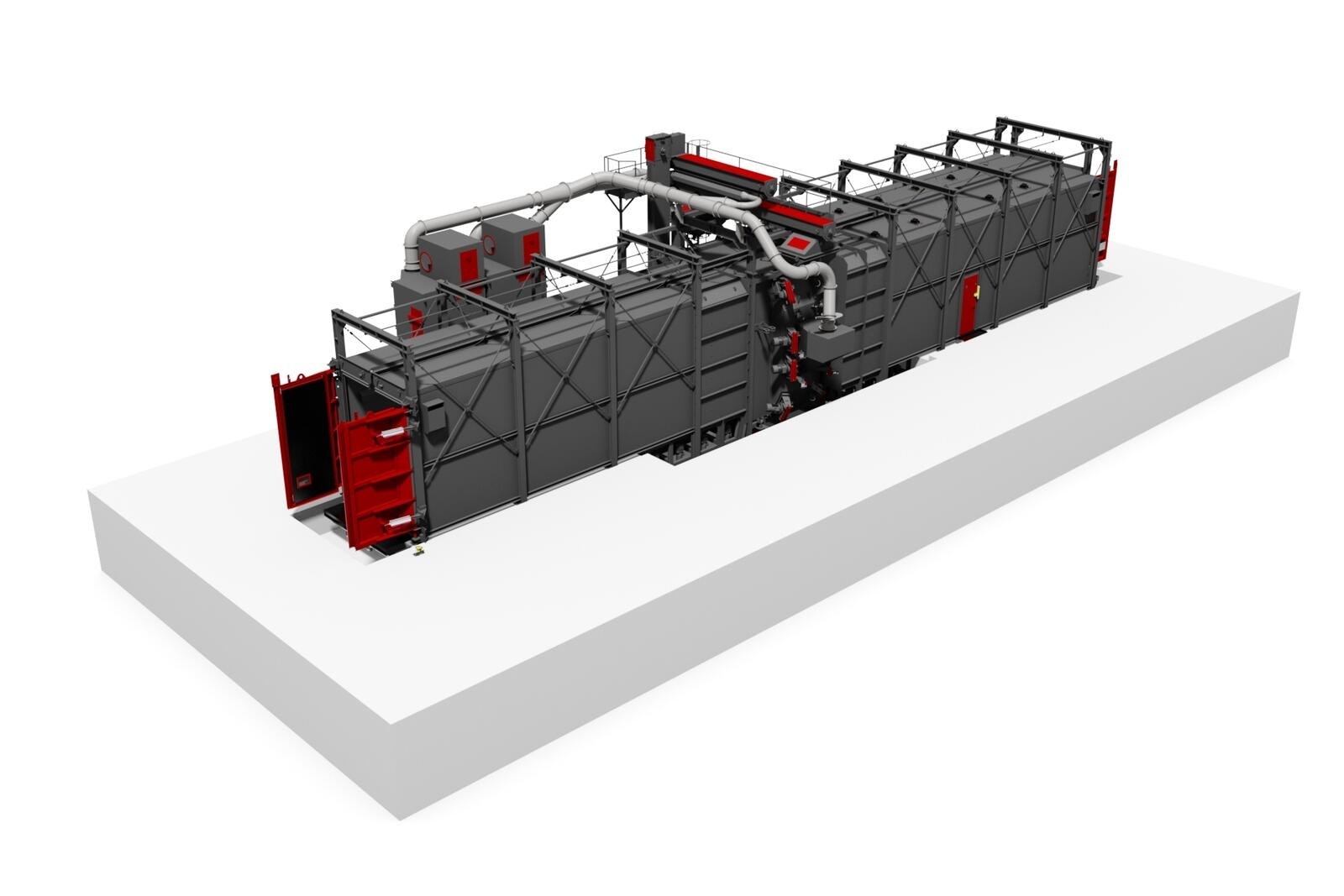
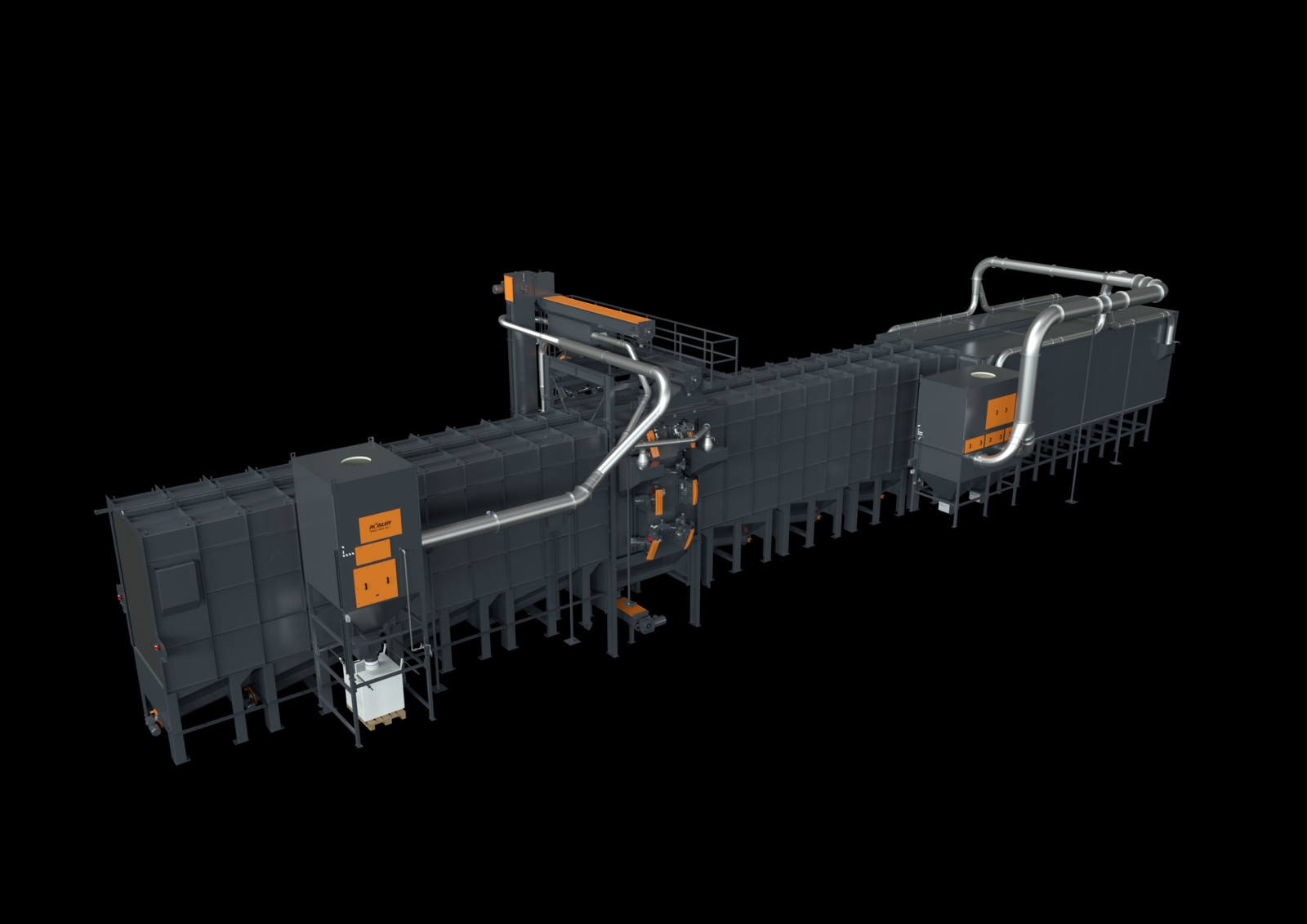
Entsprechend der enormen Teilevielfalt ist die Anlage ausgelegt für das Reinigungsstrahlen von Schweißbaugruppen mit Abmessungen bis zu 10.000 x 2.000 x 2.500 mm (L x B x H) und einem Gewicht von maximal 2.000 kg. Um bei großen, dickwandigen Konstruktionen das geforderte Strahlergebnis von Sa 2,5 und die vorgegebenen Oberflächenrauheitswerte für eine optimale Lackhaftfestigkeit ebenso prozesssicher und verzugfrei zu erreichen, wie bei sensibleren, dünnwandigen Komponenten, sind die Turbinen frequenzgesteuert. In Kombination mit automatischen Strahlmittelzuflussregelungen lässt sich der Bearbeitungsprozess optimal an die jeweilige Baugruppe anpassen. Die teilespezifische Programmauswahl erfolgt über den Leitrechner des Gesamtsystems. Im direkt an die Nachkammer der Strahlanlage anschließenden Freistrahlhaus können geometrisch komplexe Bauteilbereiche wie Hinterschneidungen partiell manuell nachgestrahlt werden. Das hierbei herabfallende Strahlmittel wird über Förderschnecken der zentralen Strahlmittelaufbereitung zurückgeführt und gereinigt, sodass für das Freistrahlhaus keine zusätzliche Aufbereitung erforderlich ist.

Optimal angepasster Schliff für Hochpräzisions-Tiefziehteile
Besonders Widerstandsfähig
Eine optimale Lackiervorbehandlung ist ein Muss, damit Landmaschinen unter allen klimatischen Bedingungen auch nach jahrelangem Einsatz noch gut dastehen. Aber auch die Durchlaufstrahlanlage ist auf eine lange Nutzungsdauer ausgelegt: Überzeugen konnte Rösler durch die verschleißresistente Ausführung der Anlage. Dazu zählt, dass die serienmäßig aus Manganstahl gefertigte Strahlkammer zusätzlich mit 10 mm dicken, einfach auszuwechselnden Platten aus dem robusten Material ausgestattet ist. Ein weiterer Pluspunkt ist die beidseitige Nutzbarkeit der Wurfschaufeln, was eine mindestens doppelte Standzeit ermöglicht. Der Wechsel kann mittels Schnellwechselsystem einfach und bei eingebauter Turbine erfolgen.