Damit sich im Herstellungsprozess eines Fissler-Kochtopfs die einzelnen Komponenten nicht verschieben, heftet eine speziell konstruierte und mit Servoantrieb ausgestattete Schweißanlage der Walter Heller GmbH die einzelnen Komponenten passgenau zusammen. Dass der Boden solch eines Topfs durchaus vielschichtig ist und dieser Vorgang daher nicht mit einer Lösung von der Stange funktioniert, zeigt die folgende Reportage.
Wärme leiten, verteilen, halten: Ein Topf muss diese drei Aufgaben optimal erfüllen, um sich in der Amateur- und Profiliga zu bewähren. Wie ein Kochgeschirrhersteller das erreicht, weiß Fissler. Vor 175 Jahren von Blechschmied Carl Philipp Fissler in Idar-Oberstein gegründet, steht das heute international tätige Unternehmen Fissler GmbH für Kochgeschirr „Made in Germany“. Dass die Premium-Töpfe halten, was Fissler verspricht, bestätigt wiederholt die Stiftung Warentest.
Warum überhaupt heften?
Das Geheimnis eines guten Topfs liegt in seinem Aufbau und dem Herstellungsprozess. Geht hier etwas schief, ist der Boden nicht eben. Und wenn er nicht plan auf der Herdplatte aufliegt, kann der Topf mindestens eine der drei gestellten Aufgaben nicht erfüllen. Ebenso hinderlich für die optimale Wärmeverteilung sind Hohlräume im Sandwichboden. Eine optimale Verbindung des Aluminiumkerns mit dem Edelstahlboden und -topf schafft ein Hammerschlag. Dieser schlägt mit 2.000 t auf die erhitzten Komponenten – Topf, Boden und Aluminiumkern.
„Lägen die einzelnen Teile einfach nur aufeinander, könnten sich schon beim Erhitzen der Boden und der Topf verschieben. „Das Ergebnis würde später den Energieverbrauch in die Höhe treiben und den Spaß am Kochen verderben“, sagt Gerd Maurer. Er ist Verkaufsleiter bei der Walter Heller GmbH in Dierburg, deren Sondermaschine Topf und Boden vor dem Erhitzen sicher und genau fixiert. „So bleibt alles an Ort und Stelle.“


