Neben dem Stanzen hat sich das Feinschneiden als formgebendes Trennverfahren bei der Herstellung hochwertiger Bauteile etabliert. Einerseits haben beim Stanzen leistungsfähige Maschinen und Automaten die Produktivität erhöht, andererseits liefert das Feinschneiden Bauteile, die mit ihrem Glattschnitt ohne Nachbearbeitung verwendet werden könne. Mit den entsprechenden Pressen und Werkzeugen lassen sich heute dünne und dicke Bleche gleichermaßen mit großer Geschwindigkeit stanzen und feinschneiden .
Durch die Entwicklung der Pressen, höhere und vielfältigere Stahlqualitäten sowie den wesentlich verbesserten Werkzeugbau sind die Anforderungen beim Stanzen und Feinschneiden in den letzten Jahren erheblich gestiegen. Zum einen haben sich die Komplexität und die Maßgenauigkeit der Bauteile deutlich erhöht, zum anderen sind die Festigkeit und die Blechdicke auf einem hohen Niveau und nehmen noch weiter zu.
Insgesamt führt das zu einer erhöhten Beanspruchung der Werkzeuge und damit zu höheren Anforderungen an den Werkzeugwerkstoff und dessen Oberflächenqualität. Während des Stanz- und Feinschneidprozesses sind die Werkzeugwerkstoffe hohen mechanischen Belastungen ausgesetzt, insbesondere die Aktivelemente unterliegen höchster Beanspruchung, sodass es während des Einsatzes zu unterschiedlichen Verschleißerscheinungen, Ausbrüchen und sogenanntem Chipping kommt.
Dies lässt sich nicht zur Gänze vermeiden und für eine adäquate Lebensdauer der Werkzeuge sind daher verbesserte und neue Werkstoffkonzepte gefordert. Eine Herausforderung für die Stahlentwickler.
Werkstoffkompetenz ist immer auch Produktivitätssteigerung
Höhere Hubzahlen und mehr Output durch schnellere schnellere Maschinen lassen sich erst mit dem richtigen Werkzeug und schlussendlich dem verwendeten Werkzeugwerkstoff umsetzen. Es ist dabei wichtig, nicht nur das Stanzdesign, sondern im Zusammenhang damit auch die Werkstoffauswahl für die Werkzeuge zu hinterfragen: Warum wird nicht konventionell erschmolzener Kalt- oder Schnellarbeitsstahl, sondern pulvermetallurgischer Stahl verwendet? Warum muss der Werkstoff die vorgegebene Härte haben? Ihre metallurgische Kompetenz stellt in diesem Zusammenhang die voestalpine Böhler Edelstahl GmbH & Co KG mit der Entwicklung des pulvermetallurgisch hergestellten Kaltarbeitsstahles Böhler K490 Microclean dar.
Der Werkstoff besticht durch einen komplexen Aufbau mit einem Karbidanteil von circa 10 Volumenprozent, wobei es sich um ein Zusammenspiel mehrerer Karbidtypen handelt. Die spezielle Legierungszusammensetzung bewirkt beim Böhler K490 Microclean eine deutlich feinere Mikrostruktur mit deutlich kleineren Karbidabständen als beim Vergleichswerkstoff PM23.
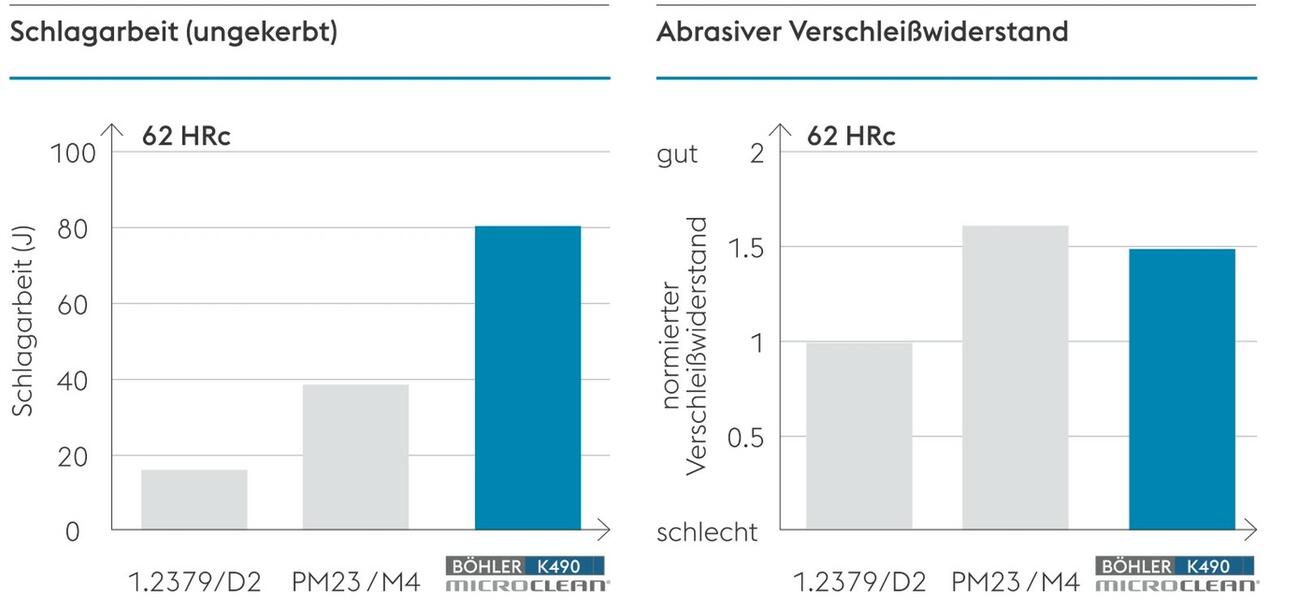
In Relation zu den PM-Stählen wie M4 oder PM23 weist der K490 Microclean eine verdoppelte Zähigkeit bei gleichem Verschleißwiderstand auf. Darüber hinaus sorgt die Legierungszusammensetzung des pulvermetallurgischen Kaltarbeitsstahls für eine optimale Bearbeitbarkeit mit hoher Flexibilität in der Wärmebehandlung, ohne dabei dessen mechanisch-technologischen Eigenschaften wesentlich zu verändern.
