Eine Nimak-Entwickluntg beim einseitigen Punktschweißen ermöglicht ab sofort Konstruktionsweisen, die vorher nicht denkbar waren, betont Tobias Broda, bis Ende des vergangenen Jahres Fachbereichsleiter Pressschweißen in der Abteilung Forschung und Entwicklung der Schweißtechnischen Lehr- und Versuchsanstalt Halle (SLV Halle), und fügt hinzu: „Gerade bei der Verbindungstechnik im Schienenfahrzeugbau kommt das neue Verfahren einem technologischen Durchbruch gleich.“
Er spricht über eine gemeinsame Entwicklung der SLV Halle mit Nimak, einem der führenden Anbieter im Bereich der Widerstands-Schweißtechnik sowie größter deutscher Hersteller von Roboter- und Handschweißzangen. In Kooperation mit dem Unternehmen aus Wissen in Rheinland-Pfalz ist es Broda gelungen, ein einseitiges Punktschweißsystem mit thermoexpansionsbasierter Prozessregelung zu entwickeln.
Die Idee zu diesem durch das Zentrale Innovationsprogramm Mittelstand (ZIM) vom Bundesministerium für Wirtschaft und Energie geförderten Projekt basiert auf der ebenfalls von Nimak entwickelten „magneticDrive“-Technologie. Bei dieser können durch den Einsatz eines mikroprozessgesteuerten Elektromagneten erstmals nicht nur die Stromstärke, sondern auch die Kraft und der Kraftverlauf während des Pressschweißens gesteuert werden. Dadurch lassen sich ein sehr präziser und sanfter Kraftaufbau sowie individuelle Kraftprofile realisieren, was wiederum extrem kurze Fügeprozesse innerhalb von 10 bis 20 Millisekunden ermöglicht. „Dank des blitzschnellen Regelns des ‚magneticDrive‘ wird stets die programmierte Soll-Kraft gewährleistet“, ergänzt Kay Nagel, Vertriebsleiter bei Nimak.
Gerade in Branchen, für die Leichtbaukonzepte eine wichtige Rolle spielen, bietet das nun entwickelte einseitige Punktschweißen völlig neue Möglichkeiten. So zum Beispiel auch im Schienenfahrzeugbau – der Kernkompetenz der SLV Halle –, wo Profilkonstruktionen und in Zukunft auch Rohrstrukturen zu erheblichen Gewichtseinsparungen führen können.
Das bislang übliche zweiseitige Widerstands-Punktschweißen stößt hier zunehmend an seine Grenzen, da die Fügestellen durch die bauliche Geometrie nicht erreichbar sind. Grundsätzlich ist das Widerstandsschweißen im Leichtbau sehr interessant, da dieses nach wie vor die wirtschaftlichste Verbindungstechnik ist und schnelle Fügeprozesse erlaubt. Insofern galt es, hierfür eine Lösung zu entwickeln, die zudem dem anspruchsvollen Werkstoff Aluminium gerecht wird und eine hohe reproduzierbare Qualität gewährleistet.
