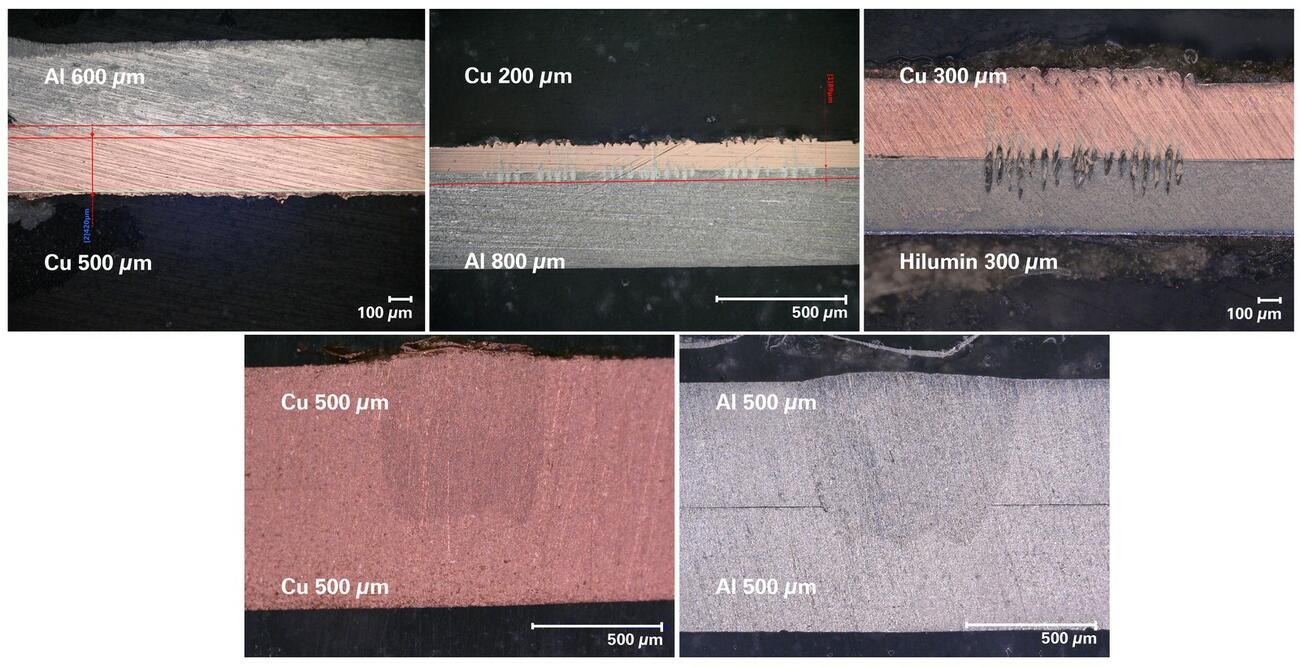
Für das Schweißen unterschiedlicher Materialkombinationen hat der Maschinenbauer Manz ein Laserschweißverfahren entwickelt, dass für eine stabile und langlebige Schweißnaht sorgt. In der Verbindung können die vorteilhaften Eigenschaften aller beteiligten Materialien genutzt werden.
Eines der wichtigsten Anwendungsfelder für die neuen Laserschweißverfahren ist derzeit die Lithium-Ionen-Batterietechnologie, weltweit ein Markt mit rasanten Wachstumsraten. Der technologische Durchbruch dieser Energiespeichertechnik – zum Beispiel in der Automobilbranche oder bei Akku-Werkzeugen und Gartengeräten – wird neben der Ladeinfrastruktur von drei wesentlichen Faktoren abhängen: kürzere Ladezeiten, mehr Leistung und geringeres Gewicht der Batterien.
Die wichtigste wirtschaftliche Variable für oder gegen einen breiten Einsatz von Lithium-Ionen-Batterien sind allerdings die Kosten und dabei ganz besonders die Fertigungskosten. Erst wenn sich neue leitfähigere Materialien vollautomatisiert und prozesssicher bei hohen Durchsatzraten verarbeiten lassen, so sagten sich die Manz-Ingenieure, werden wir unseren Kunden die geforderten Kostensenkungspotenziale bieten können.
