In der Welt der Fertigung kann die Fähigkeit, Dinge fest und verlässlich zu greifen und zu halten, für einen erfolgreichen Produktionsablauf entscheidend sein. Doch obwohl Greifer so wichtig sind, schenken die Entwickler von Pick-and-Place Automatisierungssystemen der Wahl des richtigen Greifertyps oftmals zu wenig Aufmerksamkeit. Welche Faktoren unbedingt berücksichtigt werden sollten - und warum - erläutert nachfolgend Dan Campbell, Leiter des Produkt-Managements bei Destaco.
Pneumatischer oder elektrischer Greifer?
Über 95% der heute in der automatisierten Fertigung eingesetzten Greifer sind pneumatisch betrieben. Obwohl vereinzelt auch elektrische Greifer eingesetzt werden, sind pneumatische Greifer seit vielen Jahren der Standard und werden auf absehbare Zeit ihre dominierende Stellung behalten. Pneumatische Greifer werden generell für drei elementare Aufgaben eingesetzt.
- Die erste Aufgabe ist das Greifen und Halten eines Produkts oder einer Komponente beim Verlagern, zum Beispiel von oder zu einem Förderer, einer Arbeitsstation, Maschine etc. Dabei kann es sich um einen simplen Vorgang handeln, wie das Aufnehmen einer Aspirinflasche von einem Förderband und das Verstauen der Flasche in einer Schachtel.