Der Kochtopf im Nest
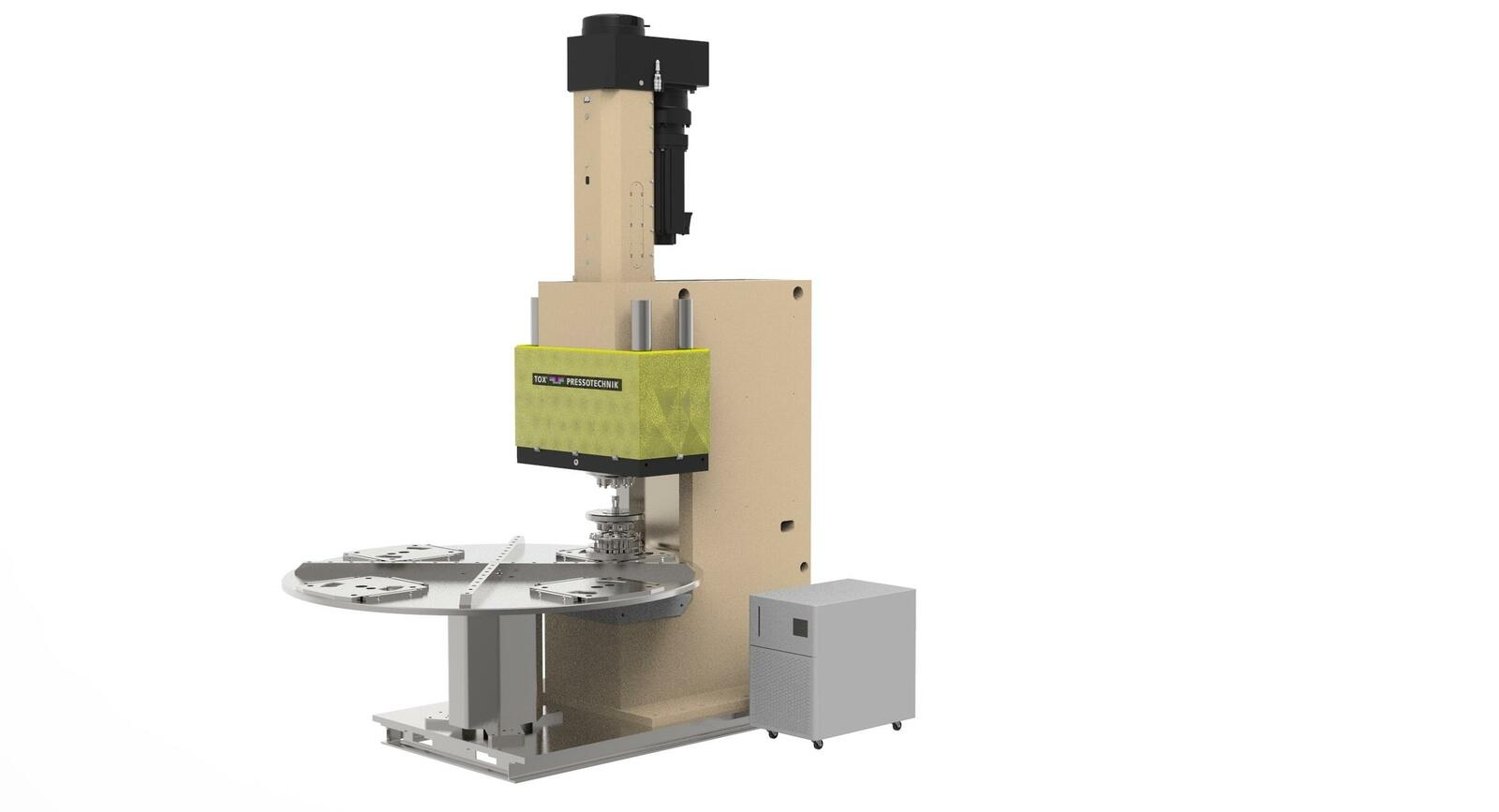
Walter Heller ist Wiederholungstäter – im positiven Sinn. Vor drei Jahren konstruierte der Spezialist für Schweißtechnik bereits eine Maschine, die Topf, Boden und Kern mit einem Schweißpunkt heftet. Ende 2019 folgte der Auftrag für eine zweite. Deren wichtigste Komponenten: ein Rundtisch mit vier Bauteilaufnahmen – Nester genannt –, eine Schweißzange und deren Antrieb. Für die Sicherheit verbaut Heller einen Lichtvorhang und konstruierte den Rundtisch geschlossen. Sobald der Werker zwei Nester mit dem Edelstahlboden – er macht den Topf induktionsfähig und schützt das Aluminium vor Korrosion – sowie der besonders wärmeleitfähigen Aluminiumronde und dem tiefgezogenen Topf bestückt hat, gibt er den Prozess frei. Der Tisch dreht, die Schweißzange senkt sich Richtung Topfboden.

Individuelle Antriebe für die Batteriezellenfertigung
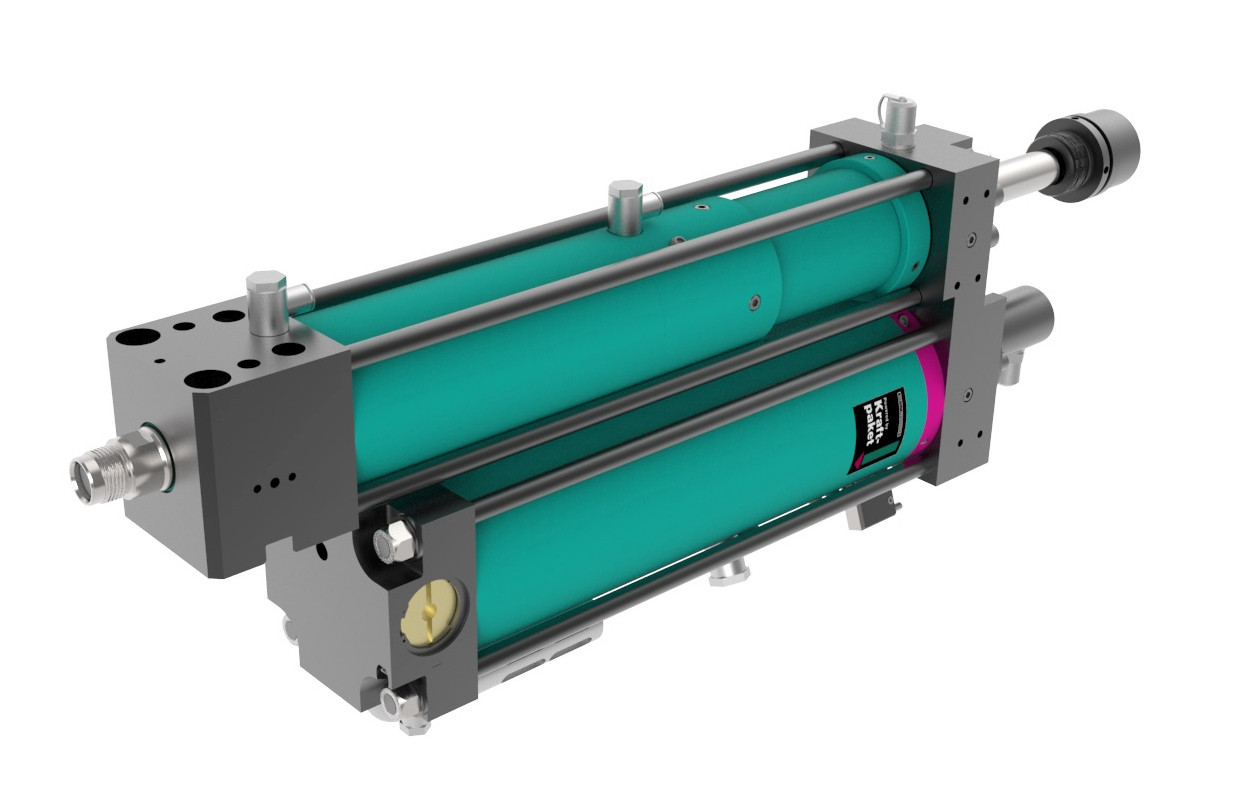
Für das Absenken setzt Walter Heller auf einen elektromechanischen Servoantrieb aus der Tox-Electric Drive-Reihe der Tox Pressotechnik GmbH & Co. KG. „Der Vorteil des Servoantriebs ist sein maximaler Hub von 450 Millimetern sowie die Option, diesen stufenlos anfahren zu können“, erklärt Gerd Maurer. So kann der Schweißspezialist unterschiedliche Topf- und Pfannengrößen mit Höhen von 80 bis 320 mm anfahren. „Würden wir einen pneumatischen Zylinder einsetzen, müsste die Schweißzange jedes Mal den kompletten Weg fahren – dabei reichen für einen 150 Millimeter hohen Topf auch 170 Millimeter Hub“, verdeutlicht Maurer. „Bei rund 800.000 Arbeitszyklen pro Jahr spart dies in Summe deutlich Zeit und Luft und relativiert damit den höheren Anschaffungspreis des Servoantriebs.“
Keine Verformung, keine Probleme
