Batteriekästen in Elektrofahrzeugen beeinflussen nicht nur die Fahrzeugdynamik. Sie zählen aufgrund des Brandrisikos der Batterien zu den crashrelevanten Bauteilen. In der Herstellung werden deswegen Strukturen aus hochfesten Aluminiumlegierungen verwendet, die aber deutlich zu Heißrissen neigen. Die Qualität der Schweißnähte trägt entscheidend zur Festigkeit bei. Das stellt zahlreiche, hohe Anforderungen an die Schweißtechnik: Die Schweißnähte müssen gasdicht sein. Die Geometrie ist aufwendig. Je nach Aluminiumlegierung besteht eine Rissanfälligkeit. Ein Verzug der Bauteile muss vermieden werden. Zudem rücken mit zunehmenden Produktionszahlen die geforderten Taktzeiten in den Blick. Laserschweißen ist insbesondere durch den geringeren Energieeintrag in das Werkstück und die hohe Geschwindigkeit das bevorzugte Fertigungsverfahren. Scansonic hat für diese Anwendungen passende Optiken entwickelt.
Remote-Schweißoptik RLW-A für den Unterboden
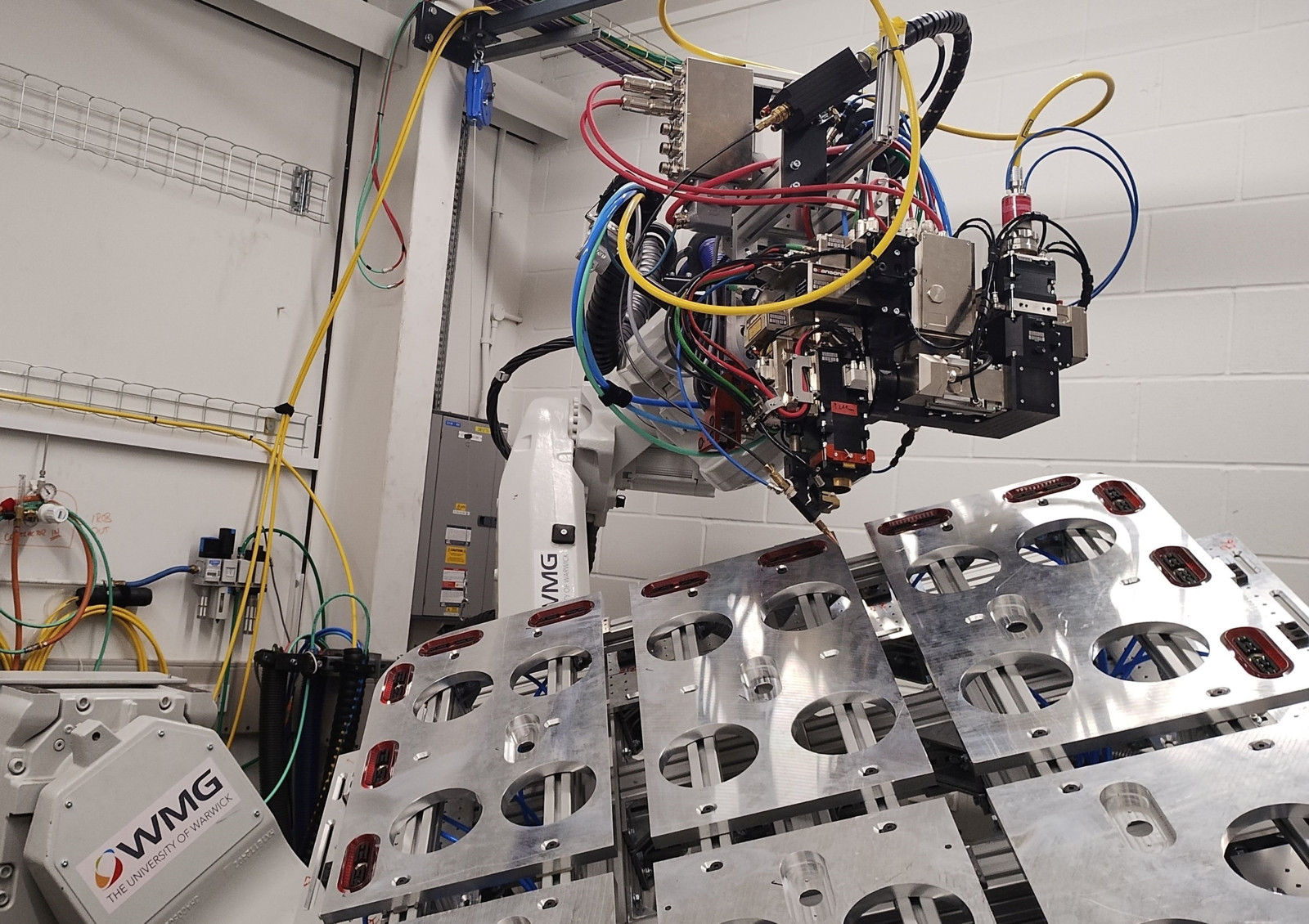
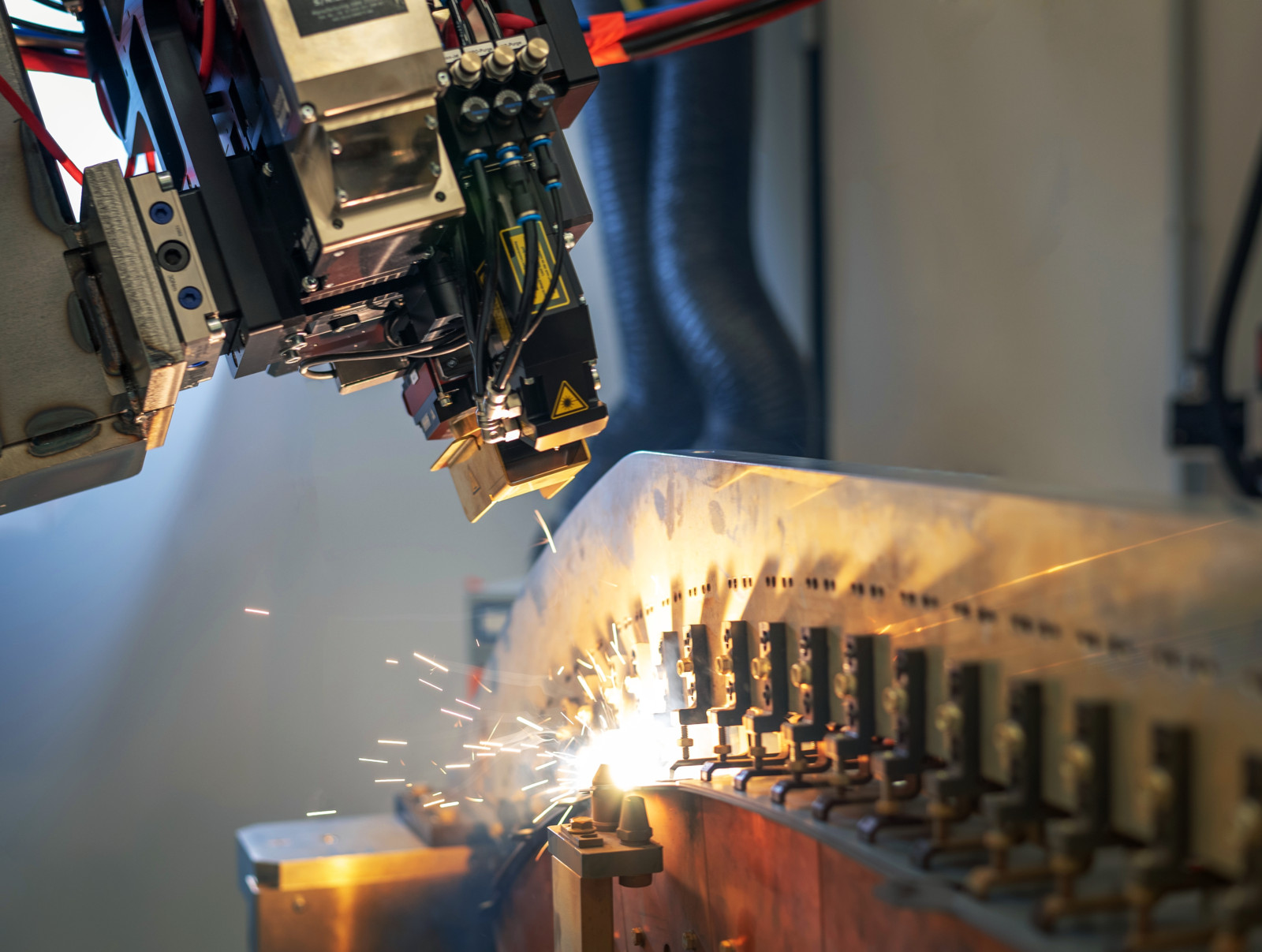
Die Kehlnähte an der Unterseite der Batteriekästen lassen sich zuverlässig mittels Remote-Laserschweißen fertigen. Vorteile bietet dieses Verfahren insbesondere aufgrund der hohen Geschwindigkeiten und der geringen Kosten. Die Remote-Schweißoptik RLW-A von Scansonic zeichnet sich durch eine robuste Systemtechnik, eine einfache Parametrierung und eine stabile optische Nahtführung aus. Zudem verfügt die Optik über zwei getrennte 2D-Scanner für Positionierung und Oszillation, um durch eine Strahloszillation die Schmelze zu beeinflussen, ohne dabei die Nahtführung selbst zu stören. Der Laserlinienscanner liefert mit seinen drei Linien statt der üblichen einzelnen Linie mehr Informationen über die Position der Schweißnaht. Zusammen