- Die zweite Aufgabe ist das Ausrichten eines Teils, oder die korrekte Positionierung des Teils oder Produkts in Vorbereitung auf den nächsten Arbeitsschritt. In unserem Beispiel würde ein Greifer die Aspirinschachtel umdrehen, damit ein Etikett angebracht werden kann.
- Die dritte Aufgabe ist das Greifen eines Teils während es bearbeitet wird. In unserem Beispiel könnte ein robotergeführter Greifer die Aspirinschachtel festhalten, während sie verschlossen oder etikettiert wird.
Diese unkompliziert klingenden Vorgänge können nur dann effektiv funktionieren, wenn der richtige Greifertyp für die jeweiligen Einsatzbedingungen gewählt wurde. Im weitesten Sinn gibt es zwei Arten von Betriebsumgebungen, die man besonders berücksichtigen muss:
Unreine Betriebsumgebung
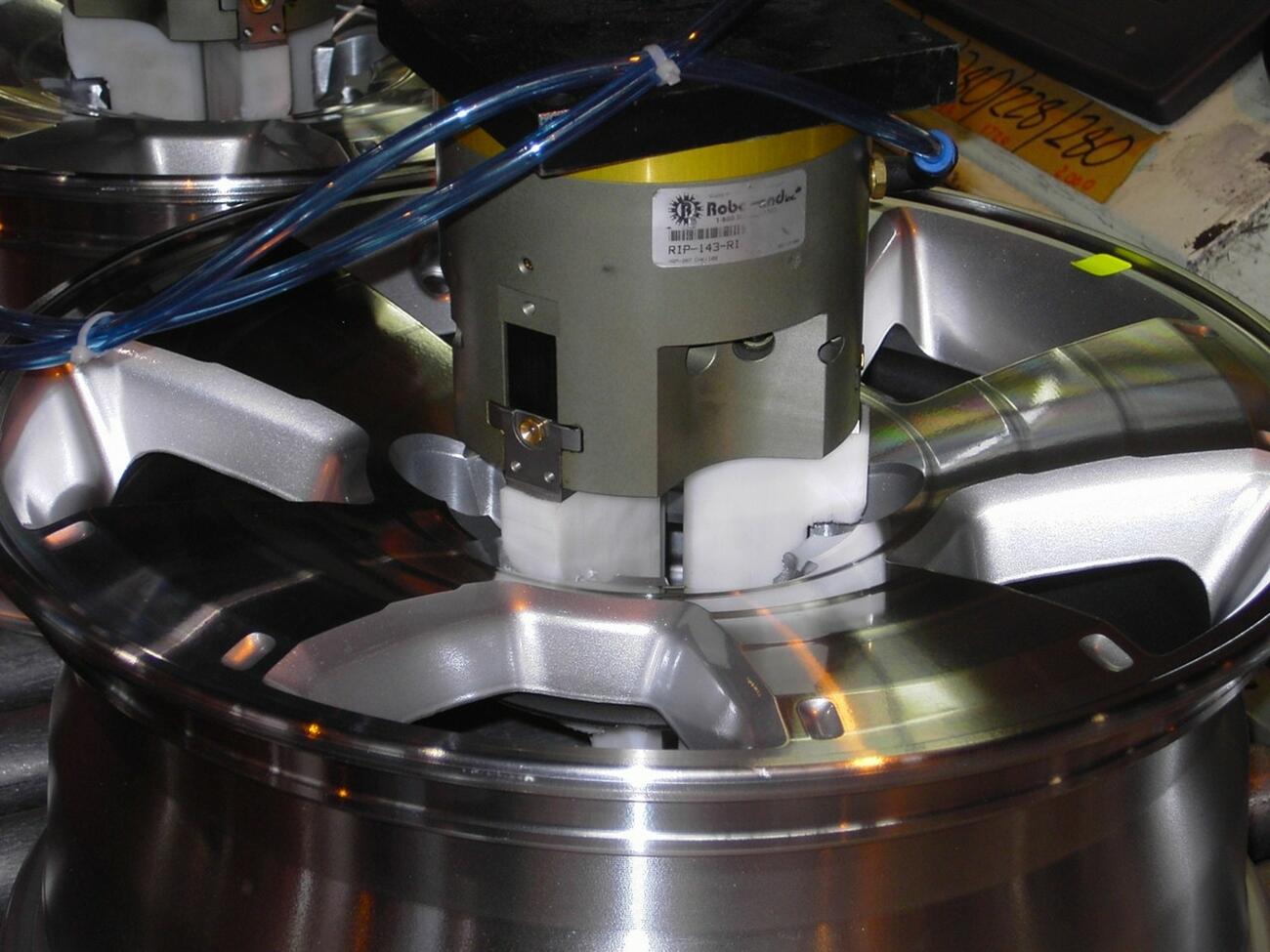
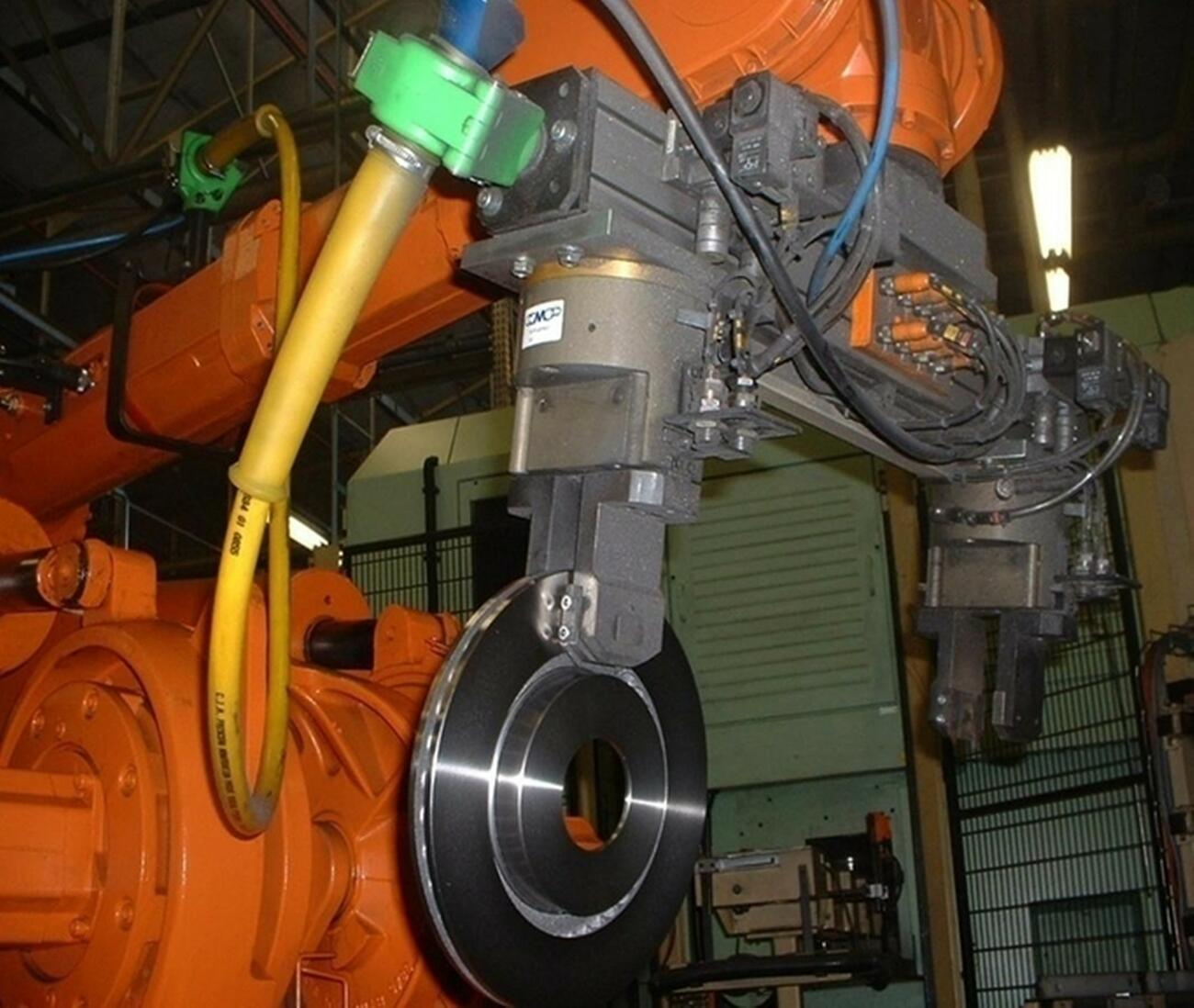
In dieser Art von Umgebung ist es wichtig, dass jede Verunreinigung des Greifers durch Schmutz, Abrieb, Öl und Schmiermittel vermieden wird. Temperaturschwankungen, in der Regel höhere Temperaturen, können die Funktion des Greifers ebenfalls beeinträchtigen. Solche Umgebungsbedingungen sind typisch für Anwendungen in der Automobilfertigung, in Gießereien, sowie in der zerspanenden und allgemeinen industriellen Fertigung.