Der neue Werkzeugstahl wurde bei verschiedenen Kunden erfolgreich eingesetzt und hat dort sein Potenzial für eine eine flexiblere, schnellere und effizientere Werkzeugfertigung gezeigt. Dieser Werkstoff vereinigt somit exzellente Verschleißbeständigkeit mit ausgezeichneter Zähigkeit in Verbindung mit wirtschaftlicher Bearbeitbarkeit auf höchstem Niveau.
Wärmebehandlung sorgt für mehr Leistung
Damit der Werkstoff sein Leistungspotential ausspielen kann, gilt das Motto: „erst die richtige Wärmebehandlung bringt optimale Ergebnisse“. Nach der spanenden Bearbeitung zur gewünschten Werkzeuggeometrie empfehlen die Experten der voestalpine Böhler Edelstahl GmbH & Co KG ein Spannungsarmglühen bei 650 bis 700 °C. Dabei soll der Stahl nach dem Durchwärmen ein bis zwei Stunden auf der Temperatur gehalten werden, bevor er im Ofen abkühlt.
Zur Einstellung der Gebrauchseigenschaften soll das anschließende Härten bei Temperaturen zwischen 1030 bis 1080 °C erfolgen. Wesentlich dabei ist das exakte Abkühlen auf Raumtemperatur, insbesondere bei maximalen