sorgt dies für perfekte Schweißnähte und eine hohe Prozesssicherheit. Laserleistungen bis zu 8 kW und Schweißgeschwindigkeiten zwischen 6 und 10 m/min sind möglich.
Taktile Nahtführung kombiniert mit Laserstrahloszillation
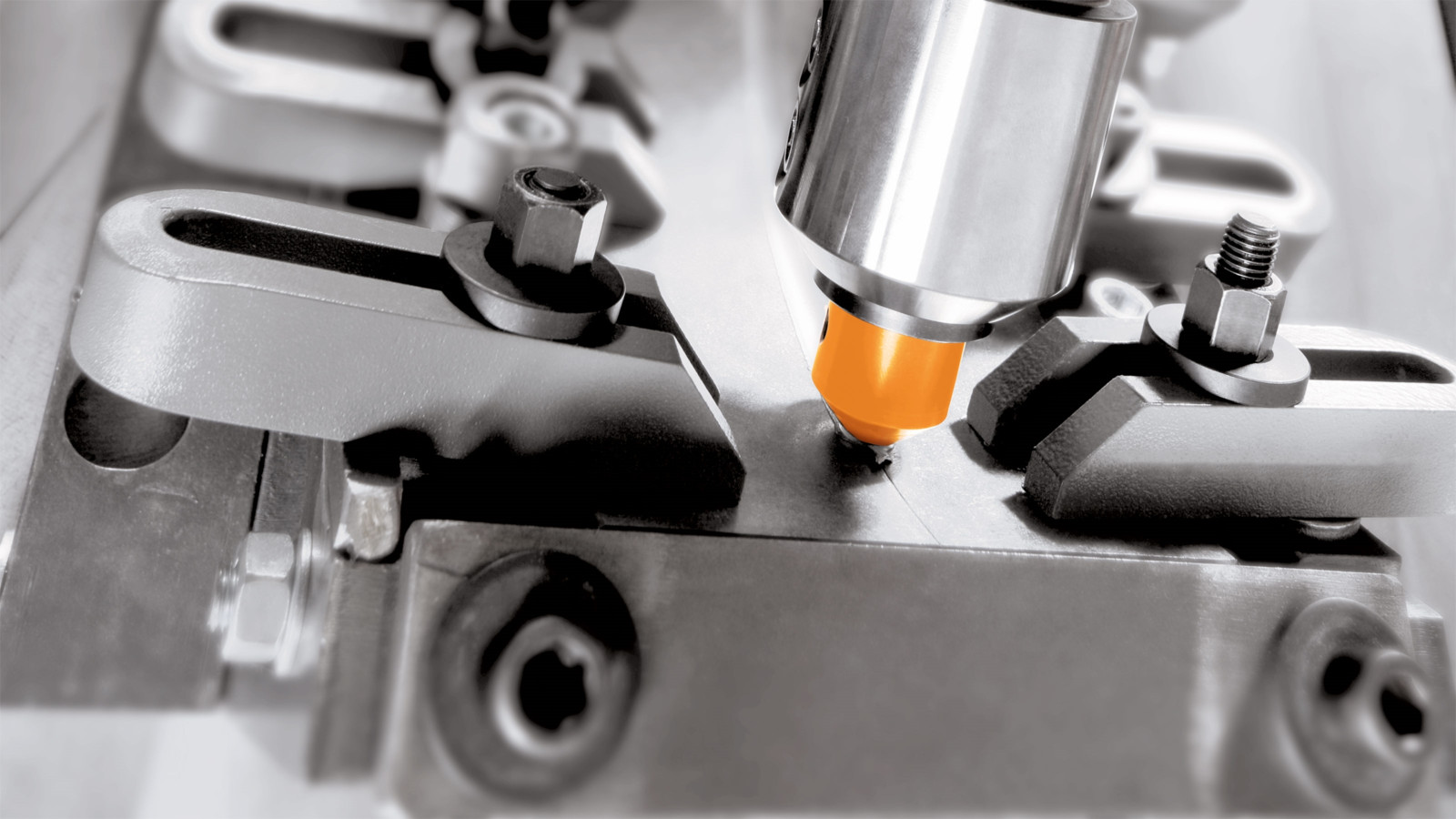
Die Schweißnähte auf der Innenseite der Batteriekästen, mit denen beispielsweise die Crashstrukturen eingefügt werden, lassen sich optimal mit taktilem Laserschweißen und der Verwendung von Zusatzdrähten fertigen. Hier bietet Scansonic mit der Optik ALO4 eine passende Lösung. Die Fügestoßverfolgung ist hier mechanisch mit einem Draht realisiert, der in die Schweißnaht eingebracht wird. Die hohen Anforderungen an die Passgenauigkeit des Batteriekastens erfüllt die ALO4 mit automatisierten, wiederholgenauen Schweißergebnissen. Zudem kann der zugeführte Schweißdraht – beispielsweise 4000er Aluminiumdraht bei 6000er Aluminiumblechen – die Rissanfälligkeit bei Aluminiumlegierungen deutlich verringern und für höhere Festigkeiten sorgen. Durch den punktgenauen Energieeintrag erwärmt sich das Bauteil nur minimal, und ein Verzug wird verhindert. Speziell für geometrisch anspruchsvolle Schweißungen bietet Scansonic mit der ALO4-Lang eine Version an, die auch bei beengten Verhältnissen im Innern des Batteriekastens die Schweißnaht erreichen kann. Neu im Portfolio ist die ALO4-O, die speziell für die Anwendung „Batteriekasten“ entwickelt wurde. Der Laserbearbeitungskopf kombiniert die taktile Nahtführung der ALO-Produktfamilie mit der Laserstrahloszillation der Remote-Optiken. Auf diese Weise ermöglicht die ALO4-O einen breiten Anbindungsquerschnitt der Naht bei geringem Wärmeeintrag und bietet mit dem eingebrachten Zusatzdraht gleichzeitig die Möglichkeit, die Nahteigenschaften zu verbessern.