Bei der Karl Eugen Fischer GmbH hat die Portalschneidanlage Erlcut e540 einen wesentlichen Anteil an der Produktion der Cordschneidanlagen aus Burgkunstadt. Das Unternehmen mit Sitz im oberfränkischen Burgkunstadt ist ein mittelständisches Unternehmen, das Sondermaschinen für die Reifenindustrie herstellt und weltweit vertreibt. Die Wurzeln von Fischer gehen bis ins Jahr 1940 zurück. Damals wurde das Unternehmen als kleiner Metallbaubetrieb gegründet und zehn Jahre später der Grundstein für den heutigen Erfolg gelegt: der Bau der ersten, für den eigenen Bedarf konstruierten Tafelblechschere und Abkantpresse. 1970 wurden die Weichen neu für das Unternehmen gestellt, als Fischer die erste Stahlcordschneidanlage für die Reifenindustrie entwickelte und sich binnen kurzer Zeit zum Technologie- und Marktführer für Cordschneidanlagen entwickelte. Heute setzen alle namhaften Reifenhersteller bei der Konfektionierung von Reifenkarkassen und Reifengürteln auf die Technologie von Fischer.
Überzeugendes Anlagenkonzept
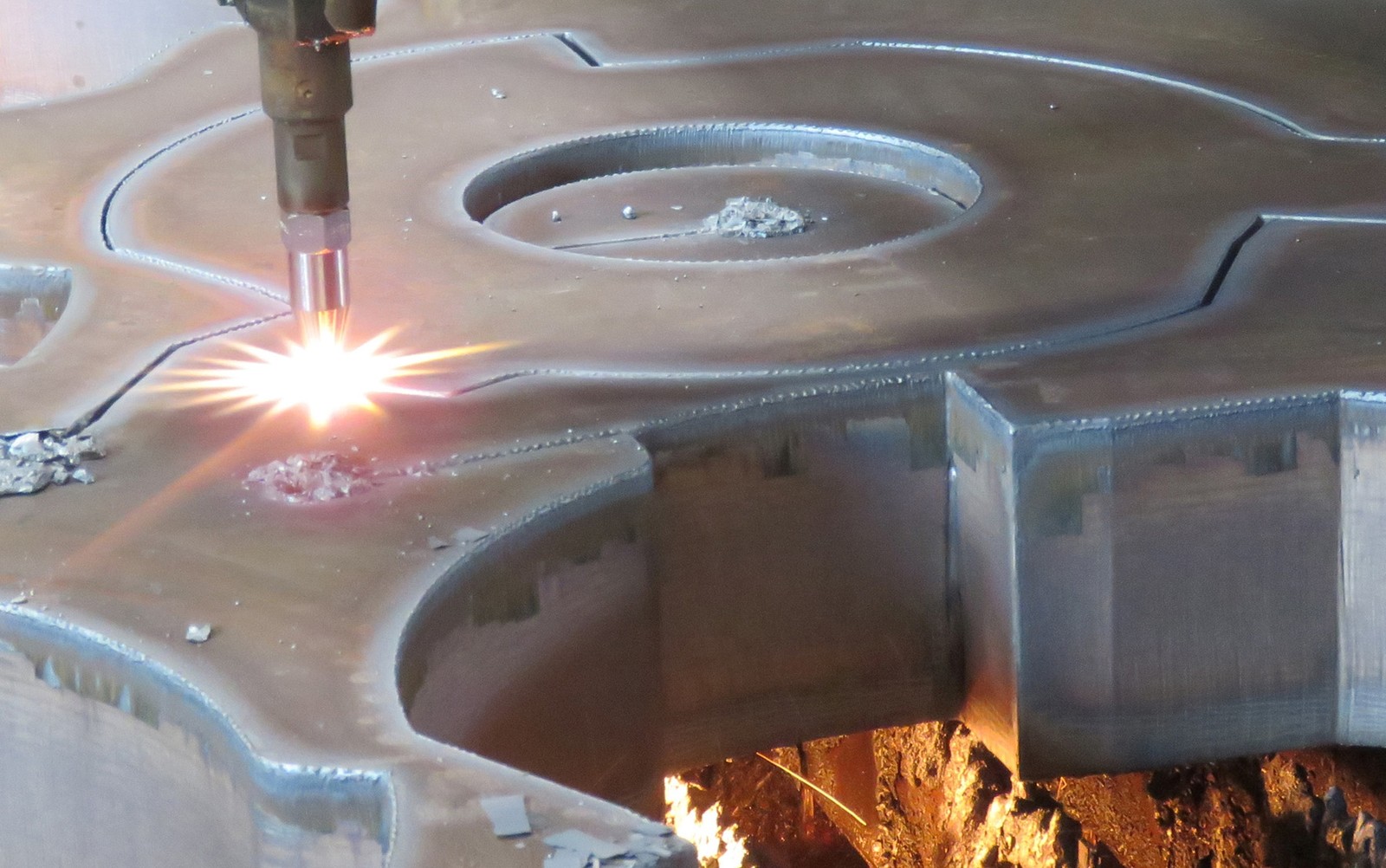
Der Anwender schneidet überwiegend großformatige Dickblech-Bauteile, die später beispielsweise die Bodenplatten oder Seitenteile der Cordschneidanlagen bilden. Diese Aufgabe hat bislang eine Brennschneidmaschine mit zwei Autogenstationen und einem Druckluftmarkierer übernommen. Da die bisher eingesetzte Schneidmaschine aus Altersgründen