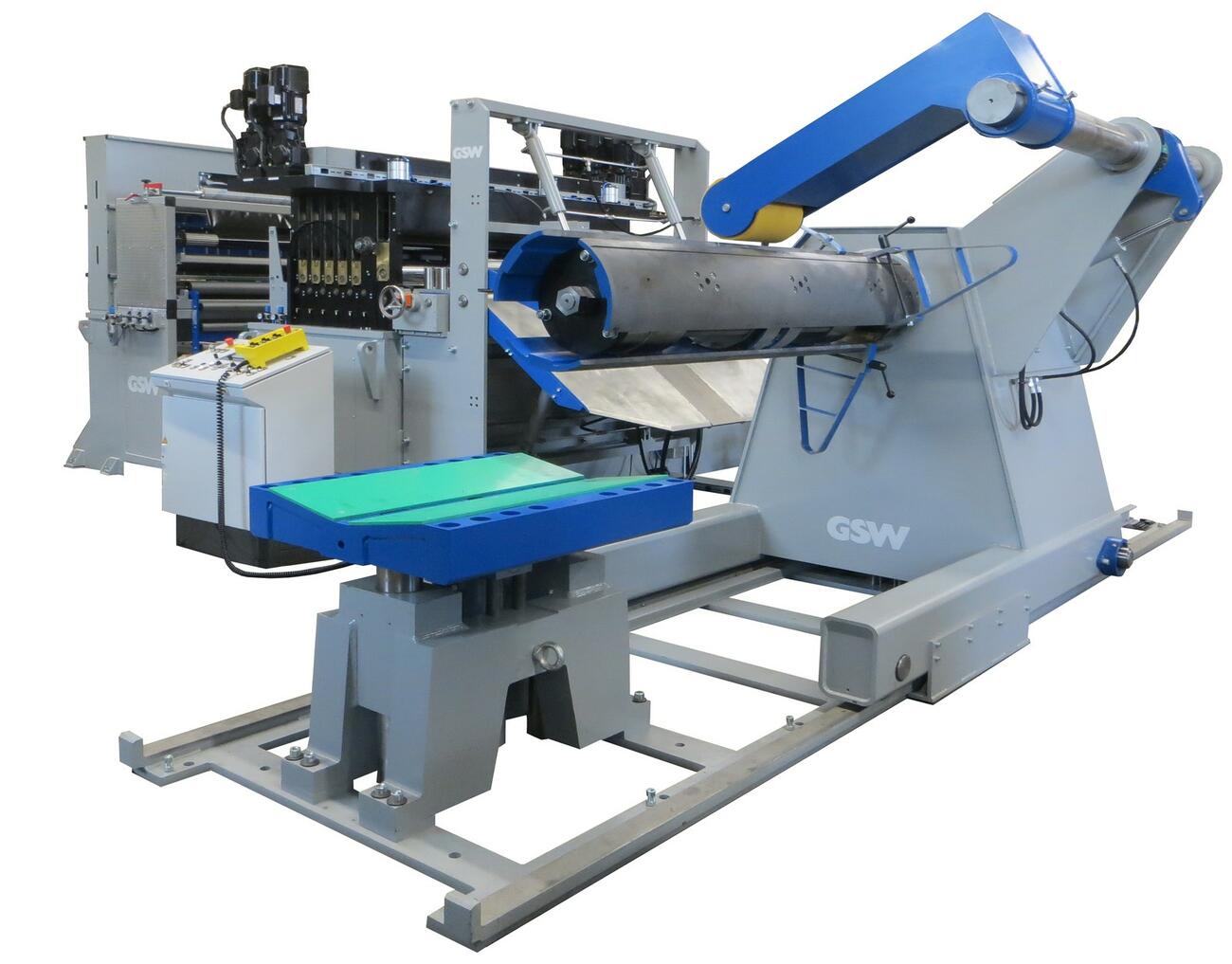
Dicke Bretter mussten die Sheet Metal Fans der GSW Group bei der Entwicklung einer Hochleistungsrichtmaschine für die Edelstahl-Abcoilanlage eines amerikanischen Anwenders bohren. Die Richtmaschine mit geschlossenem Rahmen verfügt über elf Richt- und zwei Zugwalzen und kann effektiv Banddicken von 0,8 bis 5,0 mm bei Bandbreiten bis 1.500 mm richten. Und zwar ohne Wechselkassetten. Zudem zeigt die separat einstellbare zweite Richtachse unerwartete Vorteile beim Nivellieren von Querwölbungen.
