Fronius Solar Energy in Österreich bietet schon seit 1992 innovative Photovoltaik-Lösungen und -Weiterentwicklungen an. Die Vision der Solar-Enthusiasten: „24 Stunden Sonne“ – eine Welt, in der 100 % der Energie aus erneuerbaren Energieträgern stammt. Die neueste Entwicklung ist der Wechselrichter Tauro. Sein doppelwandiges, aktiv gekühltes Gehäuse, das mit einer Handling-to-Welding-Roboterschweißanlage der neuesten Generation rundum dicht verschweißt wurde, macht den Tauro fit für den Einsatz im Freien. Egal ob Regen, Hitze oder direkte Sonnenbestrahlung: Der Wechselrichter hält dagegen und erledigt seinen Job zu 100 %. Der Schutzart IP65 entsprechend sind die Geräte gegen Berührung, Strahlwasser aus beliebigem Winkel und Staubeintritt geschützt.

Tandem-Schweißlösung von Fronius jetzt auch für Aluminium geeignet
Mehr Effizienz durch digitalen Zwilling
Vor Beginn der Produktion werden die Tauro-Verkaufsaufträge in einem Enterprise-Resource-Planning-System (ERP) angelegt. Sie bilden die Basis für den sogenannten Material-Ressourcen-Planungslauf (MRP-Lauf). Dort werden alle Produktionsaufträge für Gehäuse und Flügeltüren erzeugt. Als Nächstes wird jedem Auftrag ein Produktionsdatum zugewiesen. Die darauffolgende Feinplanung übernimmt das