jedoch den Qualitätsansprüchen nicht mehr gerecht werden konnte und fehleranfällig wurde, musste sie neuer Technologie weichen. Mehrere Hersteller haben ihre Lösungen angeboten, doch den Verantwortlichen bei Fischer war schnell klar, dass es eine Erlcut e540 sein soll. „Die solide und durchdachte Bauweise der Anlage von Erl Automation hat uns auf Anhieb sehr gut gefallen, und auch die Prozesstechnik hat uns überzeugt, in eine Erlcut zu investieren“, erklärt Tobias Rupprecht, Projektleiter und Vorarbeiter im Stahlbau bei der Karl Eugen Fischer GmbH.
Der niederbayerische Automatisierungsspezialist für Schweiß- und Schneidlösungen hat eine Anlage geliefert, die mit insgesamt zwei Motorwagen ausgestattet ist – einer Werkzeugstation zum autogenen Brennschneiden für Blechdicken bis 200 mm und einer Werkzeugstation zum Markieren von Bauteilen mit einem Nadelpräger. Die Schneidanlage hat eine Spurbreite von 4.000 mm und fährt auf einer elf Meter langen Laufbahn. So können Blechformate bis 3.000 x 9.000 mm bearbeitet werden. Aufgelegt werden die Bauteile auf einen Gurtfördertisch mit Wasserbett und integrierter Absaugung, der für ein einfaches Handling und effizientes Erfassen der Schadstoffe sorgt. Ein maßgeschneidertes Schulungsprogramm, um die künftigen Anlagenbediener mit den Besonderheiten der Schneidanlage und der Programmierung der Bauteile vertraut zu machen, hat das Projekt abgerundet.