Der Konkurrenz eine Nasenlänge voraus
Teure Wechselkassetten in Kombination mit einer Blockrichtmaschine hatten die Wettbewerber in der Ausschreibung vorgeschlagen, um das entsprechende Leistungsspektrum abzudecken. Bei GSW hingegen ist man einen anderen Weg gegangen. Erfolgreich, sodass sich am Ende sogar der Gebietsverkaufsleiter des Tafelmaterial-Lieferanten des Kunden von der Leistungsfähigkeit der neuen Maschine überzeugte.
„Wir konnten auf eine Reihe Erfahrungen mit ähnlichen Anlagen zurückblicken – allerdings noch nicht in dieser Kombination von Breiten und Dicken. Insofern hat uns diese Herausforderung sehr gereizt“, erinnert sich GSW-Vorstand Benjamin Schwabe.
Hintergrund der Richttechnik
Welche Herausforderung in der Konstruktion der Maschine steckt, verdeutlicht ein Blick auf die Grundlagen des Walzrichtens. Bekanntermaßen erfolgt das Richten durch Wechselbiegungen zwischen – in Bandlaufrichtung versetzt angeordneten – unteren und oberen Richtwalzen. Die Richtwalzen tauchen dabei das Richtgut jeweils in den Zwischenraum der gegenüberliegenden Richtwalzenpaare ein.
Das Handbuch „Richten mit Walzrichtmaschinen“ von Horst Bräutigam und Sascha Becker definiert den Richtvorgang folgendermaßen: „Am Einlauf in die Maschine muss über die gesamte Breite des Richtguts eine Krümmung erzeugt werden, die größer ist als die im unplanen Blech vorherrschende größte Krümmung. Die Krümmung und entsprechend auch die Durchbiegungen müssen sich zum Auslauf hin so verringern, dass das Richtgut beim Verlassen der Richtmaschine in den planen Zustand zurückfedert“.
Der Walzendurchmesser bestimmt dabei den Richteinfluss: Mit kleinen Walzen ist der Einfluss hoch, mit großen niedrig. Kleine Walzen können allerdings weniger Antriebskräfte übertragen, sodass die Wahl des „passenden“ Walzendurchmessers in der Regel einen Kompromiss darstellt. Denn mit steigendem Walzendurchmesser vergrößert sich die erforderliche Eintauchtiefe, die allerdings physikalisch begrenzt ist. Damit ist die Richtfähigkeit einer Maschine im Wesentlichen bestimmt.
Block- oder Einzelwalzen?