Doch was hat das mit einem ebenen Boden zu tun? „Bei dem Fissler-Projekt handelt es sich nicht um eine herkömmliche Widerstandspunktschweißanlage“, verrät der Verkaufsleiter. Zylinder und Zange sind so schwer, dass sie den noch nicht mal 10 mm dicken Topfboden einfach verbiegen würden. Eine mögliche Lösung wäre eine feste Schweißzange. „Das war aber nicht möglich, da der Rundtisch aus Sicherheitsgründen geschlossen konstruiert ist“, erklärt Maurer. „Wir setzen daher auf eine schwimmende C-Schweißzange.“ Sobald der elektrische Servoantrieb die obere Elektrode absenkt, aktiviert sich ein Pneumatikzylinder. „Wir heben dadurch jedes Mal die Unterelektrode in den Tisch hinein und schließen so den Stromkreis. Das nimmt den Druck auf den Boden, und wir riskieren keine Verformung“, erläutert Maurer die durchdachte Mimik. Nach dem Schweißen sackt die Zange nach unten ab und gibt den Tisch wieder frei.
Mit dem Servoantrieb wird es effizienter
Der Electric Drive-Antrieb arbeitet mit bis zu 220 mm/s. Nach rund 8 s ist die Schweißanlage fertig, und der Tisch rotiert die nächsten Topfkomponenten unter die Zange. Während des Schweißvorgangs nimmt der Werker die fertigen Töpfe aus den beiden vorderen Bauteilaufnahmen und bestückt sie neu. „Dank des Servoantriebs fertigt Fissler verschiedene Topfgrößen effizient auf einer Anlage. Es ist ein System, das sich durchweg bewährt hat“, lobt Gerd Maurer.


Die Entscheidung für einen Antriebszylinder der Tox Pressotechnik hatte neben dem stufenlos einstellbaren Hub noch einen weiteren Grund. Fissler hat mehrere Pressenantriebe der Tox Pressotechnik in seiner Produktion im Einsatz. „Die Entscheidung für einen Tox-Electric-Drive-Antrieb erleichtert Fissler die Planung von Serviceeinsätzen zum Beispiel zur Instandhaltung“, ergänzt Gerd Maurer abschließend.