Schirmhülsen schützen leitende oder umliegende Komponenten vor elektrischen und magnetischen Feldern. Mit dem Servo-Stanzbiegeautomat GRM-NC mit modularem Leantool Folgeverbund bietet Bihler die ideale Plattform für die effiziente Fertigung dieser Sicherheitsbauteile: mit sehr kurzer „Time-to-Market“, hervorragender Prozessstabilität und sehr hoher Produktivität.
Live auf der Blechexpo: 170 Schirmhülsen pro Minute
- Die leistungsstarke Servomaschine fertigt auf dem Messestand 170 Schirmhülsen pro Minute.
- Variantenwechsel erledigen sich in Minutenschnelle und zu 100 Prozent reproduziert über den Aufruf der gespeicherten Daten in der VC1-Steuerung.
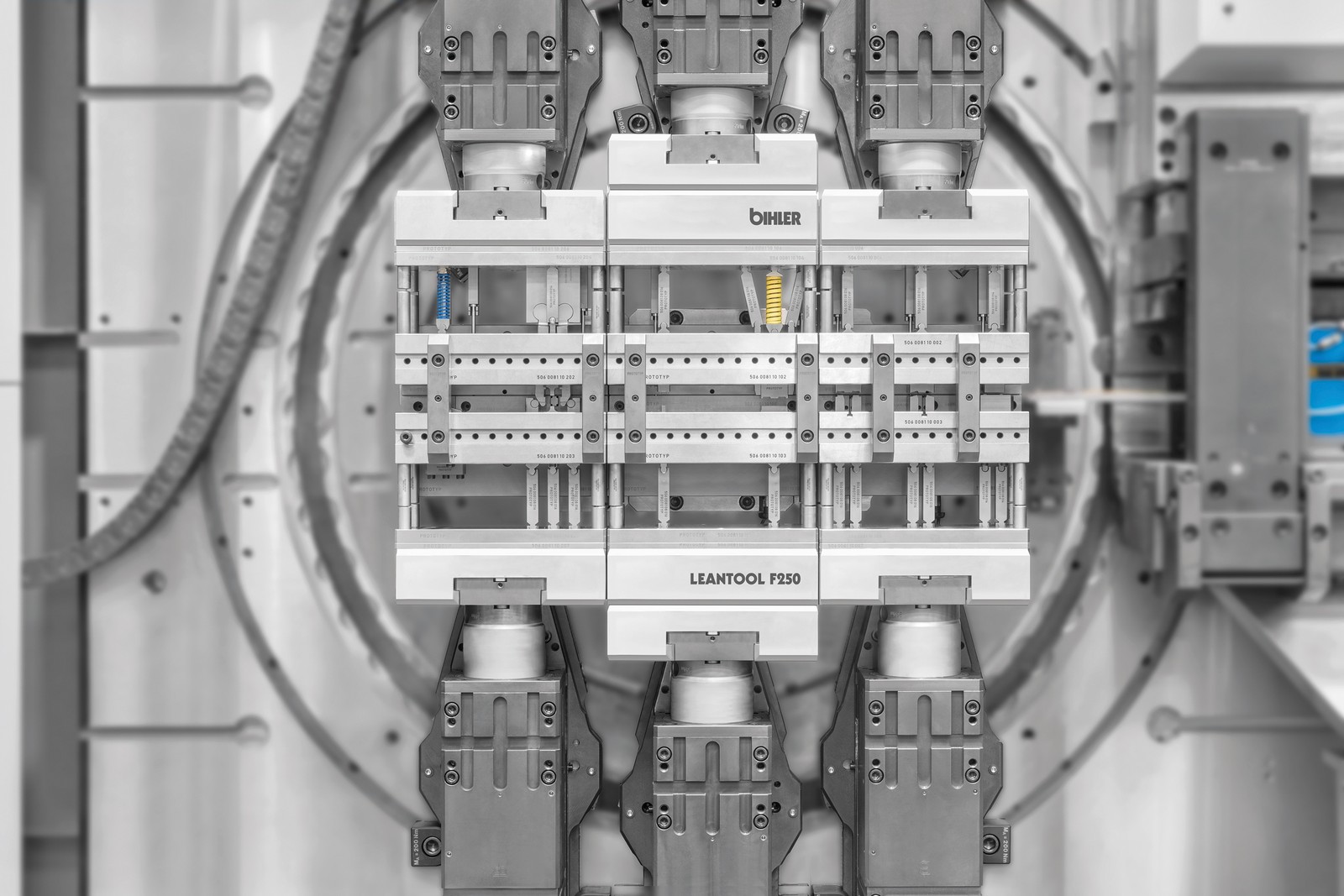
- Die Bihler-Werkzeugtechnik besticht durch ihren einfachen Aufbau und besonders durch den hohen Standardisierungsgrad. So besteht das Leantool Folgeverbund auf der Messemaschine aus drei genormten Modulen à 250 mm.