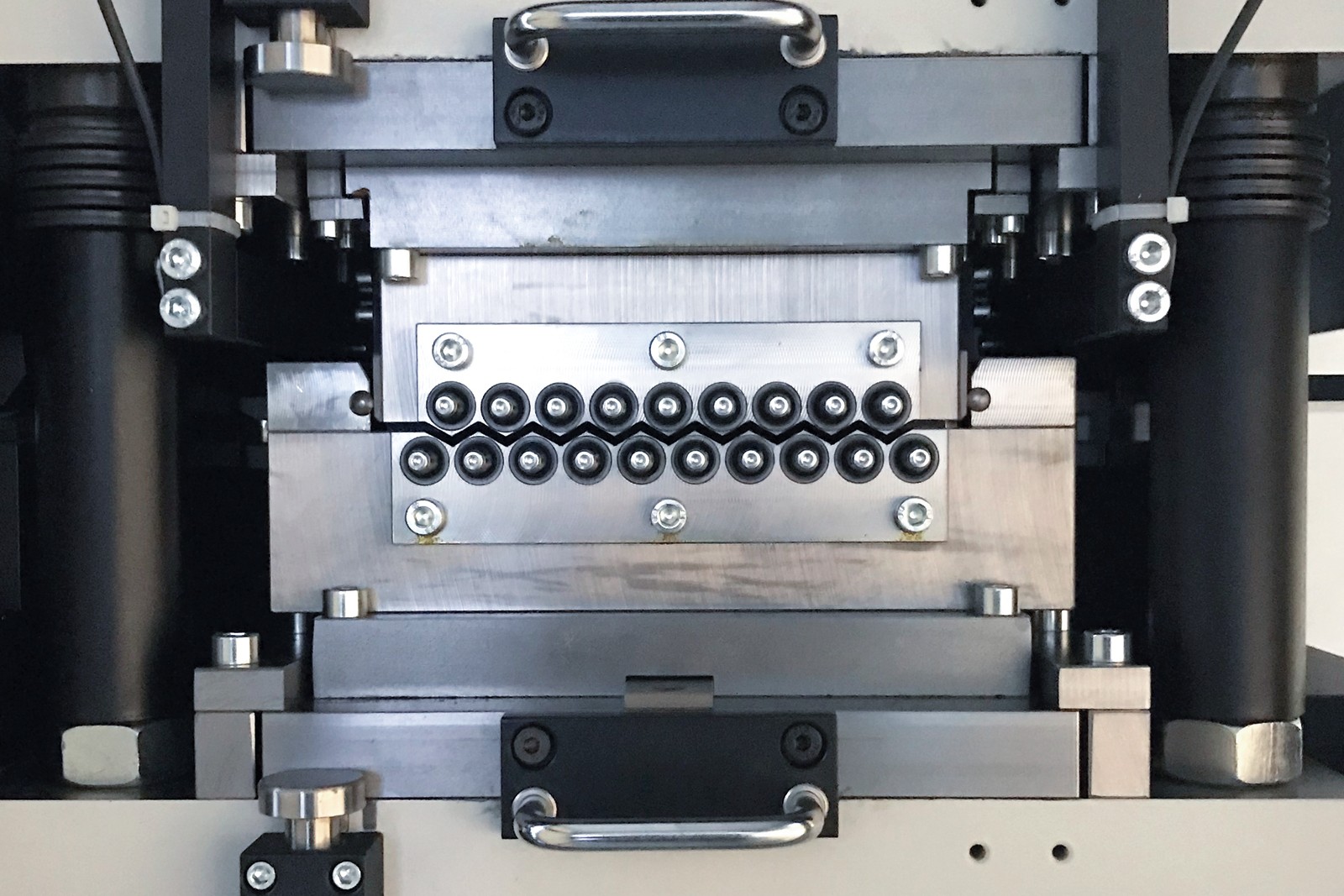
Aufgebaut ist ein Richtkopf aus einem beweglichen und einem starren Walzenstock – wobei der bewegliche fast immer oben angeordnet ist. Die „Richtbewegung“, also das Eintauchen der Walzen in das zu bearbeitende Material, ist einlaufseitig größer und dann zur Auslaufseite hin abnehmend bis auf Materialdickenniveau. Nur so können die Krümmung und Eigenspannungen im Material herausgerichtet werden. Die Eintauchtiefe wird mittels Zustellung des oberen Walzenstocks erreicht. Dieser ist entweder in Block- oder in Einzelwalzen-Bauweise ausgeführt.
Merkmale der Blockbauweise
Bei der Blockbauweise sind alle Walzen in einem einstellbaren Block zusammengefasst, der aufgrund der wenigen beweglichen Teile verhältnismäßig hohe Energien aufnehmen kann und günstiger in der Herstellung ist. Allerdings ist der Eintauchverlauf von Einlauf- zu Auslaufseite linear, sodass sich die maximal mögliche Eintauchtiefe aus der Länge der Richtstrecke und damit der Anzahl der Richtwalzen bestimmt, da am Auslauf zwangsläufig Banddickenniveau erreicht sein muss. Außerdem bleibt die „Mittenlage“ der eintauchenden Walzen nicht gleich, da mit der Schrägstellung des oberen Walzenstuhls eine horizontale Verschiebung der Ober- zu den Unterwalzen entsteht. Dieser Versatz steigt mit der Eintauchtiefe.