Einseitiges Punktschweißen mit thermoexpansionsbasierter Regelung
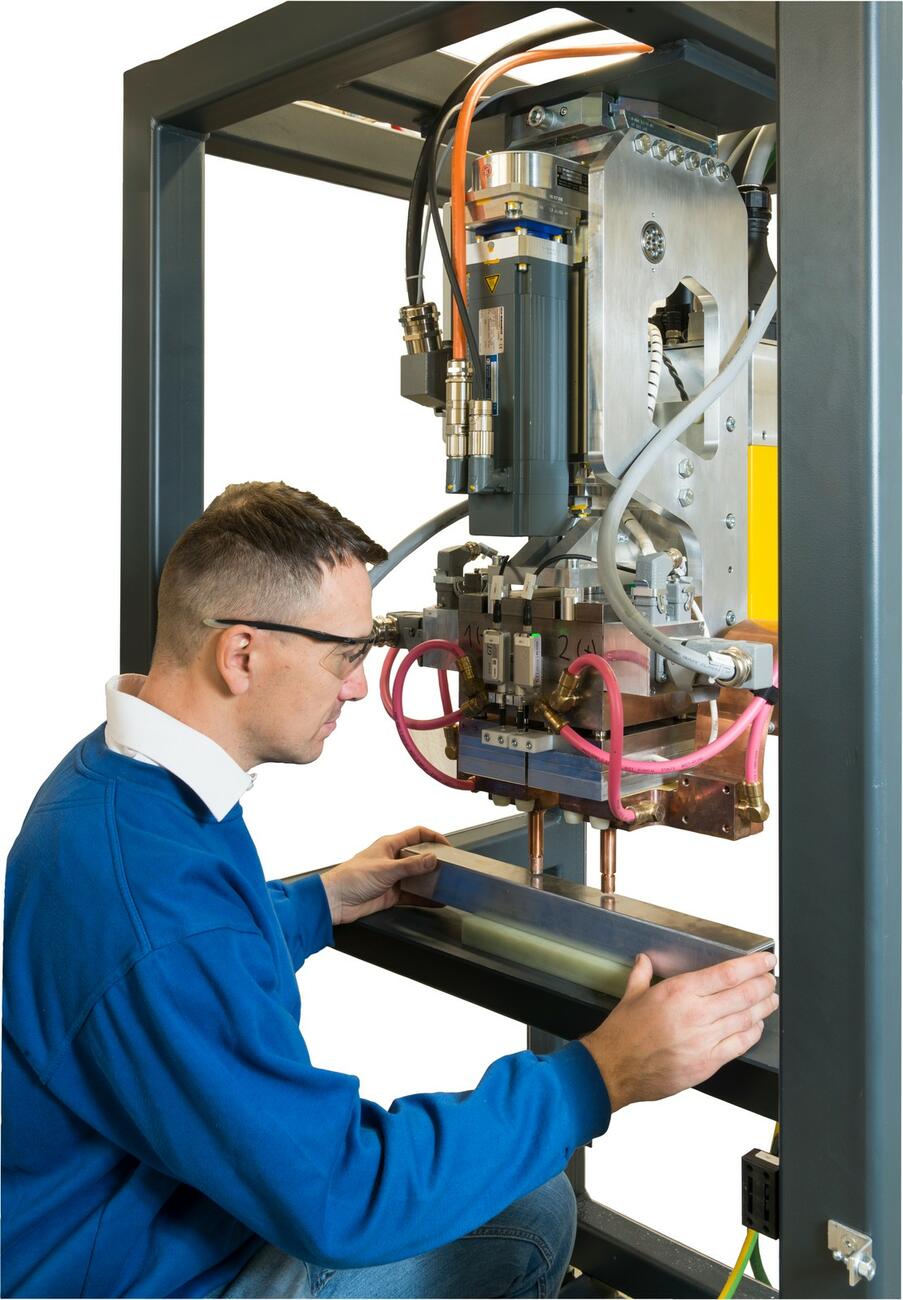
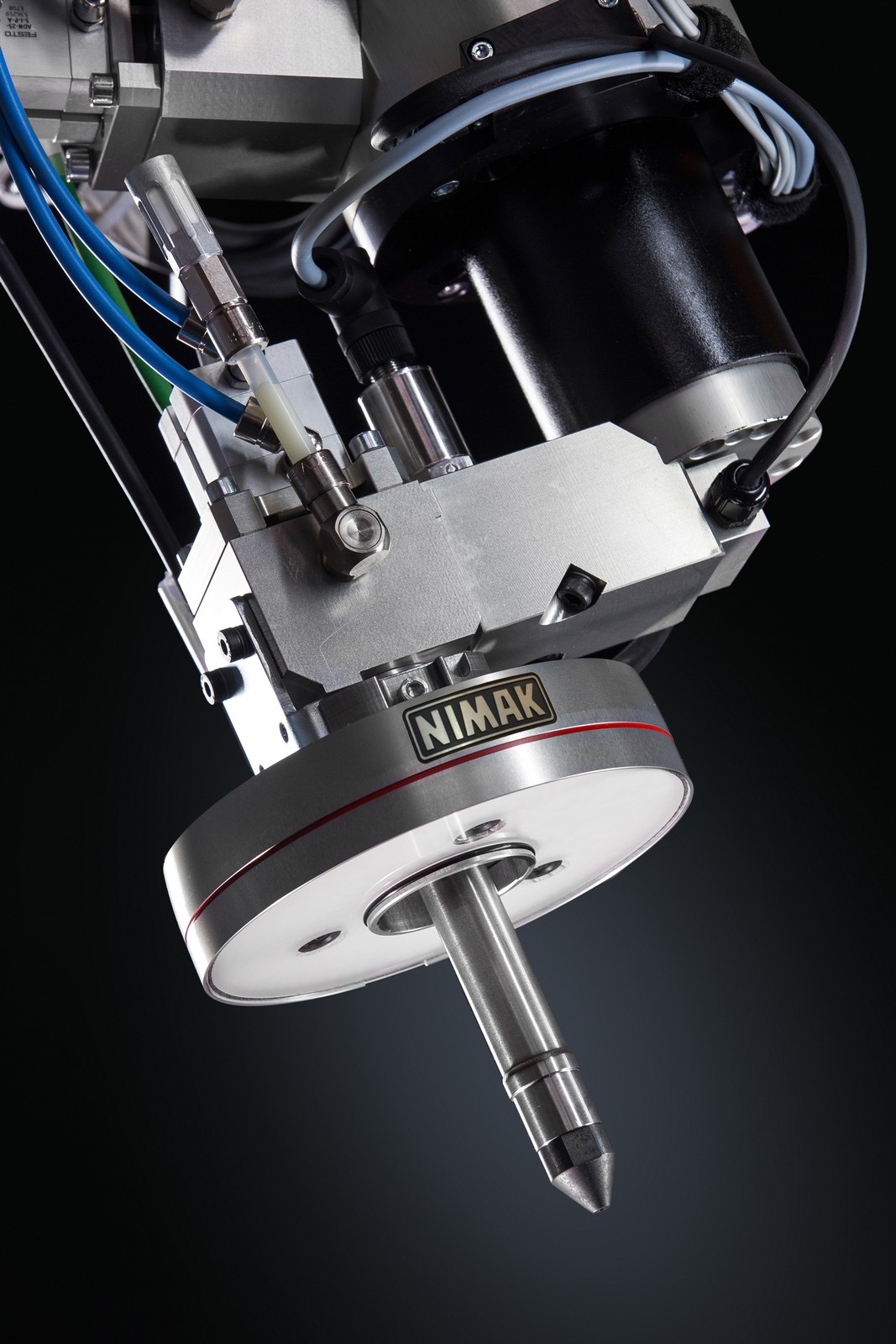
Weil anders als beim klassischen zweiseitigen Punktschweißen die beiden Elektroden beim einseitigen Fügen nicht mehr auf dem oberen und unteren Blech gegenseitig anliegen können, hat Nimak einen völlig neuen Doppelpunkter entwickelt. Dabei ging es auch darum, die besondere Herausforderung des Punktschweißens von Aluminium zu bewältigen. Denn da Aluminium besonders gut leitet, ist es hier besonders schwierig, den Stromfluss durch das obere und dann noch durch das untere Blech oder die Rahmenstruktur und wieder zurück zu leiten.
Um hier qualitativ hochwertige Verbindungen zu erzeugen, muss mit besonders abgestimmten Schweiß-Kraftprogrammen gearbeitet werden. Genau das ist Nimak nun mit dem neuen Doppelpunkter gelungen, der sich von herkömmlichen Doppelpunkt-Anlagen durch den Einsatz von zwei „magneticDrive“-Kraft- und -Nachsetzsystemen mit einer integrierten Kraftreglung anstelle von herkömmlichen pneumatischen der elektromotorischen Einheiten unterscheidet.
Zugleich verfügt das „magneticDrive“-System über ein Wegmesssystem beziehungsweise eine Sensorik, die es ermöglicht, während des Schweißens die Ausdehnung der Schweißlinse zu messen. Das Ausmaß dieser Thermoexpansion hat Broda in dem gemeinsamen Projekt untersucht, um daraus eine Stellgröße für den Schweißprozess abzuleiten. Ziel seiner Arbeit war die Ausarbeitung einer sicheren Korrelation zwischen Ausdehnung und Schrumpfung sowie des Durchmessers der Linse. „Die Ergebnisse dieser Analyse haben wir bei der Programmierung der Thermo-Expansionsregelung einfließen lassen“, erläutert Nagel. „Auf dieser Basis kommen die jeweils optimalen Strom-, Zeit- und Kraftprofile im Verlauf des Schweißprozesses zum Einsatz.“ Das Weg- beziehungsweise Stromsignal des Magneten werde insofern auch genutzt, um durch Kraftanpassung auf die Linsengröße Einfluss zu nehmen.
