Mit hybridem Verbundschmieden lässt sich ganz ohne Schweißen eine stoffschlüssige Verbindung zwischen unterschiedlichen Metallen herstellen. In ihrem Forschungsprojekt haben Wissenschaftler aus Hannover und Clausthal einen Aluminiumbolzen und ein Stahlblech in die Schmiedepresse gelegt und den Aluminiumbolzen leicht gestaucht. Während dieses Umformprozesses geht der Bolzen eine feste Verbindung mit dem Stahlblech ein.
Worauf es beim Hybrid-Verbundschmieden ankommt
- Ein stabiles Umform-Füge-Verfahren gelang den Wissenschaftlern bei einer Umformtemperatur von 350 °C, einer Presskraft von 1.500 kN, einer Umformgeschwindigkeit von 26,6 mm pro Sekunde und einem Stauchweg von mindestens 9 mm.
- Je länger der Stauchweg, desto besser ist tendenziell der Zusammenhalt – allerdings darf der Aluminiumbolzen auch nicht zu stark umgeformt werden, damit sich das Blech nicht ebenfalls verformt.
- Eine geringe Umformgeschwindigkeit ist zuträglich, weil die Diffusionsprozesse dann besser ablaufen können und die Moleküle Zeit haben, sich zu verbinden. Zudem kommt es auf die Geometrie des Aluminiumbolzens an: Er sollte weder spitz zulaufen noch abgerundet sein, sondern flach, damit er möglichst großflächig auf dem Blech aufliegt.
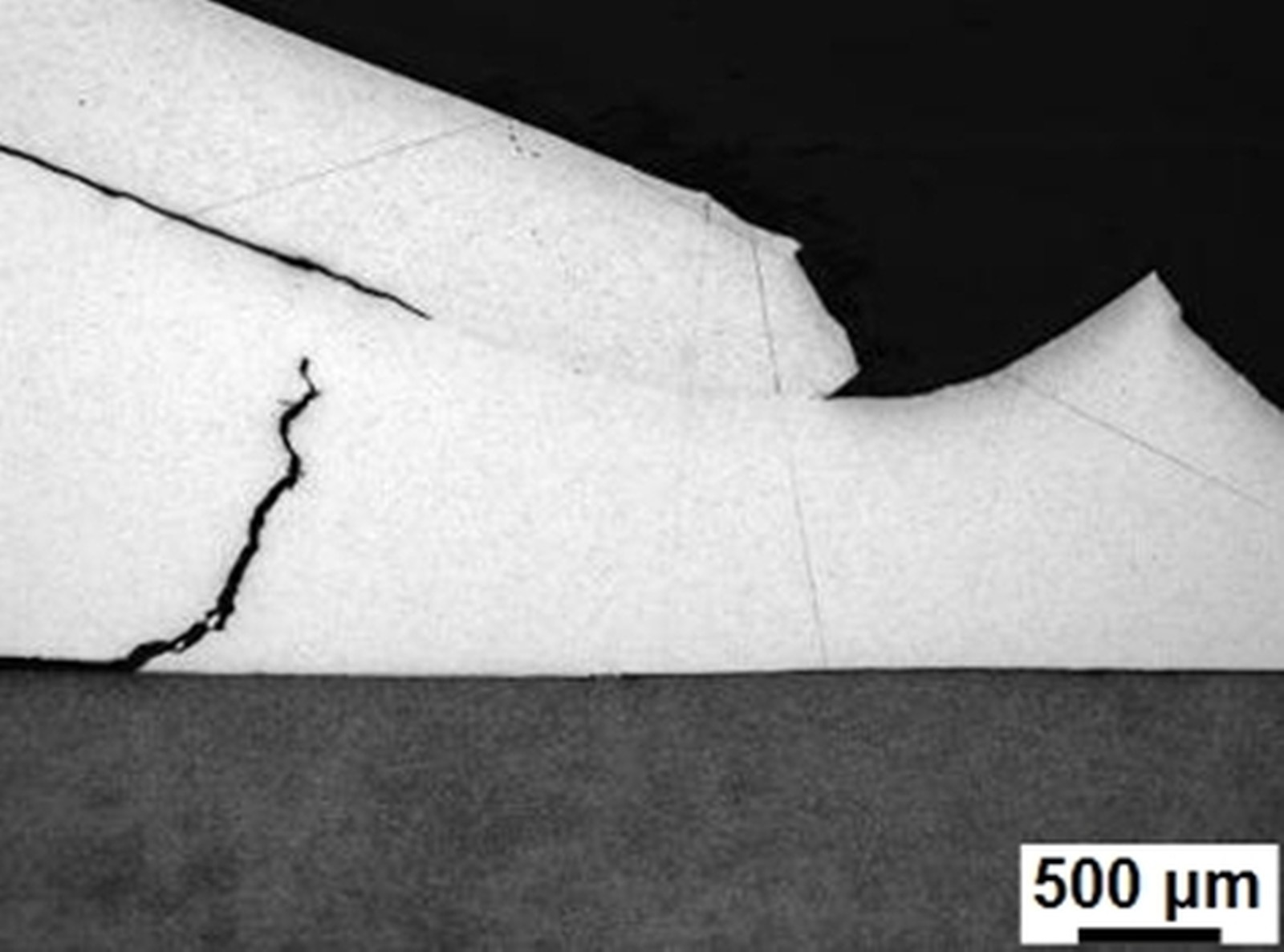
- Damit eine belastbare, stoffschlüssige Verbindung entstehen kann, kommt es zudem darauf an, den direkten Kontakt zwischen Aluminium und Stahl zu vermeiden. Denn wenn sich diese beiden Metalle vermischen, entstehen spröde intermetallische Phasen. Die Forscher haben deshalb Zink als Lotwerkstoff eingesetzt.
- Das Stahlblech und der Aluminiumbolzen wurden zunächst verzinkt, denn Zink geht sowohl mit Aluminium als auch mit Stahl eine stoffschlüssige Verbindung ein, ohne dass spröde Phasen entstehen. Durch den Pressdruck beim Schmieden kommen die Zinkschichten in Kontakt, die Moleküle verbinden sich und es entsteht eine stoffschlüssige, belastbare Verbindung.
- Die optimale Temperatur für das Umform-Füge-Verfahren liegt bei 350 °C, da sich bei dieser Temperatur das Aluminium gut umformen lässt und das Zink noch nicht schmelzflüssig ist. Optimale Ergebnisse haben die Forscher erzielt, indem sie sowohl den Aluminiumbolzen als auch das Stahlblech vor der Umformung auf 350 °C erwärmt haben.
- Die stoffschlüssige Verbindung, die beim Umformen entsteht, hält Belastungen von bis zu 2,1 kN stand und ist damit genauso stabil wie eine Schweißverbindung. Auch bei einer anschließenden Umformoperation – das Blech wurde tiefgezogen – hielt die Verbindung.

Das Grundlagenforschungsprojekt "Verbundhybridschmieden" wurde vom Institut für Integrierte Produktion Hannover (IPH) gGmbH und dem Institut für Schweißtechnik und Trennende Fertigungsverfahren (ISAF) der TU Clausthal gemeinsam durchgeführt und von der Deutschen Forschungsgemeinschaft (DFG) gefördert.