Manufacturing Execution System (MES). Jeder Auftrag wird dort minutengenau geplant, einem freien Auftragskorridor zugeordnet und anschließend gelistet. Die Produktion des Wechselrichters erfolgt dann am österreichischen Standort Sattledt. Zum Einsatz kommt hierbei eine speziell für diesen Job entwickelte hochmoderne „Handling-to-Welding“-Roboterschweißzelle von Fronius Welding Automation. „Sämtliche Roboterbewegungen und Schweißfolgen programmieren und simulieren wir mit Fronius Pathfinder offline, also getrennt von der Anlage auf einem digitalen Zwilling“, erklärt Anton Leithenmair, Leiter der Welding Automation. „So erkennen wir eventuelle Störkonturen bereits im Vorfeld. Das Gleiche gilt für Achslimits und Brenneranstellungen. Auch hier können wir rechtzeitig eingreifen, nicht erst während der ersten Schweißproben. Sobald die Schweißfolgen programmiert sind, übergibt Pathfinder die Daten dem Postprozessor, der sie in die Sprache der Fanuc-Roboter übersetzt. Auf diese Weise sparen wir wertvolle Zeit und Kosten. Offline-Programmieren verkürzt das Roboter-Teachen in der Schweißzelle um viele Stunden.“


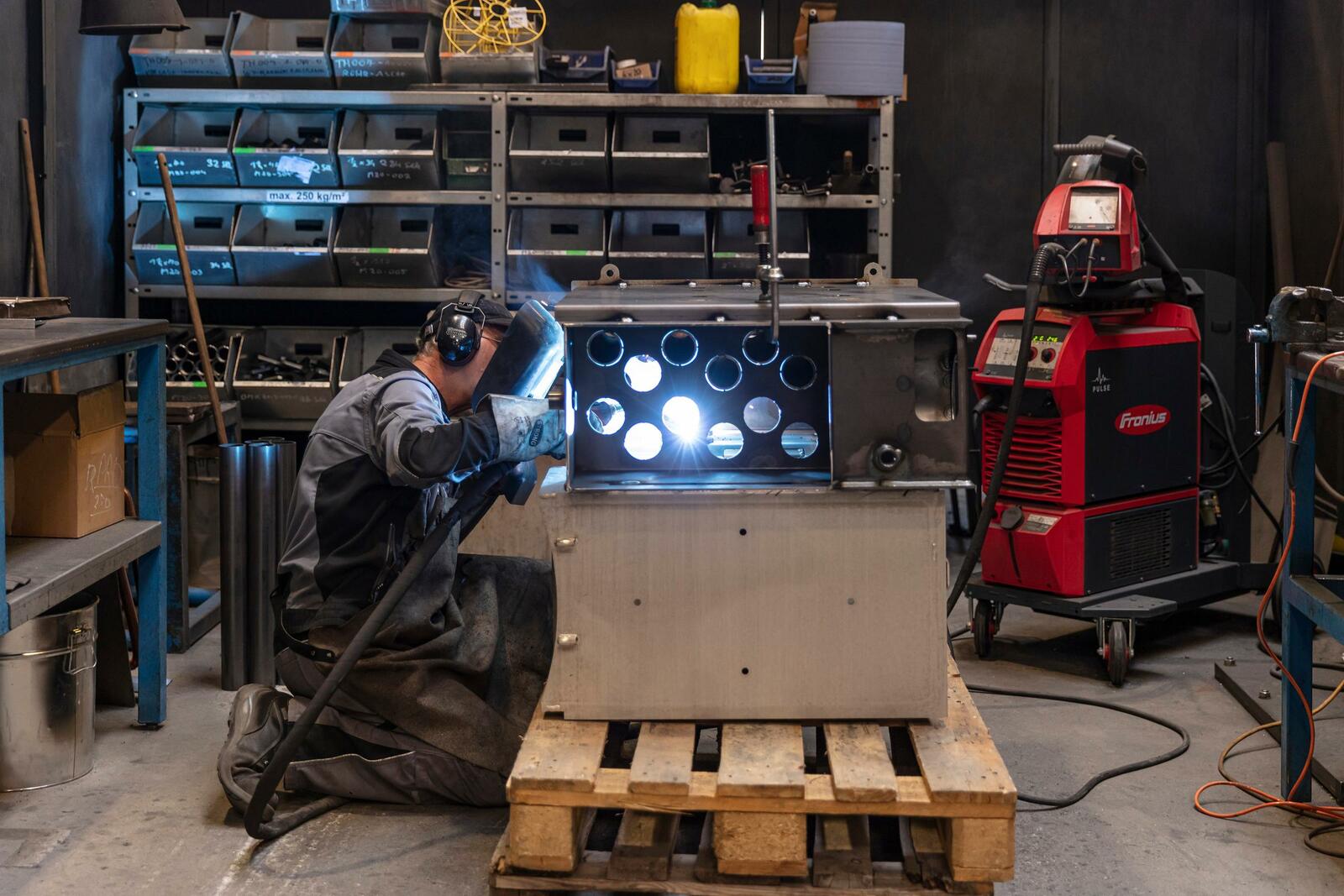
Händisch vorgeheftet
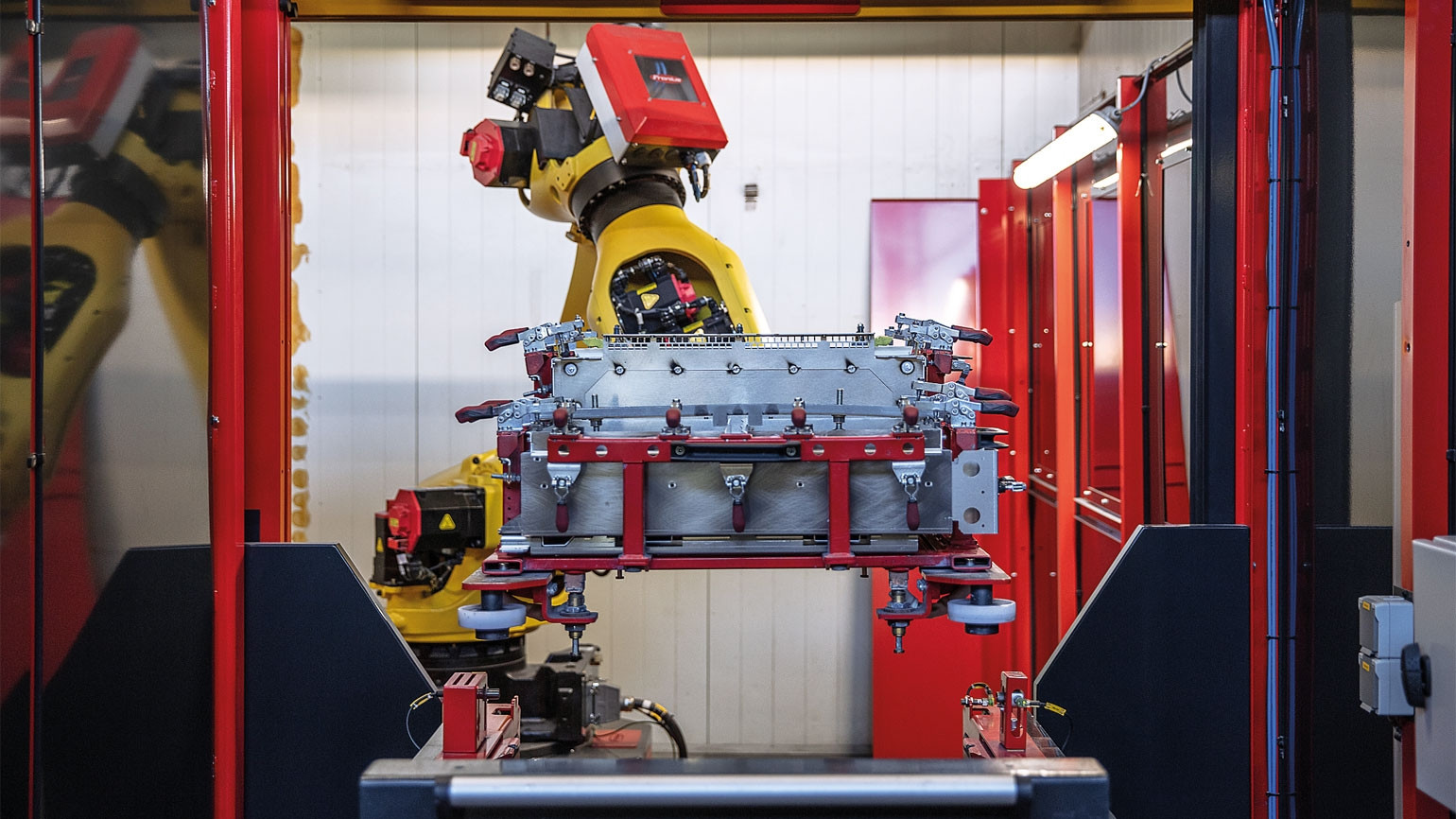