Viele Greifermodelle besitzen Spülanschlüsse. Dabei handelt es sich um einen zusätzlichen Luftanschluss am Greiferkörper mit einem Kanal ins Innere des Greifers. Durch Saugluft entsteht im Greifergehäuse ein Überdruck, der das Eindringen von Verunreinigungen ins Greiferinnere verhindert. In extrem rauen Umgebungen können zur vorbeugenden Wartung auch Schmiernippel am Greifer nötig sein, durch die verschmutztes Schmiermittel abgeführt und/oder frisches Schmiermittel zugeführt werden kann.
Reine Betriebsumgebung
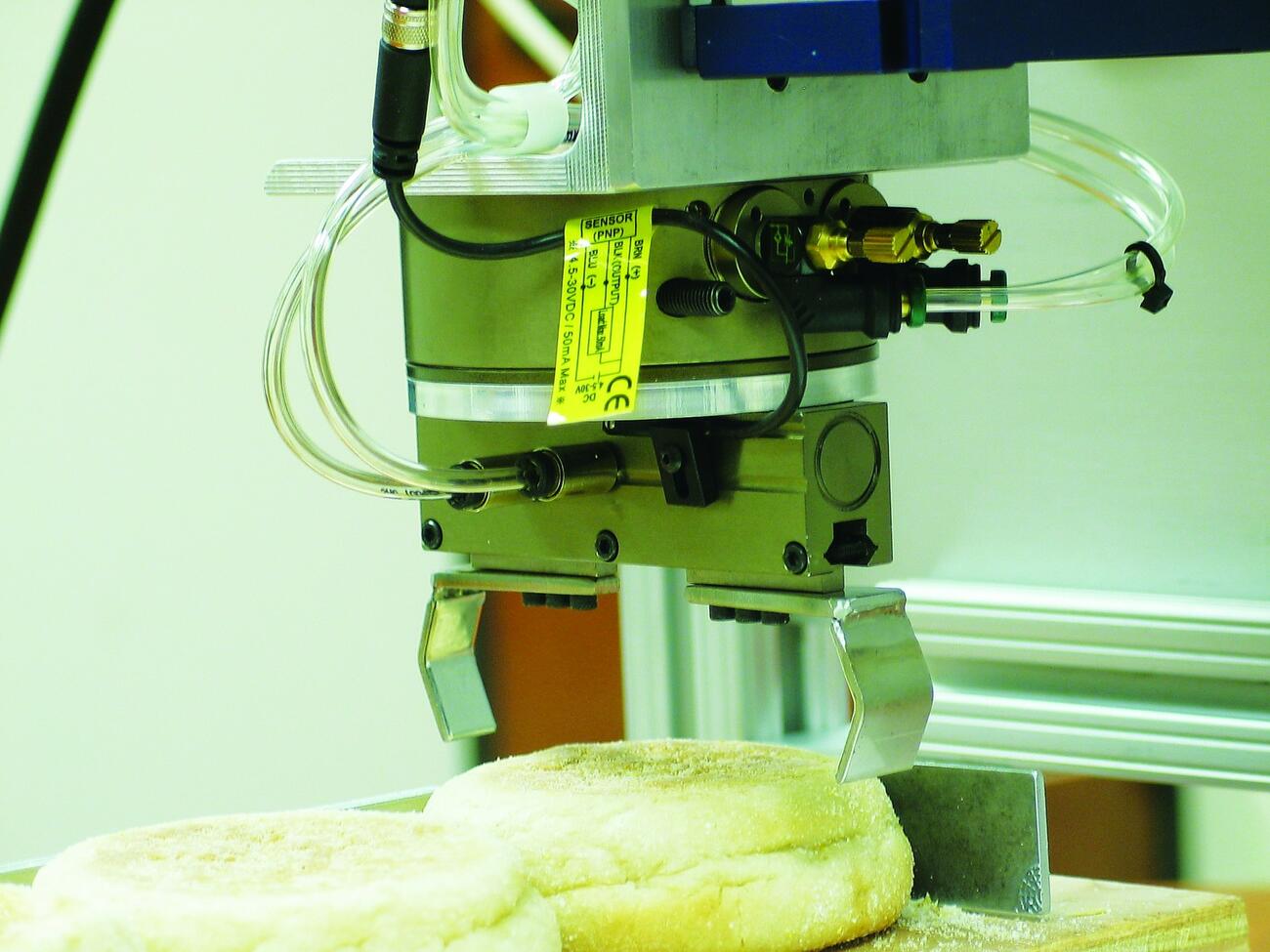
In dieser Art von Umgebung liegt der Fokus darauf, zu gewährleisten, dass vom Greifer oder aus dessen Inneren nichts in die Arbeitsumgebung gelangt, wodurch das Werkstück oder der Prozess verunreinigt werden könnte. Das ist typischerweise in der Medizin-, Pharma-, Elektronik- und Lebensmittelindustrie der Fall, wo nur extrem geringe Schwebstoff- oder Oberflächenverunreinigungen zulässig sind. Zahlreiche Greifer besitzen eine Reinraum- Klassifizierung für den Einsatz in Reinraumumgebungen.
