Von Klaus Vollrath
Bei der Bearbeitung von Linsen oder anderen Strukturen aus Glas, oder Keramik für Bereiche wie Labor- und Medizintechnik, Messgeräteherstellung oder Lasertechnik dominiert die „klassisch“ dreigeteilte Technologiekette aus Schleifen, Läppen und Polieren in drei unterschiedlichen Anlagen. Anett Jahn und Oliver Seidel, beide Geschäftsführer von Shape Fab, wollten das ändern – und entwickelten nach und nach Ideen, wie sich die Bearbeitung spröder Werkstoffe durch den Einsatz moderner, leistungsfähiger Werkzeugmaschinen, wie sie im Bereich der Metallverarbeitung routinemäßig eingesetzt werden, rationeller und effizienter durchführen ließe als mit der herkömmlichen Technologiekette. Ihnen habe schon länger die Idee vorgeschwebt, alle drei Arbeitsgänge in nur einer Aufspannung auf ein und derselben Werkzeugmaschine durchzuführen
Der Vorgang bisher
Bei der konventionellen Glasbearbeitung erfolgt nur der erste Arbeitsgang mit diamantkornbesetzten Schleifstiften, die eine definierte Geometrie aufweisen. Die beiden folgenden Arbeitsgänge Läppen und Polieren erfolgen dagegen mit losem Korn, wodurch zahlreiche Einflussfaktoren zu berücksichtigen sind. Das Läppen erfolgt mit ungebundenen Schleifkörnern einheitlicher Größe, die sich in einer Suspension in einem engen Spalt zwischen dem Werkstück und einem Gegenwerkzeug befinden. Ständige gleitende Relativbewegungen beider Körper sorgen dafür, dass winzige Materialmengen abgetragen werden. Das Ergebnis sind sehr matte Oberflächen mit einer Formgenauigkeit bis herab zu 0,5 µm und Rautiefen Rz bis unter 0,05 µm. Beim anschließenden Polieren werden dagegen Suspensionen, die sehr feine Poliermittelkörner enthalten, mithilfe nachgiebiger Textilien oder Filze unter leichtem Druck an der Oberfläche entlanggeführt. Damit soll die Oberfläche mit möglichst wenig Materialabtrag geglättet werden. Die Oberflächen sind danach hochglatt, transparent und glänzend. Bei komplexen Geometrien oder gar bei Freiformflächen können diese beiden Verfahren jedoch nicht ohne weiteres eingesetzt werden.


Exakte Geometrien erreichbar
„Im Unterschied zur üblichen Vorgehensweise bei der Glasbearbeitung arbeiten wir in allen drei Prozessabschnitten mit Werkzeugen, die eine definierte Geometrie aufweisen“, erklärt Anett Jahn. Hierzu werden bei Shape Fab alle Arbeitsgänge mit Schleifkörpern durchgeführt, deren Schleifmittelkörner fest gebunden sind. Dies hat den Vorteil, dass die gewünschte Geometrie ebenso exakt der CAD-Vorgabe entspricht, wie dies bei der CNC-Bearbeitung von Metallen möglich ist. Mit speziell ausgewählten Schleifwerkzeugen sind hierbei Oberflächengüten bis 8 nm Ra erreichbar. „Die besondere Stärke unseres Verfahrens liegt darin, dass wir Strukturen erzeugen können, die geometrisch oft wesentlich anspruchsvoller sind als jene, die mit den herkömmlichen Verfahren bisher möglich waren“, verdeutlicht Adrian Helming, Prokurist bei ShapeFab. Im Prinzip könne man damit Strukturen darstellen, die andere bisher nur mit Metall erreichen. Beispiele sind Bauteile mit 3D-Freiformflächen, Linsenarrays, fassungsfreie Bauteile mit integrierten Befestigungspunkten oder -bohrungen, Mikrofluidik-Komponenten für die Labortechnik, Sensoroptiken oder Teile mit selektiv polierten Flächen auch an schwer erreichbaren Positionen.