Das Schweißen der doppelwandigen Wechselrichtergehäuse ist wegen der unterschiedlichen Blechstärken von Beginn an eine besondere Herausforderung. „Bevor wir die einzelnen Blechelemente in der Roboterschweißzelle normgerecht fügen, werden sie händisch vorgeheftet. Dafür verwenden wir das MAG-Verfahren. Schon hier muss präzise gearbeitet werden“, weiß Christian Kraus, Gruppenleiter in der Blechfertigung. Sind die Heftarbeiten beendet und am Terminal der Anlage gebucht, gibt die zentrale Systemsteuerung den nächsten Arbeitsschritt, das Roboterschweißen, frei. Jetzt wird das Gehäuse auf den Rüstwagen gelegt, gespannt und in die Schleuse gefahren. Ist diese quittiert, startet die Anlage den nächsten Job und das für das Positionieren und Schweißen zuständige Roboterprogramm wird mithilfe eines RFID-Chips an der Spannvorrichtung ausgewählt. „Egal, welches Bauteil wir in die Schleuse legen: Der RFID-Chip weiß, welches Schweißprogramm zum Einsatz kommt“, ergänzt Kraus. „Zum Beispiel können wir Schleuse eins mit einem Wechselrichtergehäuse belegen, während wir über die Bauteilzuführung in Schleuse zwei eine Flügeltüre schweißen. Und umgekehrt. Der Einsatz der RFID-Technologie verschafft uns die Möglichkeit, Bauteile völlig unabhängig von Form, Größe und Stückzahl zu schweißen. Losgröße 1 oder Serienfertigung – unsere Handling-to-Welding-Roboterschweißzelle kann beides.“