Viele Greifermodelle besitzen Absauganschlüsse. Wie die bereits erwähnten Spülanschlüsse haben diese Anschlüsse oftmals eine Doppelfunktion. Der Unterschied besteht darin, dass Absauganschlüsse eventuell im Greifer vorhandene Verunreinigungen auffangen, so dass sie nicht in die Umgebung gelangen können. Zu diesem Zweck wird am Anschluss ein geringer Unterdruck erzeugt, durch den saubere Luft aus der Arbeitsumgebung durch den Greifer und anschließend aus der Arbeitszelle geleitet wird.
Abschirmungen
Abschirmungen sind sowohl in reinen als auch in unreinen Arbeitsumgebungen ein probates Mittel, um die Zuverlässigkeit zu steigern. Standardisierte oder anwendungsspezifische Abschirmungen können in unreinen Umgebungen Verunreinigungen vom Inneren des Greifers fernhalten, oder in reinen Umgebungen den Austritt von Schmiermittel oder anderen Schmutzstoffen aus dem Greiferinneren verhindern.
Abschirmungen gibt es in unterschiedlichen Formen, von einfachen Formblechen, über flexible Muffen und Balge, bis hin zu Abstreiflippen. Die Abschirmungen können als Teil des Greifers – serienmäßig, optional oder als Sonderzubehör - angeboten oder vom Anwender im Rahmen der Maschinenintegration hinzugefügt werden. Zu beachten ist, dass man den Greifer so ausrichten sollte, dass möglichst wenige Schmutzstoffe an seine Bewegungsflächen oder exponierten Öffnungen gelangen können.
