XXL-Bleche bis 8 m Länge be-und verarbeitet die Indukant Blechbearbeitung GmbH aus Lennestadt-Elspe nun mit einer Coil-Stanzanlage. Die Schwesterfirma der Jochen Brill Hallen- und Industriebau GmbH und somit ein Mitglied der Jochen Brill Unternehmensgruppe agierte lange als verlängerte Werkbank des Spezialisten für den Industriehallenbau.
Mittlerweile hat sich Indukant einen namhaften Kundenstamm aufgebaut und fertigt heute mit 65 Mitarbeitern große Blechteile für den Baubereich wie etwa Zargen, Wandriegel und Bauteile für den Bereich Dach und Wand. Zudem wird ein namhafter Industrietorhersteller in großem Stil mit Industrietoreinfassungen, Wellenverkleidungen und anderen Produkten versorgt. „Wir sind spezialisiert auf Werkzeug ungebundene Blechfertigung im XXL-Bereich. Im Schwerpunkt fertigen wir Bauteile von vier bis acht Metern Länge. Dabei verarbeiten wir im Jahr etwa 5.000 Tonnen Blech“, erklärt Jens Kurzenacker, Geschäftsführer von Indukant.
Vor drei Jahren ließ man sich zum Schweißfachbetrieb nach DIN EN 1090 EXC 2 zertifizieren. Dadurch konnte der Bereich der Schweiß-/ und Montagebaugruppenfertigung massiv ausgebaut werden. Die Erweiterung des Produktportfolios und damit einhergehender Kompetenzen ist die Konsequenz einer strategischen Neuausrichtung des Unternehmens. „Früher haben wir Blechtafeln verarbeitet, indem wir sie auf Tafelscheren geschnitten und dann gestanzt hatten. Von dieser Basis wollten wir uns weiterentwickeln und haben eine Anlage gesucht, die beide Prozesse in einem vereint, um somit den Automatisierungsgrad zu steigern “, fährt Jens Kurzenacker fort. 2017 entstand dann der Kontakt mit Pivatic, einem Spezialisten für Coilanlagen, die zur skandinavischen Ursviken Gruppe gehören. 2018 wurde dann auch schon die Anlage, eine Piva Punch , nach den Bedürfnissen von Indukant installiert.
XXL-Bleche mit Coilbearbeitung auch bei kleinen Serien wirtschaftlich
„Für uns war es wichtig, dass wir die Produktivität erhöhen und dabei sehr flexibel bleiben. Wir haben es bei uns meistens mit kleinen Serien zu tun, aber auch mit Losgröße 1“, erklärt Jens Kurzenacker. Die Kunden von Indukant legen Wert auf kurze Lieferzeiten. Im Schwerpunkt wird die Anlage dabei für die Einfassungen von Industrietoren eingesetzt. Das bedeutet, dass dort in den meisten Fällen geometrisch baugleiche Teile mit unterschiedlichen Längen häufig in Stückzahl 1produziert werden. Zwischen vier bis acht Meter lange Bauteile muss die Anlage dabei bearbeiten. „Die Bauteilgrößen, die wir bearbeiten, gehen schon über den Standard hinaus. Vorher hatten wir zwei Mann an der Tafelschere und mussten dann noch mit zwei Mitarbeitern an der Stanzanlage arbeiten. Mit der Pivatic PivaPunch brauchen wir nur noch einen Mitarbeiter an der Anlage.“, skizziert Jens Kurzenacker die wirtschaftlichen Vorteile. Bei Serienartikeln wird die Anlage auch mannlos betrieben.