Leistungsstarke Prägeeinheit
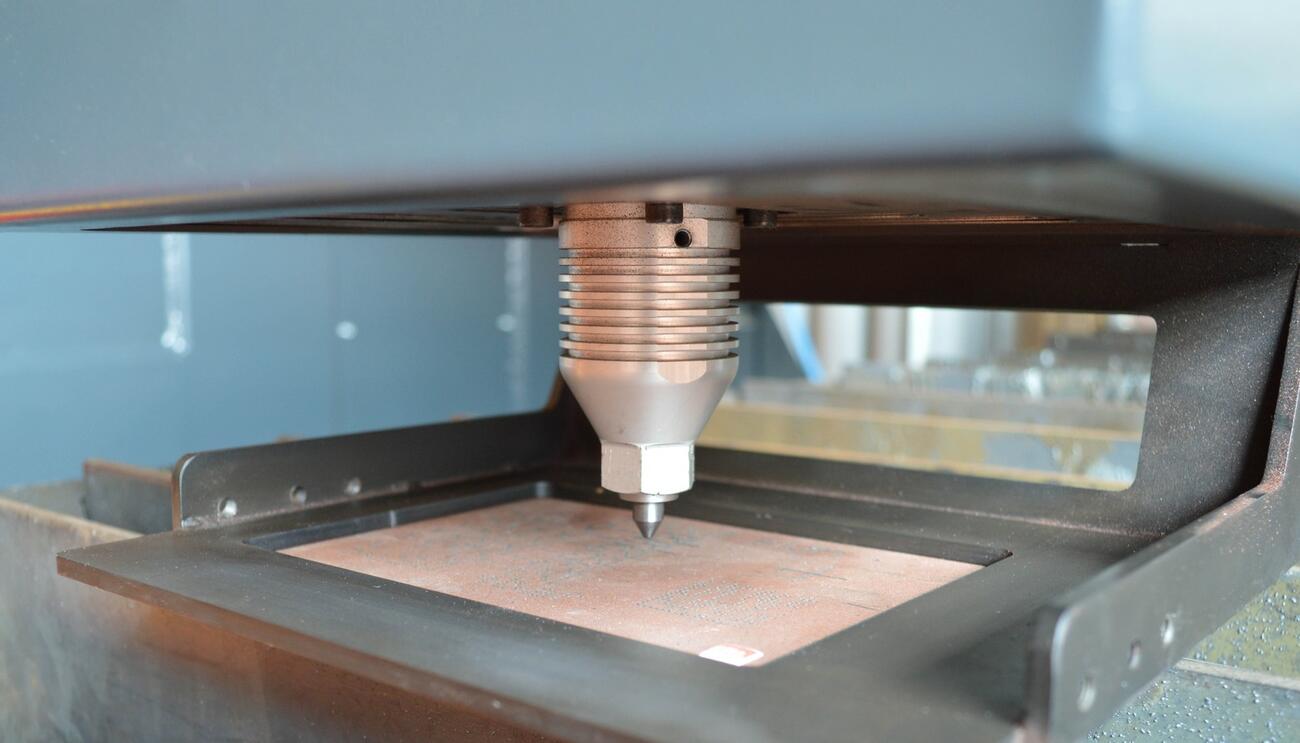
Die Erlcut ist mit dem Autogenschneidbrenner ECB-3 ausgestattet. Dank Innenzündung und innenliegender Höhenregelung ist dieser wartungsfrei und materialsparend aber auch programmierfreundlich. Nicht zuletzt profitiert Fischer mit der eingesetzten Autogentechnik von präziseren Schneidergebnissen. Darüber hinaus verfügt die Anlage über die Nadelmatrix-Prägeeinheit „Erlcut-sign“. Der leistungsstarke Nadelpräger ist für die unterschiedlichsten Werkstoffe geeignet und ermöglicht langanhaltende Bauteilkennzeichnungen – beispielsweise Klartexte, Linien und Data Matrix Codes lassen sich damit auf der Blechoberfläche erzeugen. Die nachschleifbare Markiernadel kann sowohl für Stahl- als auch NE-Werkstoffe eingesetzt werden. Sie ermöglicht eine Markiertiefe bis zu 0,8 mm in kaltem Stahl bei einer Zugfestigkeit bis 520 N/mm2.
Das Prägesystem arbeitet in einem autarken Bereich von 150 x 100 mm, ohne dass eine Maschinenbewegung notwendig ist. Je nach Anzahl der Zeilen ist demnach eine Zeichenhöhe von 6 - 100 mm möglich. Die Prägeeinheit ist nicht nur besonders leistungsstark, sondern auch schnell, denn je nach Zeichenhöhe sind bis zu 10 Zeichen pro Sekunde mit dem Nadelpräger realisierbar. Im Gegensatz zum bisher bei Fischer eingesetzten Druckluftmarkierer kann der Cordschneidanlagenhersteller mit der Erlcut schneller prägen und verzeichnet dadurch wesentliche Zeiteinsparungen. „Dadurch, dass das Portal beim Prägen still steht und nur die Prägeeinheit in Bewegung ist, kann im Vergleich zu unserer vorherigen Anlage das Markieren maschinenschonender erfolgen und die Führungsgenauigkeit langfristig gewahrt werden“, ergänzt Rupprecht.