Material und Beschichtung
Durch die Verwendung entsprechender Materialien und Beschichtungen, wie Edelstahl, Vernickelung und Eloxalhartbeschichtung, kann das Korrodieren von Greifern oder das Anhaften von Schmutzpartikeln und ein dadurch möglicherweise verursachtes Festfressen verhindert werden. In Reinraum- oder Lebensmittelverarbeitungsanwendungen lässt sich so eine Oxidation oder eine Bildung von Bakterien verhindern, die in die Arbeitsumgebung gelangen könnten. Es gibt unter anderem hochtemperaturgeeignete, lebensmittelverträgliche oder wasserabweisende Schmierstoffe, die in unterschiedlichsten Umgebungen oder zur Erfüllung etwaiger Abwaschbarkeitserfordernisse eingesetzt werden können.
Für den Einsatz in unreinen oder extrem heißen Umgebungen gibt es zudem passende pneumatische Dichtungen. Neben für Standardanwendungen geeigneten Dichtungen aus Buna-N (Nitril), gibt es solche aus Viton und Silikon für den Einsatz bei höheren Temperaturen. Greifer, die in extrem heißen und/oder unreinen Umgebungen eingesetzt werden sollen, besitzen mitunter sogar Metalldichtungen.
Bauweise und Umgebungstauglichkeit
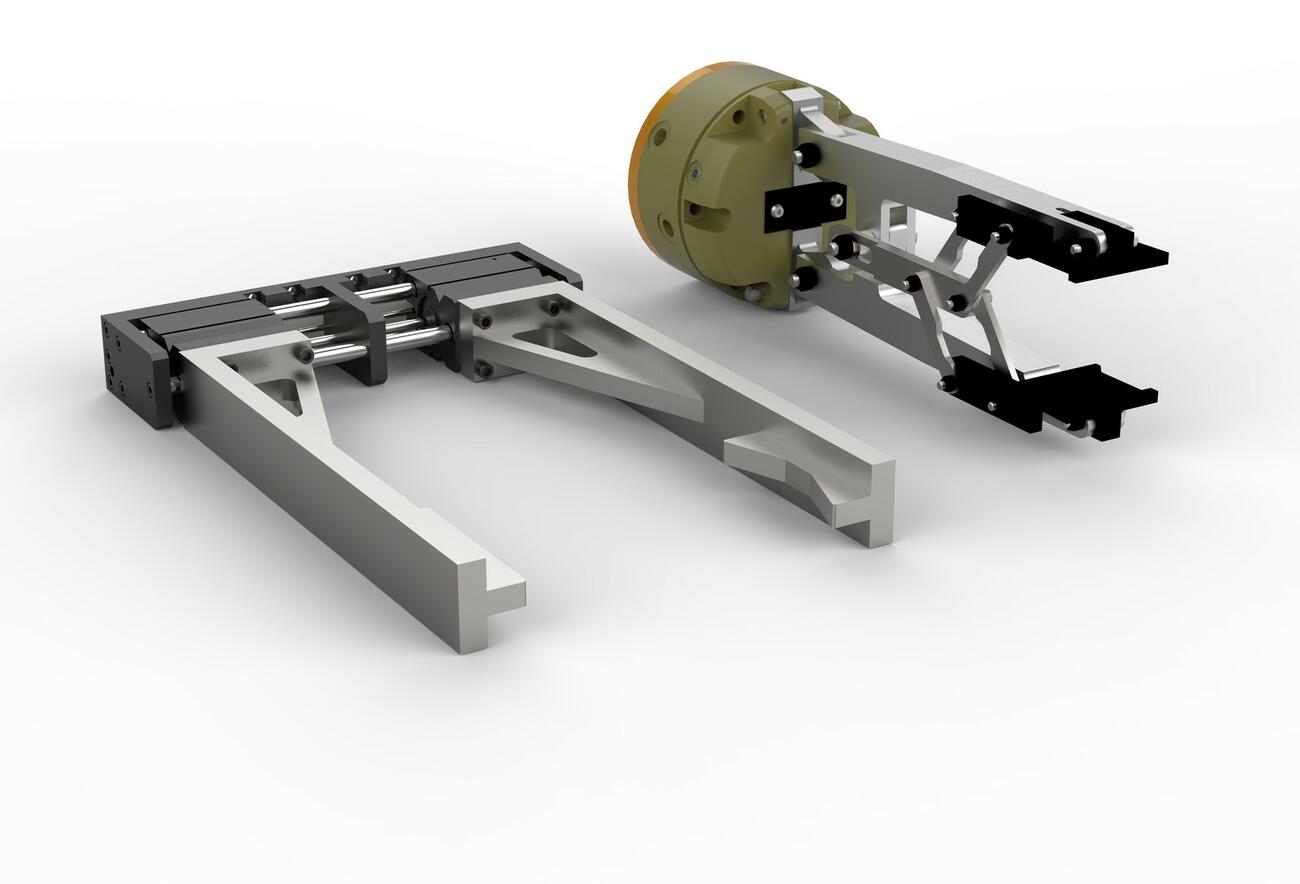
Die Ausführung und Bauweise des Greifers können dessen Leistungsfähigkeit in der jeweiligen Betriebsumgebung ebenfalls beeinflussen. Zu beachten ist zunächst, dass ein Greifer im Wesentlichen aus drei Teilen besteht: Körper (einschließlich Mechanismus für die Kraftübertragung), Backen und Finger. In der Regel entwickelt und baut der Greiferhersteller nur den Körper und die Backen – die sogenannte “Ansteuerung” – und der Maschinenbauer oder Endnutzer steuert die anwendungsspezifischen Finger zum Greifen oder Umschließen des jeweiligen Teils bei. Bei der Wahl eines Greifers für eine bestimmte Anwendung sollte man mehrere Faktoren beachten, darunter Fingerlänge, Greifkraft, Hub, Betätigungszeit und Genauigkeit. In der Regel gibt der Hersteller diese Spezifikationen für jedes Greifermodell an.