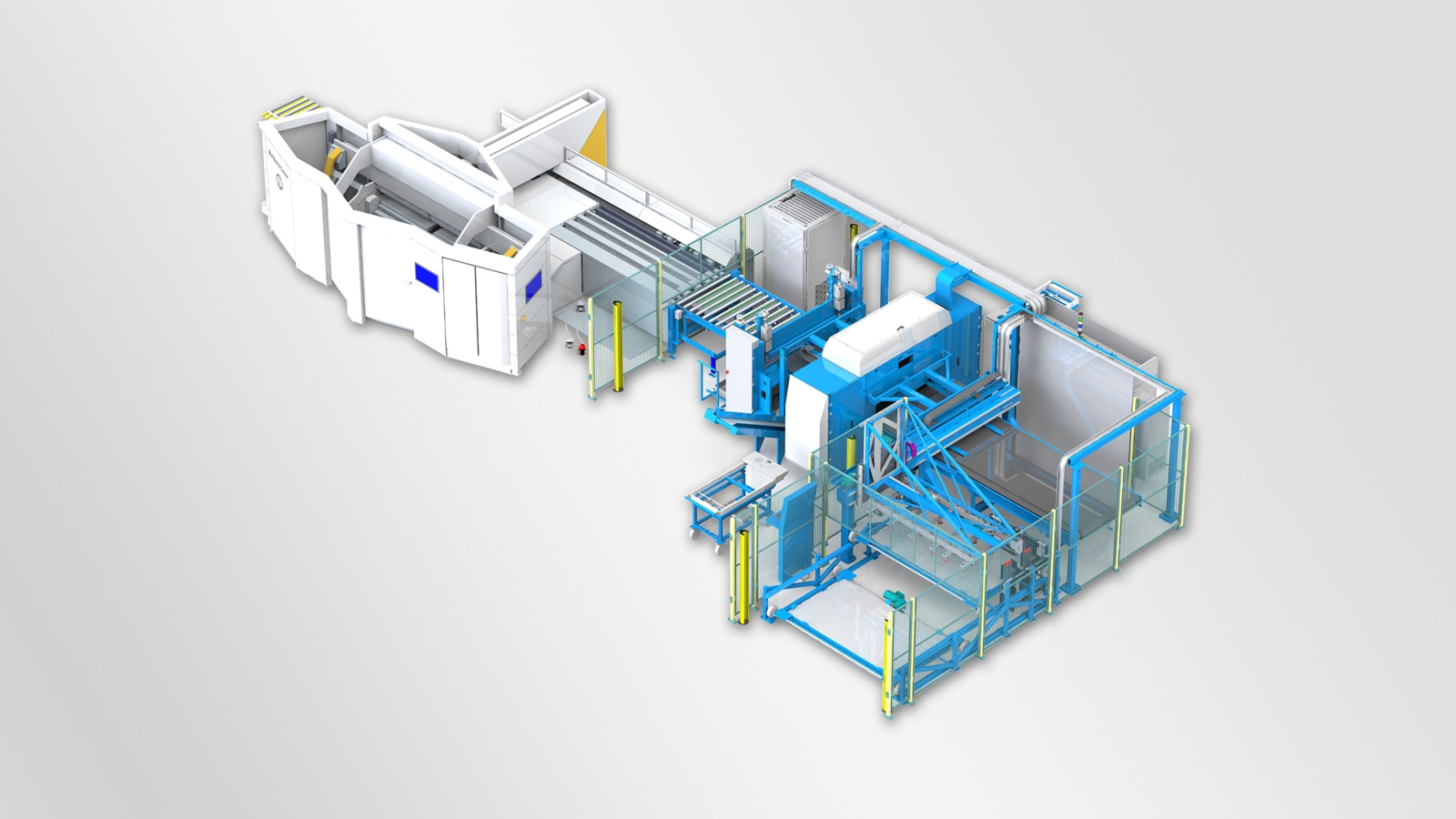
Von Beginn an betreute Helmut Otten, Vertriebsleiter DACH bei Pivatic das Projekt. „So wie wir die Piva Punch hier sehen, ist es eine Standardanlage mit einigen vom Kunden gewünschten Anpassungen. Mit dieser Anlage kann Indukant Materialstärken bis 4 mm bearbeiten. Wir haben aber auch Kunden die mit 6 mm Materialstärke arbeiten. Ausgestattet ist sie mit Abwickelhaspel, Richtanlage, einer CNC-Stanze, Arrondiereinheit, Tintenstrahldrucker für die Bauteilbeschriftung, Stapelanlage und Entnahmestation“, erklärt er die Anlagen-Konzeption. Im Fall von Indukant kommt ein Coilbahnhof zum Einsatz, dort kann schon der nächste zu bearbeitende Coil vorbereitet werden. Möglich wäre für die Piva Punch auch der Einsatz einer Doppel-Wendehaspel. Eine Besonderheit, abweichend von einer Standardanlage, ist die auf Kundenwunsch installierte Arrondiereinheit, die die Coilkanten bearbeitet und entschärft. Im Standard komm bei der Piva Punch eine Siemens-Steuerung zum Einsatz, die Software wird von Pivatic selbst geliefert und auf die Kundenbedürfnisse zugeschnitten. Für die Teileprogrammierung setzt Indukant die CAD/CAM Software von WiCAM ein.