Effiziente Schadstofferfassung
Eine der zentralen Anforderungen von Fischer war ein Tischsystem, das eine effiziente Absaugung, hohe Produktivität sowie Bedienkomfort bietet. Ein konventioneller Absaugschneidtisch erfordert bei einer Schneidlänge von neun Metern und intensiver Nutzung häufiges Leeren der einzelnen Schlackewannen, was mit einem gewissen Zeitaufwand verbunden wäre und hohe Stillstandzeiten verursachen würde. Deshalb setzte Erl auf ein Gurtfördertischsystem, bei dem sich unter der Schneidfläche ein Wasserbecken befindet, durch das endlos ein Gurtförderband geführt wird. Schneidschlacke und Kleinteile fallen barrierefrei durch das Wasser auf das Förderband und werden zu einer Stirnseite des Tisches heraus schräg nach oben in Container gefördert. Die Container sind mit einem Gitterrost abgedeckt, sodass Kleinteile und Schneid-schlacke getrennt werden, denn grobkörnige Schlacke fällt durch den Rost, Kleinteile bleiben darauf liegen. Für die Anlagenbediener ist das Handling dadurch sehr einfach: Die im Container angesammelte Schlacke kann schnell entsorgt und die Kleinteile mühelos vom Gitterrost abgenommen werden.
Zur effizienten Rauchgasabsaugung ist der Schneidtisch in mehrere Absaugsegmente unterteilt. Je nach Längsstellung der Schneidmaschine werden die Absaugklappen der einzelnen Segmente geöffnet und geschlossen. So wird gewährleistet, dass die Schadstoffe an ihrer Entstehungsquelle, der Schneidposition, erfasst werden. Durch das Wasserbett wird ein Großteil der Stäube bereits gebunden, wodurch eine verhältnismäßig niedrige Ventilatorleistung der Filteranlage für die Erfassung und Absaugung der Schneidstäube und –rauche ausreichend ist. Hinzu kommt, dass das Innere des Tisches frei von Schlacke-Anhaftungen bleibt, und die Luft immer gleichmäßig strömen kann, sodass eine permanent gute Absaugleistung gewährleistet wird und wenig Wartung erforderlich ist.
Ein voller Erfolg
Die Erlcut Schneidanlage ist seit Ende des Jahres 2017 bei Fischer in Betrieb. Nach gut einem halben Jahr fällt das Fazit sehr positiv aus. „Wir sind sowohl mit der Schnittqualität als auch mit dem neuen Markierprozess sehr zufrieden. Auch der komfortable Gurtfördertisch und die Bedienoberfläche der Erlcut kommen bei den Bedienern sehr gut an“, schildert Rupprecht die Situation. Mit der Bedienoberfläche ist die Steuerung "e*volution" gemeint, die dank einem 21“ großen Echtglas-Display für ermüdungsarmes Arbeiten sorgt. Aufgrund der Größe bietet sie stets einen guten Überblick über die wesentlichen Funktionen. Zudem ist die Steuerung mit einer auf der jahrelangen Erfahrung von Erl basierenden Prozessdatenbank ausgestattet, in der alle Schneidparameter startbereit hinterlegt sind. Dank der bereitgestellten Prozessparameter konnte schon nach kurzer Einarbeitungszeit die volle Leistungsfähigkeit der Maschine erzielt werden.
Für die Erstellung der Schneidprogramme nutzt Fischer die 2D-Software act/cut PRO, sowohl an der Maschinensteuerung als auch in der Arbeitsvorbereitung. act/cut PRO ist optimal abgestimmt auf die Programmierung der Erlcut Maschinen und berücksichtigt die maximalen Möglichkeiten jeder Technologie in jedem Abschnitt der Programmierung, von der Teile-Erstellung über die Verschachtelung und die Optimierung der Werkzeugwege bis zur NC-Programm-Erstellung. Wann immer es möglich ist, arbeitet die Software automatisch, überlässt aber die endgültige Wahl dem Anwender, um eine optimale Effizienz in jeder Situation zu erreichen.
Stefanie Kaufmann, Erl Automation GmbH