Losgröße 1 wirtschaftlich darstellbar
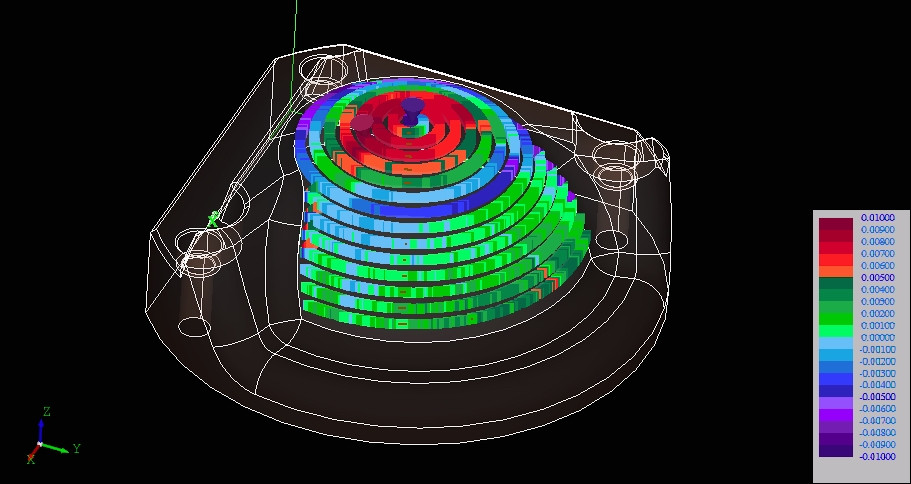
Da die Fertigung hoch automatisiert abläuft und die Teile unter CNC-Kontrolle und zumeist mithilfe von Standardwerkzeugen gefertigt werden, können Sonderanfertigungen bis herab zum Einzelstück wirtschaftlich hergestellt werden. Dank des Einsatzes moderner, hoch präziser fünfachsiger Fräsmaschinen mit Ausstattung zum Schleifen von Röders verfüge man über interessante Freiheitsgrade bei der konstruktiven Auslegung komplexer dreidimensionaler Geometrien. Die Röders HSC-5-Achs-Fräsmaschine RXP 501 DS wurde für höchste Genauigkeitsanforderungen bei zugleich hohen Leistungen insbesondere ausgelegt. So komme der Kunde zu Bauteilen, die bisher in dieser Form als nicht wirtschaftlich herstellbar galten. Erreichbar sind auch hohe Aspektverhältnisse bis zu 5:1, Stichmaßabweichungen unter 5 µm, Abmessungstoleranzen unter 3 µm, minimale Strukturabmessungen von 300 µm und Oberflächenrauigkeiten Ra von weniger als 8 nm. Bei Bohrungen seien Rundheitsabweichungen von lediglich 2 µm selbst bei großer Tiefe darstellbar.


Prozesskette weitgehend automatisiert
„Wir beschäftigen uns mit einer Fertigungstechnologie, die für die meisten Konstrukteure noch Neuland ist. Deshalb unterstützen wir unsere Kunden mit unserem speziellen Know-how“, sagt Seidel. Ermöglicht werde dies ungeachtet des noch kleinen Teams dank der Tatsache, dass die ganze Prozesskette weitgehend automatisiert wurde. Alle Abläufe von der CAD-Konstruktion über die CAM-Umsetzung und Bearbeitung bis zur Qualitätssicherung seien vollständig digitalisiert. Die Werkstücke sind auf den Trägern eines Nullpunktspannsystems von Erowa fixiert, das eine hohe Wiederholgenauigkeit gewährleistet, und können somit ohne Präzisionseinbußen von den Bearbeitungszentren zum Koordinatenmesssystem und auch wieder zurück transferiert werden. Das Messsystem von Werth verfügt nicht nur über die üblichen Taster, sondern zusätzlich über einen Weißlichtsensor sowie einen Fasertaster, der auch polierte Flächen nicht beschädigt.