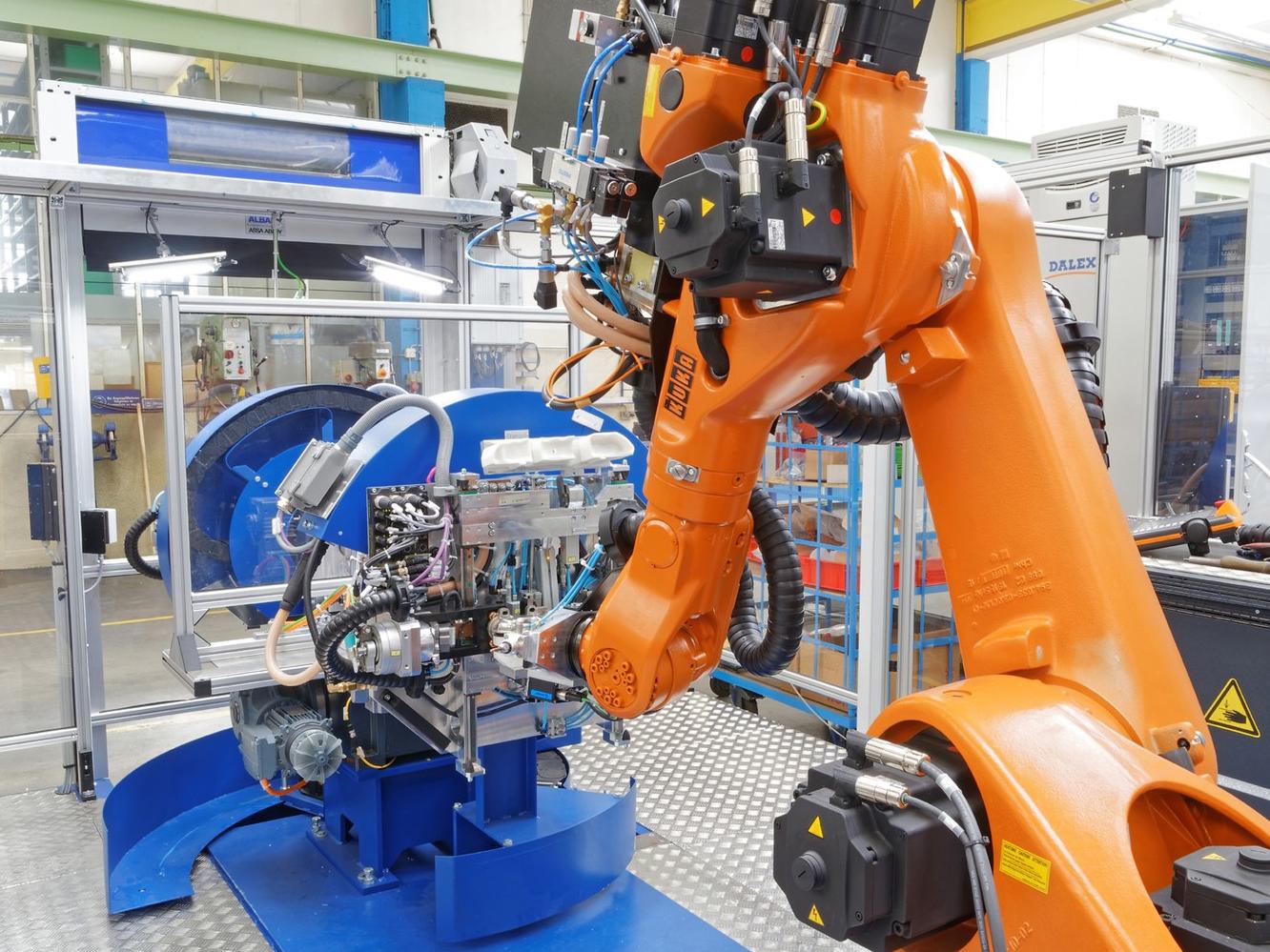
„magneticDRIVE“ wird jetzt also in zweifacher Hinsicht genutzt, zunächst beim Messen der wärmebedingten Ausdehnung der Schweißlinse, was bislang nicht berücksichtigt wurde. Und schließlich bei deren Schrumpfung, bei der die Elektrode dann blitzschnell nachsetzt. Durch diese Kraftregelung ergibt sich ein noch besseres Schweißergebnis. Die Schweißung kann je nach Materialstärke des Aluminiums mit Schweißstrom deutlich unter 50 kA erfolgen, was den Einsatz kleinerer Schweißtransformatoren und -Inverter ermöglicht, was wiederum zu einer erheblichen Gewichtsreduzierung des Schweißsystems führt und den Einsatz an Industrie-
robotern begünstigt.