Üblicherweise werden Maßnahmen zur Reduzierung der Schrägstellung angestrebt, wie beispielsweise eine höhere Anzahl Richtwalzen oder reduzierte Abstände von Walze zu Walze. Kleinere Abstände lassen sich bei der Blockbauweise vergleichsweise besser umsetzen.
Einzeln zustellbare Richtwalzen
Ist der obere Walzenstock dagegen mit einzeln zustellbaren Walzen gebaut, tauchen diese unabhängig voneinander linear und ohne Mittenversatz ein. Damit kann mit der ersten Richtachse die notwendige Umformung vorgenommen werden und schon ab der zweiten Achse wird das Material wieder nivelliert. Dadurch ist der Richtprozess mit minimalem Einsatz an Richtachsen möglich. „Richtachse“ bezeichnet dabei das Dreieck zweier Unterwalzen zu einer Oberwalze.
Bei sehr hohen Belastungen wird die erste Achse zum Vorrichten genutzt, wodurch sie antriebstechnisch weniger belastet ist, das Material aber dennoch „fließen“ lässt. Das erlaubt an der zweiten Richtachse eine optimale Leistungsausbeute mit maximal möglichen Zustellwerten, ohne dass sie antriebstechnisch überbelastet wäre. Gleichzeitig ist das Band durch die angrenzenden Richtachsen optimal „gefangen“. Dadurch wird der Wirkungsgrad des Richtprozesses maximiert. Die letzte Richtachse kann je nach Anordnung noch flexibel die Richtung des auslaufenden Materials nach oben oder unten beeinflussen, ohne wieder Spannungen zu induzieren. Dies ist für nachlaufende Prozesse hilfreich.
Die Vorteile einzeln zustellbarer Walzen
Zusammengefasst ergeben sich bei der Einzelwalzen-Bauweise die Vorteile maximal tiefen Eintauchens, verbunden mit einer minimal notwendigen Zahl von Richtachsen. In der Praxis benötigt die Blockbauweise per se wenigstens ein oder zwei Richtachsen (also zwei bis vier Richtwalzen) mehr, um ähnliche Ergebnisse zu erzielen, wie ein System mit einzeln zustellbaren Walzen. Soll ein großer Dickenbereich gerichtet werden, muss bei der Blockbauweise baubedingt oft auf die teure Technologie mit Wechselkassetten, also auf austauschbare Richtkassetten mit unterschiedlichen Walzendurchmessern, gesetzt werden.
Die Bauweise mit Einzelwalzenverstellung hat dagegen ihre leistungstechnischen Grenzen, weil die Belastungen von Torsion und Durchbiegung auf die einzelnen Walzen wirken und nicht über den gesamten Block abgefangen werden können. Für den aktuellen Anwendungsfall hatten sich die Sheet Metal Fans dennoch für ihr „Lieblingskonzept“ entschieden. Die großen Richtquerschnitte würden die Technologie an ihre leistungstechnische Grenze bringen – so viel stand bereits im Vorfeld fest.
Mut in der Konstruktion
„Für unsere gewählte Technologie haben wir bisher als höchstleistende Maschine die Richtwalzengröße 100 mm eingesetzt – mit Erfahrungen mit bis zu 16 mm dickem Coilmaterial waren wir damit für die hier gewünschten Leistungen gut unterwegs und haben entsprechend angeboten“, so Benjamin Schwabe.
„Im Verlauf der Projektphase entschied sich der Kunde dann, anstelle von minimal 0,9 mm Banddicke auch Bleche mit nur 0,8 mm Dicke zu richten, und er wollte Ebenheiten erzielen, die seinem Zukauf von Tafelmaterialien aus dem Stahl-Service-Center entsprechen“, erzählt Schwabe weiter. Damit mussten die Sheet Metal Fans den Walzendurchmesser auf 80 mm reduzieren; die Richtleistung erhöhte sich so um fast 20 Prozent und würde eine Spreizung der Richtlast zwischen dünnstem und dickstem Material von 1:40 betragen. Eine solche Maschine musste erst entwickelt werden.