96 Schweißnähte
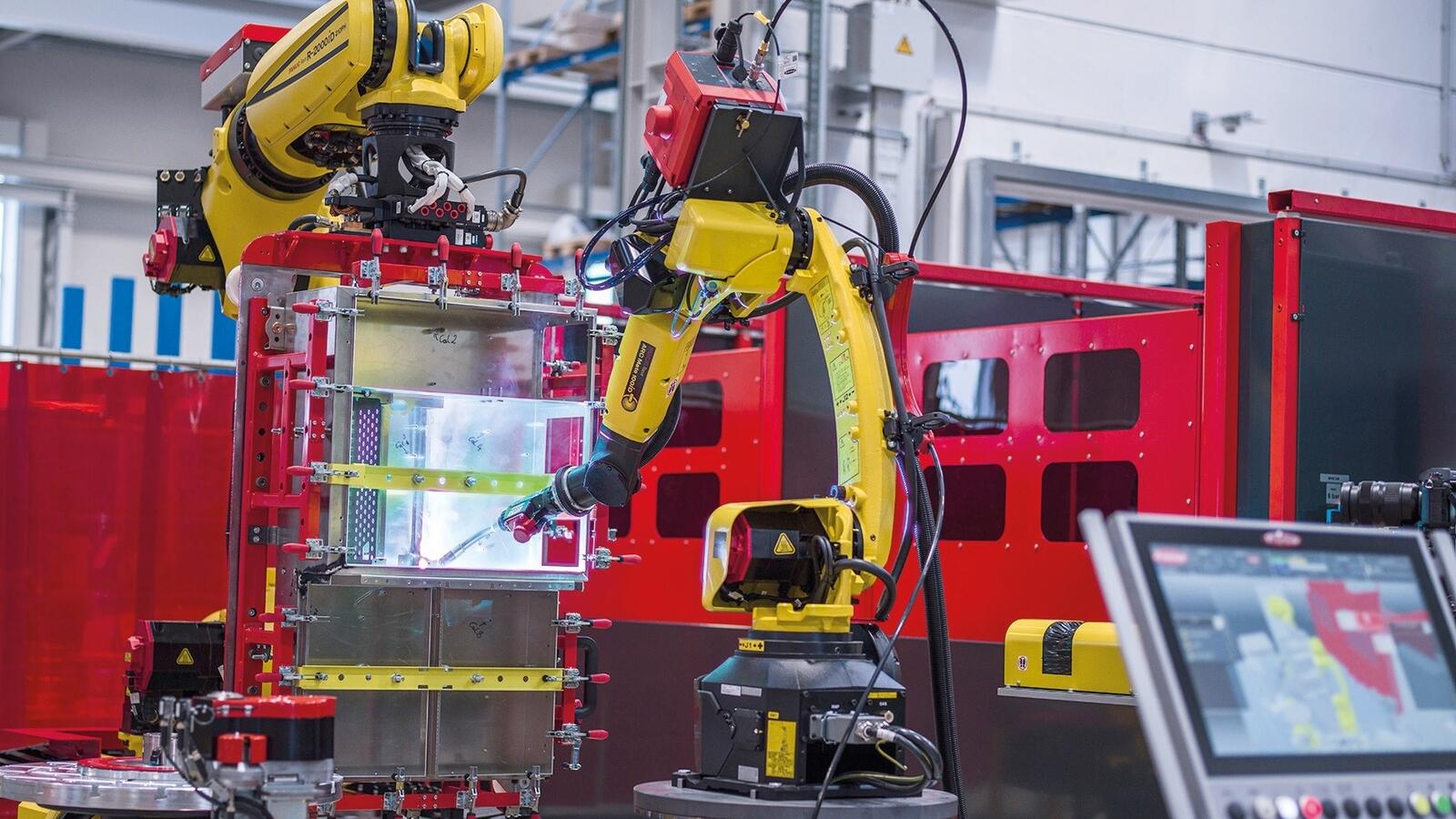
Sobald der Schweißvorgang gestartet wurde, greift der Fanuc-Handling-Roboter R-2000iD/210FH das Bauteil und führt es in die Schweißzelle. Für ihn ist das Wechselrichtergehäuse beinahe ein Leichtgewicht. Bei einer Reichweite von 2,6 m beträgt die Traglast 210 kg, wogegen das Aluminiumgehäuse samt Spannvorrichtung nicht mehr als 140 kg wiegt. Ist das Tauro-Gehäuse in der Schweißzelle eingetroffen, wird ein Data-Matrix-Code (DMC) mit Tintenstrahltechnik auf den Gehäuseboden gedruckt. Dieser enthält die Seriennummern der einzelnen Tauro-Gehäuse. Sie werden mit den Schweißdaten verknüpft, die von der Datenmanagement-Software Weldcube während des Schweißvorganges aufgezeichnet werden. So ist am Ende jede einzelne Schweißnaht zu 100 % nachvollziehbar. Ist der DMC aufgebracht, startet der eigentliche Schweißprozess. Während der Fanuc-Schweißroboter ARC Mate 100iD seinen Job erledigt und 5,5 m Alu-Blech mit insgesamt 96 Schweißnähten fügt, bringt der Handling-Roboter das Gehäuse in Position. Einige der Schweißnähte erfordern Simultanbewegungen beider Roboter – die hohe Kunst des Roboterschweißens.