- 60 Prozent des schlanken Biegewerkzeuges sind wiederverwendbare Standardteile, 40 Prozent individuelle Werkzeugteile. Das verkürzt die Realisierungszeiten deutlich und macht das Werkzeug besonders kostengünstig.
Hoher Standardisierungsgrad, deutliche Zeit- und Kostenersparnisse
Bei der Bearbeitung der Bauteile garantiert das Leantool Folgeverbund eine konstant hohe Präzision. Der Grund: Im Gegensatz zur Fertigung in Pressen muss das 60 mm breite und 0,3 mm dicke Messingband im Biegewerkzeug nicht ausgehoben werden. Daneben ist das schlanke Werkzeug sehr übersichtlich und gut zugänglich aufgebaut; Werkzeugbewegungen erfolgen von drei Seiten durch die Maschine.
In der 400 kN-Servopresse der GRM-NC erwartet die Messebesucher zudem eine Neuentwicklung: ein standardisiertes Stanzbiegegestell mit Meusburger-Normalien vom Typ „Gefederte Führungsplatte“. Das genormte Stanzbiegegestell eignet sich ideal für den Einsatz bei sehr präzisen Teilen und großen Stückzahlen und bietet enorme Zeit- und Kostenersparnisse bei der Einzelfertigung.
Virtuelle Bihler-Technologie für die Messebesucher
Die Stärken der GRM-NC und die flexiblen Einsatzmöglichkeiten des Leantool können die Standbesucher auch in der virtuellen Welt entdecken: Ausgestattet mit VR-Brillen erleben sie die entscheidenden „Points of Interest“ auf der Servomaschine: vom hochdynamischen Materialeinzug mit dem RZV 2.1, über das präzise Stanzwerkzeug in der Servopresse bis hin zum modularen Leantool Folgeverbund.
Das Highlight der Präsentation ist die einfache eins-zu-eins-Portierung des Leantool Folgeverbund auf andere Produktionssysteme wie die Bimeric-Plattform oder einen BZ-Schnellläufer. Auf der Bimeric lassen sich nach dem Leantool-Biegewerkzeug weitere Montageprozesse integrieren, um einbaufertige Baugruppen zu fertigen.
Die BZ-Maschine ist mit sehr hohen Taktraten bis 500 1/min. ideal für Kapazitätserweiterungen und die Massenfertigung ausgelegt. Die GRM-NC lässt sich schnell für andere Aufgaben über die automatische Ausrichtung der NC-Aggregate und Werkzeug-Schnellspannsysteme auf die radiale Leantool-Variante umrüsten.
