Im Prototypenbau oder der Kleinserie kommen speziell auf den Stückzahlbereich angepasste Werkzeugtechnologien zum Einsatz. Während in der Großserienfertigung die Werkzeugaktivflächen aufwendig nachbearbeitet werden, um unter anderem die Verschleißbeständigkeit zu verbessern, ist die Oberflächenbearbeitung der Werkzeuge bei geringen Stückzahlen in der Regel nicht erforderlich. Um die Herstellung der Werkzeuge für Prototypenteile zusätzlich zu vereinfachen, kommen spezielle Werkstoffe und Fertigungsverfahren zum Einsatz. Diese beinhalten beispielsweise Gießsysteme aus niedrigschmelzenden Legierungen oder Kunststoffen, sowie das Fräsen von gut zerspanbaren Platten oder Blockmaterialien. Auch wenn diese Verfahren im Vergleich zur Herstellung von Großserienwerkzeugen mit geringerem Aufwand verbunden sind, stellen diese aufgrund vieler teils manueller Bearbeitungsschritten einen hohen Kostentreiber für die Herstellung von Prototypentiefziehteilen dar.
Tiefziehen auch bei kleinen Stückzahlen wirtschaftlich
Die additiven Fertigungsverfahren haben in den vergangenen Jahren sowohl in Bezug auf die Anlagentechnik als auch hinsichtlich der verwendbaren Werkstoffe eine rasante Entwicklung hingelegt. Wesentliche Vorteile der additiven Fertigungsverfahren ist die Möglichkeit auch komplexe Geometrien ohne signifikanten Mehraufwand fertigen zu können, sowie die weitaus automatisierte und digitale Prozesskette, welche die Herstellung von Bauteilen direkt aus 3D-CAD-Daten ermöglicht. Die genannten Vorteile können auch für die Herstellung von Prototypenwerkzeugen in der Blechumformung gezielt genutzt werden. Am WZL der RWTH Aachen werden additiv gefertigte Kunststoffwerkzeuge erforscht, welche unter anderem auch für das Tiefziehen von Feinblech eingesetzt werden. In einem Fallbeispiel, wurde die Geometrie eines Blechteils einer Fahrzeugkarosserie tiefgezogen und sowohl das wirtschaftliche Potential als auch die technische Machbarkeit analysiert. Durch die additive Fertigung der Werkzeuge mittels Fused Layer Modeling (FLM) und dem Material Polylactid (PLA) konnten die Kosten zur Herstellung der Werkzeuge um etwa 90 % im Vergleich zu konventionellen Prototypenwerkzeugen aus Stahl reduziert werden. Eine Bauteilserie von insgesamt sieben Stück konnte ohne Werkzeugversagen gefertigt werden. Die maximale plastische Verformung an den Werkzeugen nach der siebten Umformung betrug weniger als einen Millimeter.