Einfaches Fügen unterschiedlich starker Bleche
„Als Schweißprozess kommt vorwiegend Pulse Multi Control Ripple Drive zum Einsatz“, führt Leithenmair aus. „PMC Ripple Drive erlaubt eine präzise Einstellung des Wärmeeintrags und eignet sich hervorragend für das Fügen von unterschiedlich starken Blechen.“ Genauer betrachtet ist PMC Ripple Drive eine spezielle Ausprägung des PMC-Prozesses. Kennzeichnend dafür ist ein zyklischer Prozesswechsel zwischen PMC und einer reversierenden Drahtbewegung mithilfe einer sogenannten Push-Pull-Antriebseinheit. Bestens für das automatisierte Schweißen geeignet, schweißt man mit PMC laut Hersteller deutlich schneller als mit WIG. Dabei liefere der Prozess die gleichen schön geschuppten, nahezu spritzerfreien Schweißnähte. Als Schweißzusatz kommt ein 1,2 mm dicker Aluminium-Silizium-Draht zum Einsatz, der unter Argon-Schutzgas verschweißt wird. Schweißprozesse, Draht und Gas sind in den Systeminformationen zum Schweißauftrag enthalten.


Mit dem MES alles im Griff
Ist der 17,5-minütige Schweißzyklus beendet, legt der Handling-Roboter das Bauteil in der Schleuse ab und die Schweißzelle sendet ein Fertigstellungssignal an das MES. Noch während die eine Schleuse entleert wird, kann in der anderen bereits der nächste Job starten. Das Manufacturing Execution System (MES) verwaltet neben dem Auftragsmanagement auch weitere Daten wie Maschinenzustände, Taktzeiten, Störungen sowie die Werte der Unterdruckprüfung, die am Ende der gesamten Schweißarbeiten erfolgt. Wartungsfenster können ebenfalls mithilfe des MES festgelegt werden. Wenn sich zum Beispiel herausstellt, dass durchschnittlich alle 100 Betriebsstunden eine bestimmte Störung auftritt, lässt sich ein gezieltes Wartungsintervall von 99 h festlegen. Systematisch im Voraus geplante Wartungsarbeiten verlängern die Lebensdauer von Schweißgeräten und vermeiden unnötige Stillstandzeiten.

Geprüfte Qualität
Die wenigen Gehäusedetails, die der Roboter nicht optimal erreicht, werden händisch nachgeschweißt. Hier kommt der für das Aluminium-Schweißen prädestinierte WIG-Prozess zum Einsatz. Am Ende der Schweißarbeiten werden eventuelle Nahtüberhöhungen abgeschliffen, die Schweißnähte mit Farbeindringprüfmittel bestrichen und auf Schweißfehler geprüft. Dabei dringt Prüfflüssigkeit in jede Unregelmäßigkeit des Werkstoffes ein. Im Anschluss an die Schweißnahtprüfung wandert jedes fehlerfreie Gehäuse in eine Dichtheitsprüfanlage, die Fronius eigens für den Tauro entwickelt hat. Diese erzeugt im Inneren des Wechselrichtergehäuses einen Unterdruck von 60 mbar, der über einen genau definierten Zeitraum zu halten ist. Fällt der Druck während dieses Zeitraums um weniger als 1,8 mbar, ist das Gehäuse zu 100 % dicht und erfüllt die Schutzart IP65. Nach erfolgreich absolvierter Dichtheitsprüfung wird das Ergebnis seriennummerbezogen in Weldcube gespeichert und eine vollständige Traceability gewährleistet. Das Wechselrichtergehäuse ist jetzt bereit für die folgende Pulverbeschichtung. Am Ende der Fertigungskette, nach dem Assembly, steht ein Wechselrichter für Großanlagen, der allen Witterungsverhältnissen standhält.