Qualitätsanforderungen im Schienenfahrzeugbau voll erfüllt
„Das Ziel des einseitigen Widerstands-Punkt-
schweißens mit thermoexpansionsbasierter Regelung ist es, eine optimale Schweißlinsengröße zu erzielen, die dann auch noch möglichst frei von Imperfektionen sein soll“, fasst Nagel zusammen. „Durch die Möglichkeit, exakt messen zu können, wie stark sich die Schweißlinse ausdehnt und wie tief die Elektrode später in das Blech einsinkt, können wir genau sagen, ob die Schweißung den Ansprüchen genügt.“ Für den Schienenfahrzeugbau sei dies nachgewiesen worden, bestätigt der bisherige SLV-Fachbereichsleiter Broda. Nach der DIN EN 15085 erfülle die neue Nimak-Schweißtechnik die vorgegebenen Vorschriften für den Schienenfahrzeugbau, in Deutschland insbesondere für die Deutsche Bahn. Die Qualitätsanforderungen seien erfüllt, da der Mindestdurchmesser der Schweißlinse und deren erforderliche Belastbarkeit erreicht werden. Auch die Prozessstabilität sei im Rahmen einer Verfahrensprüfung nach DIN EN ISO 15614 Teil 12 durch Sichtprüfung, Scherzugproben und Makroschliffe an einer Beispielverbindung nachgewiesen worden.
„Damit ist das neue Nimak-Schweißverfahren vermarktungsreif“, stellt Broda fest. Auch wenn es häufig eine geraume Zeit dauere, bis eine neue Technologie in der Praxis eingesetzt werde und der Schienenfahrzeugbau dabei generell eher zurückhaltend agiere, sieht Broda gute Perspektiven: „Bei einem kürzlichen Erfahrungsaustausch und einer Weiterbildung für Schweiß-Aufsichtspersonen im Schienenfahrzeugbau in der SLV Halle ist die Entwicklung positiv und interessiert aufgenommen worden.“
Dieser Erfolg beruhe auch auf der guten Zusammenarbeit mit Nimak. Das große Engagement im Projekt und der ausgezeichnete Austausch in allen fachlichen Fragen habe sich ausgezahlt. Für die SLV Halle sei die Forschungskooperation mit Nimak eine ideale Partnerschaft, zumal sich einmal mehr bestätigt habe, dass das Unternehmen seinen Anspruch als Innovationsführer untermauert hat. „Die Entwicklung des einseitigen mobilen Widerstands-Punktschweißsystems mit thermoexpansionsbasierter Regelung zeigt das deutlich“, unterstreicht Broda und fügt hinzu: „Wenn sich diese im Markt etabliert hat, ist das wirklich ein Meilenstein bei der Fügetechnik im Schienenfahrzeugbau.“ Dieses Potenzial schätzt auch Nimak-Vertriebsleiter Nagel ausgesprochen interessant ein, genauso wie weitere Anwendungsmöglichkeiten überall dort, wo der Leichtbau eine Rolle spielt und Blech-Verbindungen wegen einer nur einseitigen Zugänglichkeit der zu verbindenden Stelle bisher mit Nieten- oder Schraubtechnik umgesetzt wurden. So peile das Unternehmen mit der neuen Technologie neben dem Schienenfahrzeugbau auch die Luft- und Raumfahrt oder die Produktion von Bussen an.
www.nimak.de | www.slvhalle.de