Robust und langlebig
Und für was stehen die Anlagen von Pivatic? „Unsere Anlagen sind sehr robust und langlebig, auch wenn Sie bei vielen unserer Kunden 6 Tage/24 Stunden im Einsatz sind. Wir arbeiten bei Pivatic mit einem Baukastenprinzip. Aber genau genommen ähnelt kaum eine Anlage der anderen, da alle unsere Kunden individuelle Bedürfnisse haben, die wir dann in die Anlagenkonzeption mit einbeziehen.“, führt Helmut Otten an. Da die Längen der Bauteile für Industrietore immer variieren, das Lochbild aber in Abhängigkeit dazu gleich bleibt, wurde schon vor langer Zeit die Programmier-Software speziell für Indukant so verändert, dass sie bei eingegebener Länge des Bauteils das zugehörige Lochbild ermittelt und das entsprechende Bauteilprogramm für die Maschine ausgibt. „So ermittelt die Software quasi per Eingabe der Bauteillänge des individuell bestellten Bauteils die vollständige Bauteilkonstruktion inklusive Lochbild automatisch, was eine aufwändige Einzelprogrammierung vermeidet und im Zuge immer kürzer werdender Lieferzeiten Zeit und Ressourcen spart“, erklärt Jens Kurzenacker.
Entladekonzept überzeugt
Gerade wegen der Bauteillänge kommt dem Materialabtransport auch eine besondere Bedeutung zu. Vor der Installation der Anlage war das eine sehr personalaufwendige Angelegenheit. Jens Kurzenacker: „Das war neben dem Preis-/Leistungsverhältnis auch ein entscheidendes Kriterium für die Investitionsentscheidung in die Piva Punch. Hier hat uns das automatisierte Entladekonzept von Pivatic bei unseren Angebotsvergleichen am meisten überzeugt.“ Pivatic bietet hier je nach Bedarf verschiedene Konzepte an, sei es für die Entnahme besonders langer Bauteile, als auch für die Entnahme mehrerer kurzer Bauteile gleichzeitig. Insgesamt liefen auch Anlageninstallation und das Einfahren sehr reibungslos ab. „Wir haben die Mitarbeiter geschult und vor Ort natürlich noch Feinjustierungen vorgenommen“, erzählt Helmut Otten und Jens Kurzenacker ergänzt: „Natürlich waren einige Aspekte beim Bedienen der Anlage für uns neu.

Während das Querteilen und Stanzen für uns alt vertraute Themen waren, mussten wir in Sachen Abcoilen, Arrondieren und vor allem dem Richten noch unsere Erfahrungen sammeln wie jeder, der in die Coilbearbeitung einsteigt. Das haben wir aber schnell in den Griff bekommen.“ Unter dem Strich hat die Investition die Erwartungen von Indukant voll erfüllt: „Wir haben mit der Anlage schon viel von dem erreicht, was wir uns damit vorgenommen haben. Wir konnten manuelle Prozesse ablösen und den Automatisierungsgrad nachhaltig erhöhen. Die Softwareanbindung hat dabei reibungslos geklappt.“, resümiert Jens Kurzenacker.
www.indukant.de