Ein Test sorgt für Vertrauen
Um seine Sorge bezüglich der erzielbaren Ebenheit zu zerstreuen, wurde dem Kunden ein Test mit Referenzmaterialien auf einer ähnlichen Maschine angeboten. Für Materialien zwischen 0,8 und circa 3,0 mm konnte diese Anlage überzeugen; die Maschinenleistung bei noch größeren Querschnitten blieb „Zusage und Vertrauensvorschuss“.
Benjamin Schwabe: „Dass der Kunde uns am Ende das Vertrauen gab, ehrt uns sehr. Sicher war dies nur möglich, weil hier buchstäblich von Unternehmer zu Unternehmer (der Kunde ist selber Maschinenbauer) mit festem Händedruck anstelle von wälzerdicken Verträgen gearbeitet werden konnte.“
Bombage nicht nötig
Vor der finalen Entscheidung brachte der Kunde noch ein weiteres Bedenken an: „Um den Querwölbungsdefekt zu beseitigen, benötigen wir eine Bombage.“ Querwölbung bezeichnet eine Bandkrümmung quer zu Laufrichtung, welche beim Längsteilen der Muttercoils entstehen kann. Um diesem entgegenzuwirken, wird eine Richtwalze aktiv überbogen – bombiert – um hier einen korrektiven Einfluss zu erhalten. Diese Technik ist wegen der hohen Kräfte und der erforderlichen Steuerung teuer und bei der Verarbeitung weniger gleicher Bleche oft unwirtschaftlich.
Bei dem Referenzbesuch lag dieser Defekt nicht vor, aber Benjamin Schwabe konnte auf entsprechende Erfahrungen verweisen: „Wir haben mit unseren Kunden durch tiefes Eintauchen einen ähnlichen Effekt erzielt, wie man mit einer Bombage erzielen kann, und quergewölbtes Material erfolgreich gerichtet.“
Querwölbung – die Macht der zweiten Richtachse
„Die Einzelwalzenmaschine gibt uns für die Korrektur von Querwölbung den maximalen Freiraum“, erklärt Schwabe. „Wir benutzen dabei die zweite Richtachse, um den Defekt zu korrigieren. Je nach Banddicke stellen wir bis zu 200 Prozent der errechneten Eintauchtiefe zu. Die zweite Richtachse wird gewählt, damit das Material vor und nach dem Richten der Querwölbung nicht ausweichen kann. Mit der ersten Achse richten wir vor und bringen das Material zum Fließen. Damit wird der Antrieb an der zweiten Achse trotz der erhöhten Eintauchtiefe nicht wesentlich stärker belastet. Die folgenden Achsen dienen dann der Nivellierung.“
Laut GSW genügt eine minimale Anzahl von vier Richtachsen (acht bis neun Richtwalzen), um den Querwölbungsdefekt zu korrigieren. Ein oder zwei weitere Achsen werden abhängig von der gewünschten Ebenheit beziehungsweise vom eingesetzten Coildurchmesser hinzugewählt. Bei großen Coils ist der Krümmungsunterschied von Außen- zu Innendurchmesser entsprechend stärker ausgeprägt und benötigt eine längere Richtstrecke, um ein Nachjustieren einzelner Achsen während des Abcoilprozesses zu vermeiden. Im konkreten Fall wählten die Sheet Metal Fans fünf Richtachsen (elf Richtwalzen). Für die nötige Abzugskraft vom elektronisch gebremsten Haspel sorgt ein Einzugswalzenpaar mit 160 mm Durchmesser.