Flexible Fertigungsprozesskette für das Tiefziehen
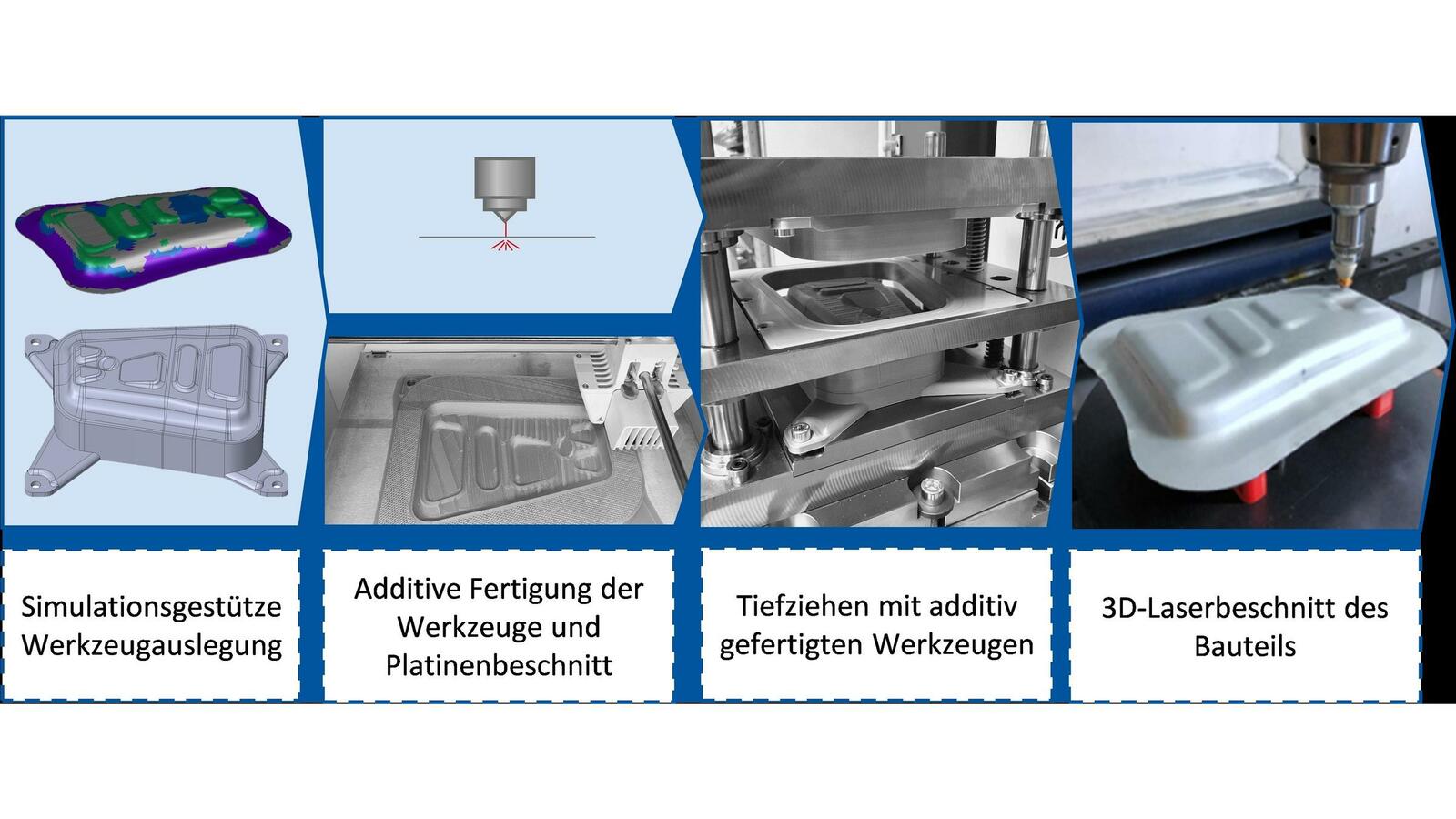
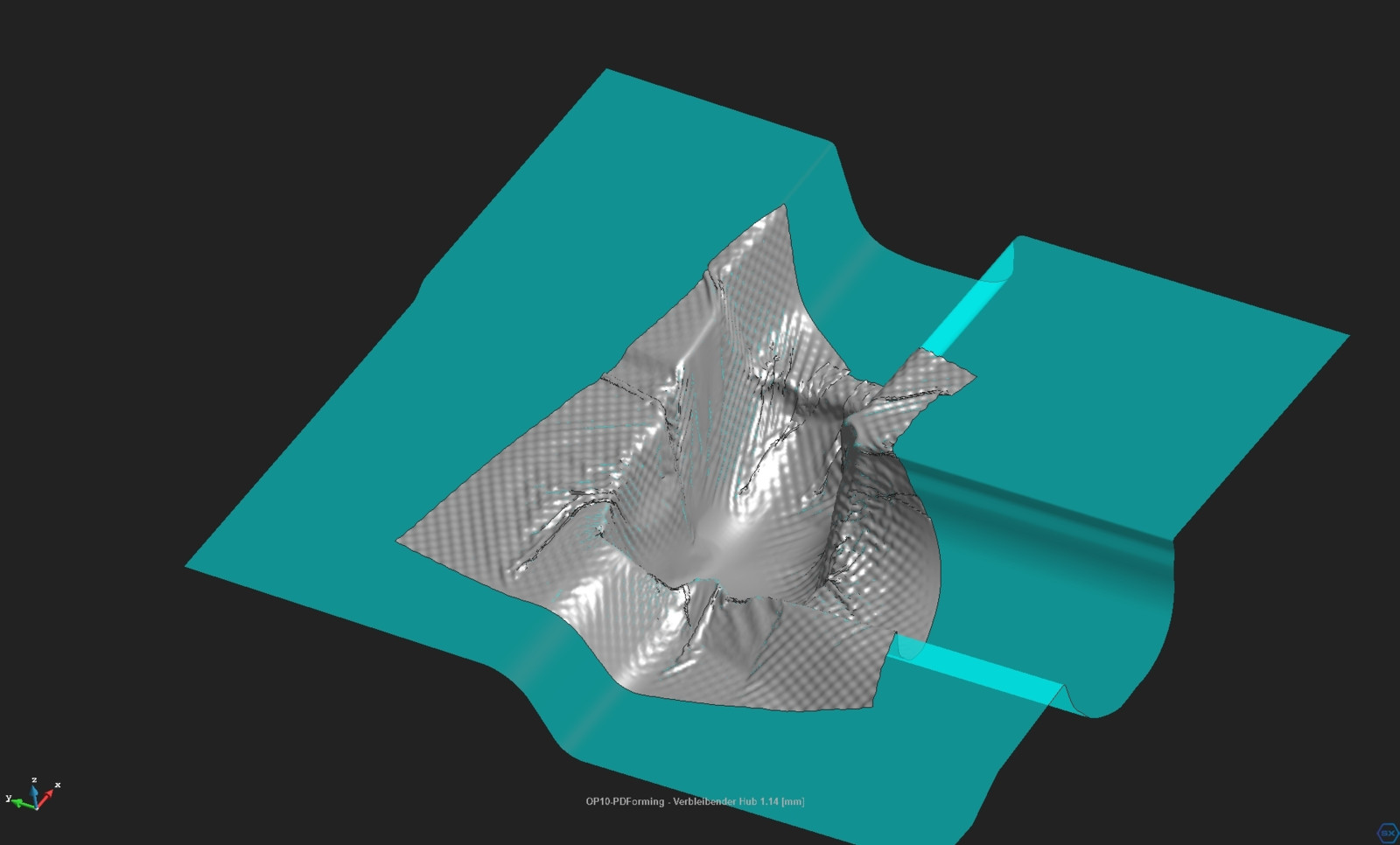
Zur Herstellung von vollfunktionsfähigen Tiefziehteilen für kleine Stückzahlen kann das Tiefziehen mittels additiv gefertigter Werkzeugen mit weiteren flexiblen Fertigungsverfahren zu einer flexiblen Fertigungsprozesskette kombiniert werden. Ausgangspunkt dieser Prozesskette stellt die simulationsgestützte Werkzeugauslegung und die 3D-druckgerechte Werkzeugkonstruktion dar. Es folgt der Platinenbeschnitt beispielsweise durch das Laserstrahlschneiden, sowie die additive Fertigung der Werkzeuge. Im Anschluss an den eigentlichen Tiefziehprozess können die Blechteile wiederum mit einem weiteren flexiblen Fertigungsverfahren (z.B. 3D-Laserstrahlschneiden) beschnitten und gelocht werden.
Fazit:
Die Herstellung von Tiefziehteilen mittels additiv gefertigter Kunststoffwerkzeuge hat großes Potential nicht nur die Fertigungszeiten, sondern auch die Herstellkosten deutlich zu senken. Ein gutes Verständnis über die Nutzung der additiven Fertigung wie auch der Werkzeugauslegung ist dabei entscheidend, um die Werkzeugtechnologie für den jeweiligen Anwendungsfall anzupassen.