Scharfkantige Übergänge ohne Kantenaussprünge
Aufgrund langjähriger Beschäftigung mit der Bearbeitung von Gläsern und Sprödmaterialien mithilfe von 5-Achs-Bearbeitungszentren, an die man bereits lange vor der Gründung der Firma heranging, verfüge man über weitreichendes Know-how bezüglich Anlagen, Software und Einsatzmöglichkeiten. Beispiele hierfür seien Fixiergeometrien, die direkt in optische Funktions- und Freiformflächen integriert wurden. Dadurch lassen sich die Bauteile auch ohne Justierelemente mikrometergenau in die Endanwendung integrieren. Auch könne man in Glas nicht nur Bohrungen, sondern sogar Gewinde durch fünfachsige Schleifbearbeitung erzeugen. Weiterer Vorteil für Abnehmer sei die Möglichkeit, Schleifwerkzeuge nach eigenen Designs zu verwenden. Damit seien beispielsweise auch Hinterschneidungen oder Löcher mit komplexerer Geometrie kein Problem. Ebenso beherrsche man auch die oft problematische Herstellung scharfkantiger Übergänge, ohne dass es zu Kantenaussprüngen komme.


Vertrauensvolle Zusammenarbeit
„Mit dem Hersteller Röders als Partner auf der Maschinenseite haben wir seit Jahren gute Erfahrungen gemacht“, betont Jahn. Begonnen habe die Zusammenarbeit mit einem Praktikum, das sie im Zusammenhang mit ihrer systematischen Vorbereitung auf die Firmengründung vor Jahren bei Röders absolvierte. Hier habe man ihr eine umfassende Weiterbildung bezüglich der Einsatzmöglichkeiten und der Handhabung der Röders-Anlagen und ihrer Steuerung zuteil werden lassen und sie auch bezüglich der Umsetzung ihrer Ideen zur Bearbeitung von spröden Werkstoffen unterstützt. Die Programmierung der von Röders selbst entwickelten Steuerung RMS6 auf Windowsbasis sei intuitiv und deshalb erfreulich einfach zu erlernen gewesen. Auch eigene Bearbeitungszyklen seien mit der RMS6 einfach umsetzbar gewesen, da diese umfangreiche Funktionen für eine leistungsfähige Programmierung biete für die Fälle, bei denen die vorhandenen Heidenhain-Zyklen nicht ausreichten. Das habe ihr dabei geholfen, recht schnell ihre ersten Bearbeitungsprogramme mit vergleichsweise geringem Zeitaufwand zu erstellen.


Potenzial für Serienanwendungen
„Wir haben bei der Gründung unseres Unternehmens sehr auf gründliche Vorbereitung und solide Finanzierung geachtet“, verrät Helming. Das Team habe sich über Jahre hinweg systematisch auf die Startup-Phase vorbereitet. Entscheidende Impulse gab es vom Exist-Gründerstipendium des Bundes, durch die Ernst-Abbe-Hochschule in Jena und durch tatkräftige Unterstützung seitens der Firma Röders. Dort habe man im Verlauf der Zusammenarbeit das Potenzial erkannt und beschlossen, die Gründer zu unterstützen. In der schwierigen Anfangsphase der Unternehmensgründung, als noch gar nicht an einen Kauf zu denken war, war Röders deshalb bereit, eine Maschine auf Mietbasis zur Verfügung zu stellen. Dies habe es der Firma ermöglicht, sehr früh erste Kunden zu beliefern, Einnahmen zu generieren und einen Kundenstamm aufzubauen sowie auch die Bearbeitungstechnologie weiterzuentwickeln. Inzwischen habe man bereits eine zweite Maschine, einen breiten und rasch wachsenden Kundenstamm und eine gute Auslastung. „Besonders zuversichtlich stimmen uns die zahlreichen Entwicklungsprojekte, die von Industriekunden an uns herangetragen werden, denn dahinter steckt noch enormes Potenzial für Serienanwendungen“, freut sich Helming.