Der Backenauflagemechanismus (Lagertyp) kann sich auf die Funktion auswirken. Gleiches gilt für die Innenkonstruktion (Mechanismus für die Kraftübertragung vom Kolben auf die Backe). Einfach ausgedrückt: verschiedene Greifer können sich trotz gleicher Größe und Funktion in ihrer Bauweise grundlegend unterscheiden, weshalb sich einige besser als andere für den Einsatz in unterschiedlichen Betriebsumgebungen eignen.
Gebräuchliche Backenauflagemechanismen
- Gleitlager (Oberflächenkontakt): Dazu gehören flache Fläche-zu-Fläche-Lager und Zylinderlager (Buchsen). Diese Lager sind stoßbelastbar und bieten eine exzellente Backenauflage. Außerdem müssen sie nicht nachjustiert werden und bleiben bei eng tolerierter Bearbeitung hochgenau.
- Rollenlager (Linienkontakt): Zu diesem reibungsarmen Lagertyp gehören Kreuzrollenlager und Dual-V-Lager. Für hohe Genauigkeit lassen sich diese Lager vorspannen und bei Bedarf so nachjustieren, dass über die gesamte Lebensdauer des Greifers kaum Lagerspiel auftritt. Dieser reibungsarme Lagertyp erleichtert eine kontrollierte Anpassung der Greifkraft durch Regeln des Luftdrucks.
- Kugellager (Punktkontakt): Dieser Lagertyp ist extrem reibungsarm und eignet sich deshalb gut für Präzisionsanwendungen und für den Einsatz mit sehr niedrigen Leitungsdrücken bei Anwendungen, die eine ruhige, gleichmäßige Bewegung erfordern.
Kraftübertragung und Greifermechanismus
Die Art der Kraftübertragung bzw. die allgemeine Ausführung des Greifermechanismus ist ein weiterer Faktor, der zu beachten ist. Nachfolgend einige Beispiele:
- Doppelkeilantrieb: Der Keilmechanismus bietet eine große Oberfläche für die Kraftübertragung auf die Backen bei gleichmäßiger Verteilung der Kraft auf die Backen. Die gebräuchliche Einfachkolben-Ausführung ermöglicht überdies ein hohes Greifkraft-zu-Größe- Verhältnis. Ein weiterer Vorteil besteht in der immanenten Synchronisierung der Backenbewegung, die einen zusätzlichen Mechanismus überflüssig macht. Der Doppelkeilmechanismus ist sehr robust und stoßbelastbar.