Zielhärten. Je nach gewünschter Zielhärte (58 bis 64 HRC) ist ein mehrmaliges Anlassen im Temperaturbereich 520 bis 560°C durchzuführen, wobei hier ein langsames Erwärmen auf Anlasstemperatur unmittelbar nach dem Härten empfohlen wird.
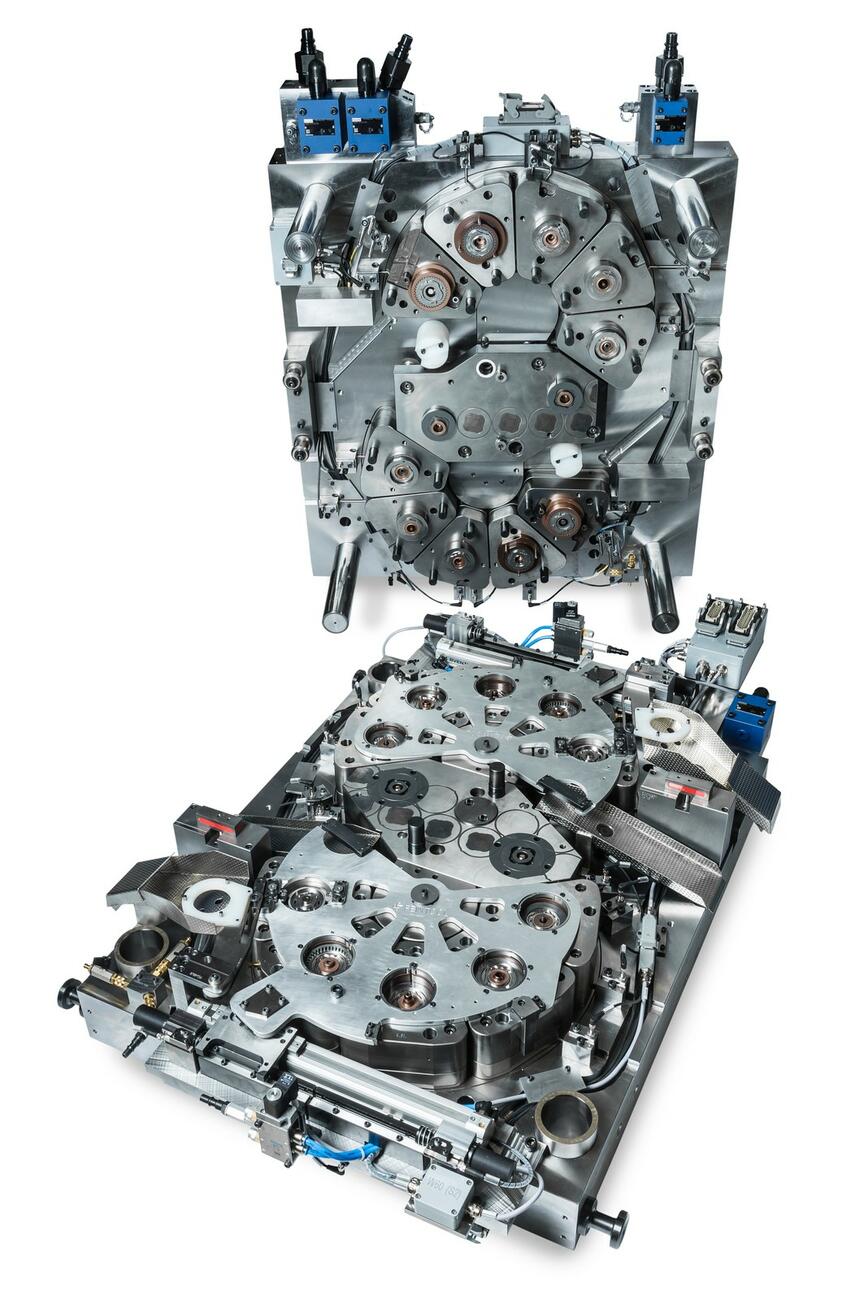
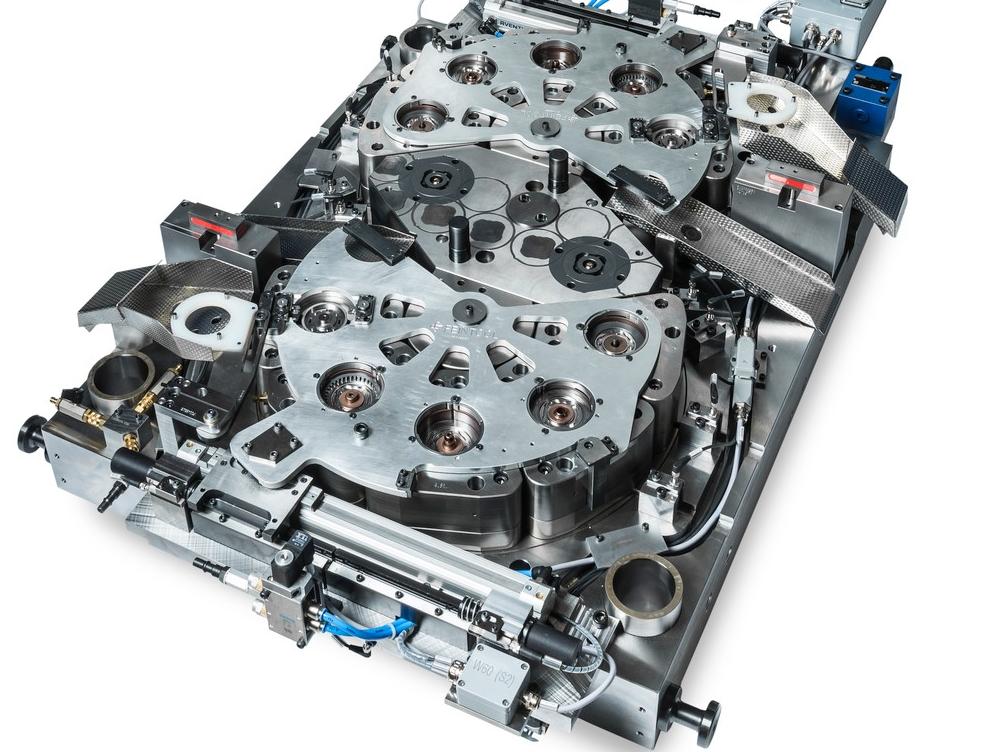
Das Leistungspotential eines Werkzeugwerkstoffes zeigt sich allerdings immer erst in dessen Anwendung. Getestet wurde der Werkzeugwerkstoff bei der Feintool Technologie AG. In diesem Falle wurde der Böhler K490 Microclean für die Aktivelemente zur Fertigung von Sitzverstellern eingesetzt. Die optimale Wärmebehandlung in Verbindung mit der Werkzeugfertigungskompetenz von Feintool resultierte in hervorragende Standzeiten, weshalb der Böhler K490 Microclean eine ausgezeichnete Wahl für die Herausforderungen beim Feinschneiden darstellt.
Aber auch für weitere Anwendungen in der Kaltumformung ist der K490 Microclean aufgrund seines Eigenschaftsspektrums eine hervorragende Wahl, so die Experten der voestalpine Böhler Edelstahl GmbH & CoKG.