Hairpins „on the fly“
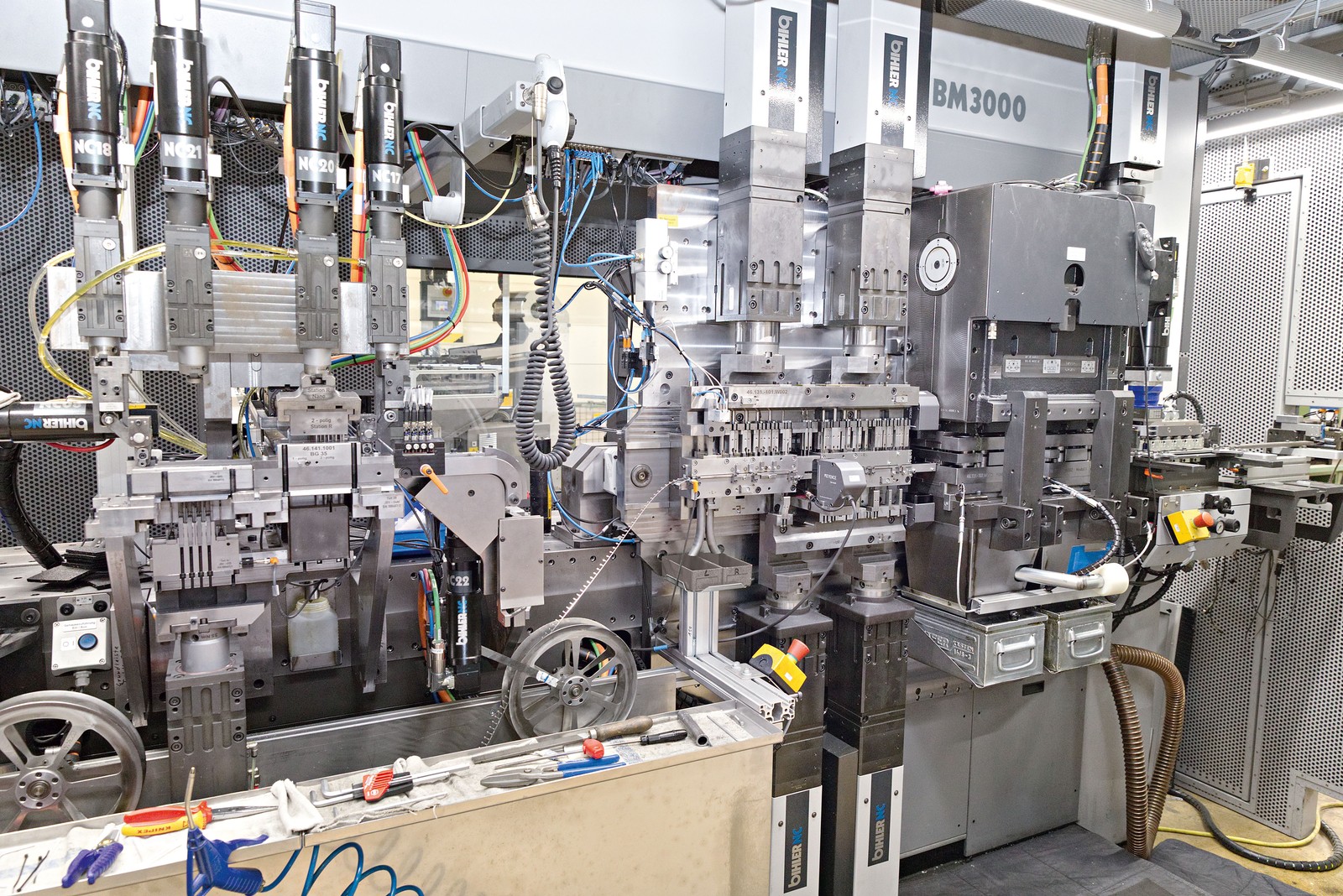
Neben den Schirmhülsen spielt die Bihler-Servotechnologie auch bei Batterie-Zellverbindern, ZSB-Verschaltungen, Stromschienen und den Hairpins ihre Stärken aus. Diese an eine Haarnadel erinnernden Bauteile sind in Pkw-Elektromotoren für die sichere und effiziente Stromübertragung zuständig. Gefertigt werden sie auf einem Bimeric-Produktionssystem mit standardisierten Bearbeitungsprozessen - direkt vom Coil sowohl aus Runddraht als auch aus Flachdraht.
Die Anlage kombiniert alle Arbeitsschritte wie das hochdynamische Einziehen des Drahts, das Abtrennen, das NC-gesteuerte mechanische Abisolieren des Lackes, das gleichzeitige Anfasen der Pin-Enden, das Vor- und 3D-Gesenkbiegen sowie die finale Vermessung der Bauteilgeometrie und das Inline-Nachstellen. Der Variantenwechsel erfolgt "on the fly“, das heißt einzig durch Aufruf der gespeicherten Daten. Der Output liegt je nach Variante bei 60 bis 120 Präzisions-Hairpins pro Minute.