- Direktantrieb: Bei diesem Mechanismus ist der Kolben über einen Stift oder eine Stange direkt mit der Backe verbunden. In der Regel sind zwei Kolben und ein Gestänge für die Backensynchronisierung vorhanden. Dieser Mechanismus ist einfach, kostengünstig und einfach abzuschirmen.
- Nockenantrieb: Direkte, synchronisierte Kraftübertragung auf die Backen mit Linienkontakt. Der Mechanismus besitzt einen Drehpunkt pro Backe und kommt mit einem Minimum von beweglichen Teilen aus. Die mechanischen Vorteile der Nocke ermöglichen eine hohe Greifkraft bei relativ kompakter Bauweise. Dieser Mechanismus kommt meistens bei Greifern mit Winkelbacken zum Einsatz.
- Zahnstangenantrieb: Dieser Mechanismus eignet sich besonders für Präzionsanwendungen in reinen Umgebungen. Der synchronisierte Antrieb überträgt die Kolbenkraft über eine Zahnstange, wobei an den Antriebsteilen so gut wie kein Verschleiß auftritt.
Ausführung der Finger und Greifmethode
- Reibung: Das ist die gebräuchlichste Greifmethode, bei der anliegende Kontaktflächen das Werkstück durch Reibungskraft festhalten. Bei einem Druckluftausfall fällt das Teil herunter. Für die Handhabung von öligen oder schmierigen Teilen sind Reibungsfinger ungeeignet. Bei dieser Methode sind in der Regel höhere Greifkräfte (d.h. ein größerer Greifer) erforderlich. Außerdem muss man die Grifffläche der Finger beachten. Durch Hartmetallauflagen an der Fingeroberfläche lässt sich die Griffigkeit zwar insgesamt verbessern, allerdings besteht dann das Risiko einer Beschädigung von zerbrechlichen Teilen. Für die Handhabung von zerbrechlichen Teilen kann man an den Fingern Urethan-Auflagen anbringen, welche die Greifreibung ohne Beschädigungsrisiko erhöhen.
- Formschlüssig: Die Finger sind so profiliert wie das Teil, d.h. rund zu rund. Der Finger umschließt das Teil kraft- und formschlüssig, wobei der Finger die Greifkraft generiert. Bei einem Druckluftausfall können sich Finger aufgrund der Schwerkraft öffnen und das Teil kann herunterfallen.
- Eingehaust: Gilt allgemein als die sicherste Greifmethode. Die Finger sind so profiliert wie das Teil, d.h. rechteckig zu rechteckig. Bei dieser Methode greifen die Finger das Teil oder nähern sich ihm nur an, und die Einhausung hält das Teil in Position. Dies gilt allgemein als die sicherste Methode, weil bei einem Druckverlust das Teil nicht herunterfällt, sofern keine externe Kraft darauf einwirkt.
Sicherheitsaspekte
Bei der Wahl der Fingerausführung sollte die Sicherheit immer höchste Priorität haben. Es gibt unterschiedliche Methoden, um bei einem Druckluftausfall ein ungewolltes Lösen des Teils vom Greifer zu verhindern und ein damit verbundenes Verletzungsrisiko oder das Risiko einer Beschädigung des Teils oder der Maschine auszuschalten.
- Eine Option ist eine Innenfeder, die den Kolben vorspannt und so den/die Finger/Backen am Teil festhält. Allerdings ist dabei auf die adäquate Federkraft zu achten.
- Man kann an den Anschlüssen auch ein zusätzliches externes Sicherheitsventil montieren, das in der offenen oder geschlossenen Position die Druckluftzufuhr zum Greifer sperrt.
- An manchen Greifern lassen sich Absenksperren anbringen, die sich bei einem Druckluftverlust automatisch an den Führungsstangen der Backen festklemmen.
Fazit
Die Leistung eines Automatisierungssystems kann aufgrund einer falschen Wahl beim Greifer niedriger sein, als es grundsätzlich möglich wäre. Denn jedes automatisierte Fertigungssystem ist nur so leistungsfähig und zuverlässig wie sein schwächstes Glied. Damit nicht der Greifer das schwächste Glied ist, muss man unter Berücksichtigung der Betriebsumgebung auf die richtige Spezifikation des Greifers achten und dabei auch die zahlreichen verfügbaren Optionen einschließlich kundenspezifischer Lösungen in Betracht ziehen, die ein Hersteller möglicherweise anbietet.