Wegen der verarbeiteten Edelstahl-Materialien sind alle standardmäßig gehärteten Walzen auch hartverchromt. Die größte Materialdicke von 5,0 mm entspricht dem Kundenportfolio. „Die Richtfähigkeit der Maschine liegt deutlich höher“, betont Benjamin Schwabe. „Sie könnte bis etwa 10 mm dicke Materialien bei einer Bandbreite von etwa 500 mm verarbeiten.“
Mehraufwand, der sich lohnt
Der Beweis, dass die schwere Maschine mit dem kleinen 80-mm-Richtwalzendurchmesser und den enormen auftretenden Kräften das gesamte Portfolio auch tatsächlich leisten konnte, musste allerdings noch erbracht werden. „Wir haben jedes Zahnrad und jede Spindel berechnet“, erinnert sich Konstrukteur und Projektleiter Philipp Geerkens, „und sind für die gut 500 kN Richtkraft an die maximal mögliche Belastung gegangen.“
Einzelne Bauteile wurden abweichend gefertigt, um die Lasten aufnehmen zu können, die Stellmotoren für die Eintauchtiefe wurden für den Einbauraum maximal stark gewählt. „Für zulässige Durchbiegung der Walzen und damit die Steifigkeit der Maschine haben wir sehr enge Toleranzen“, so Geerkens weiter. „Um dafür nicht meterhohe Traversen einbauen zu müssen, haben wir die achtfach abgestützten Oberwalzen mit einer zusätzlichen mittigen Spindel aufgehängt – mehr Tricks werden aber nicht verraten.“
In Zusammenarbeit mit dem Antriebspartner SEW wurden sehr starke, dauergeschmierte Gelenkwellen eingesetzt und mit einem Verteilergetriebe aus eigener Herstellung kombiniert, sodass ein passendes Antriebskonzept gefunden war, um die erforderlichen Momente dauerhaft und sicher aufzubringen. „Unser Kunde war an Tafeln direkt vom Stahl-Service-Center gewöhnt; in seinem eigentlichen Fertigungsprozess verarbeitet er diese Bleche von circa zwei bis 13 m Länge im automatischen Durchlauf mit standardisierten Fertigungszellen“, berichtet Geerkens weiter. „Wenn wir jetzt mit ihm den Schritt zur eigenen Herstellung von Tafelmaterial gehen würden, war klar, dass wir hier nicht nur wegen der Qualität, die der Kunde kannte, perfekt ebene Tafeln präsentieren müssen, sondern, dass er diese für seinen Prozess wirklich braucht.“
An härteren Aufgaben gewachsen
Dann zur Vorabnahme die Überraschung: 1500 mm breite Testcoils mit 2 und 5 mm Banddicke und erheblichen Querwölbungen. Bis zu 15 cm Durchbiegung quer zur Laufrichtung. Typisch „Restcoil“, hatte der Lieferant gesagt und – vorsichtig ausgedrückt – „grenzwertiges B-Waren Material“ geschickt. Doch bot gerade dies die Chance, dass die Maschine sich beweisen konnte.
Der gute Mann vom Stahl-Service-Center hatte eigentlich nichts mit dem Projekt zu tun, dennoch war er extra angereist, um die Anlage zu sehen: Er hatte nicht glauben wollen, dass das geplante Materialspektrum verarbeitet werden konnte. Dann staunte er nicht schlecht, als er Zeuge des Ergebnisses wurde. Querwölbung weg; 5 m plan gerichtete Tafel in 1.500 mm x 5 mm Edelstahl. Daneben eine weitere Tafel, noch länger, eben und doch nur 0,8 mm dünn. „Habt ihr das wirklich alles auf der Maschine gemacht?“
Für die Produktion am US-Aufstellort haben die Sheet Metal Fans dem Kunden eine Tabelle mitgegeben, mit der er schnell die passenden Zustellwerte je Materialdicke und mit oder ohne Querwölbungsdefekt errechnen kann. Diese sind in der Visualisierung abgelegt und als Rezept gespeichert. Die Praxis hat gezeigt, dass die Maschine alle Materialien sicher verarbeitet und ab etwa 2 mm Dicke auch den Querwölbungsdefekt beseitigen kann.