Kupfer und Aluminium werden immer wichtiger
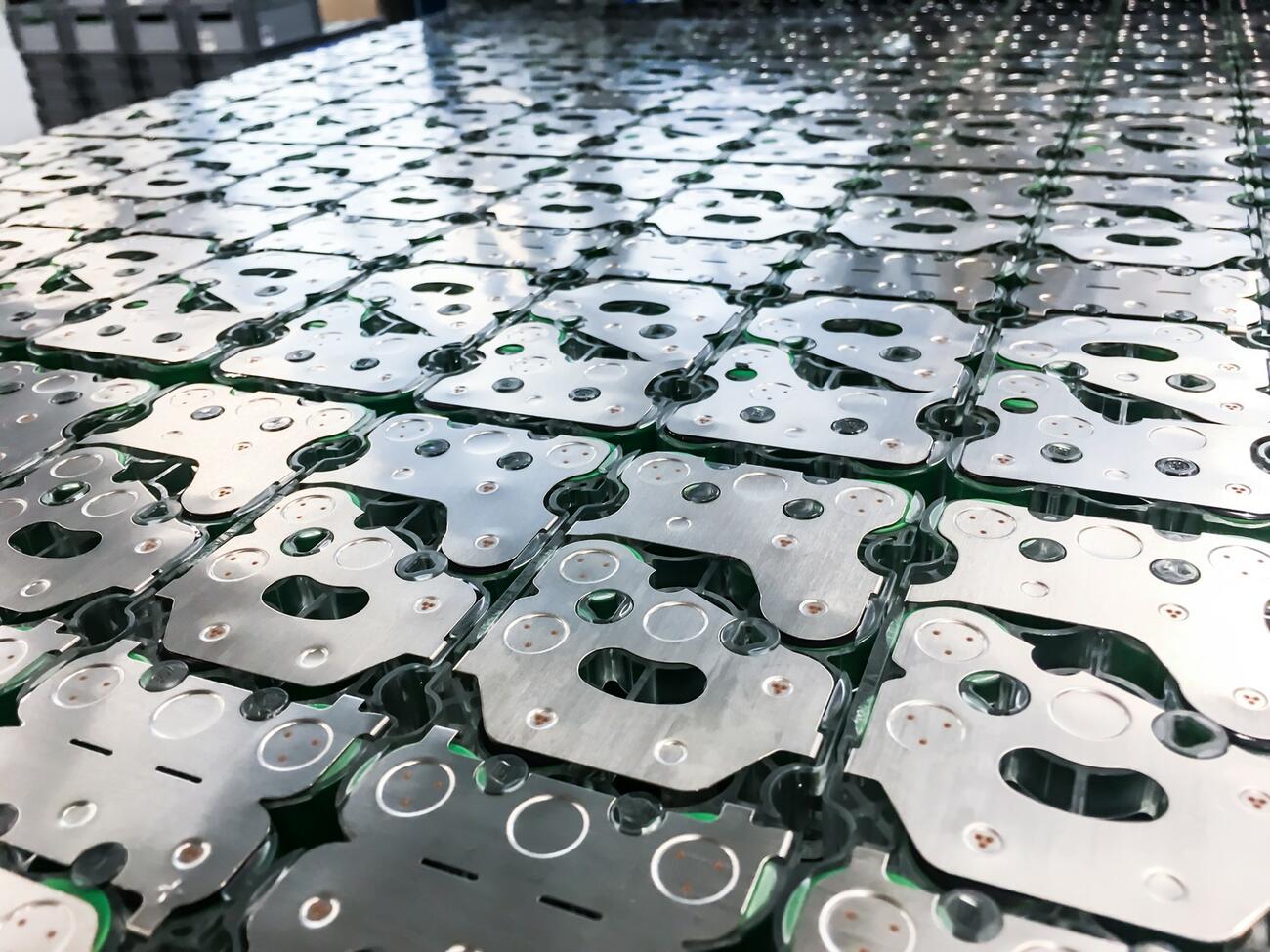
„Den Batterieherstellern war bewusst: Um den steigenden Anforderungen an höhere Lade- und Entladeströme gerecht zu werden, kommen sie um Kupfer und Aluminium für die Ableiter-Kontakte nicht herum. Das findet sich dann konkret auch in den Lastenheften unserer Kunden“, erzählt Sascha Gaiser, Abteilungsleiter Battery Laser Processing bei Manz. Was noch in den Lastenheften steht: Die Einschweißtiefe darf nur sehr gering sein, denn die Stahlblech-Gehäuse von Lithium-Ionen-Batterien haben oft nur eine Stärke um die 300 μm.
Kupfer und Aluminium sind nicht nur leitfähiger als Stahl, weil sie einen geringeren spezifischen Widerstand haben. Mit einer höheren Leitfähigkeit lässt sich bei gleicher Leistung auch Material einsparen und Gewicht reduzieren. Das macht besonders Aluminium zu einer vielversprechenden Alternative zu Stahl. Das direkte Verschweißen unterschiedlicher Materialien bietet außerdem Einsparpotenzial bei den benötigten Bauteilen – ein weiteres Argument für die Leichtbau-Spezialisten.
Hohe Qualität der Schweißnaht bei kontrollierbarem Energieeintrag
Allerdings ist das Fügen von Aluminium und Kupfer per Laser nicht einfach. Und den Manz-Ingenieuren war klar: Für den angestrebten hohen Automatisierungsgrad in der Lithium-Ionen-Batteriefertigung kommen herkömmliches Widerstands- oder Ultraschallschweißen nicht in Frage. Denn das Widerstandsschweißen eignet sich vor allem für Materialien mit hohen Widerstandswerten, bei denen der durchfließende Strom in die benötigte Schweißwärme umgewandelt wird. Bei Aluminium und Kupfer hingegen führt das zu unbefriedigenden Ergebnissen.
Für das Ultraschallschweißen wiederum benötigt man fast immer einen Zugang zu den zu verschweißenden Materialien von beiden Seiten. Bei diesem Verfahren kommt eine Schweißung zwischen der sogenannten Sonotrode – dem schwingenden Element – und dem Amboss als feststehendem Element zustande. Da es bei geschlossenen Batteriezellen aber keine Möglichkeit gibt, mit Sonotrode oder Amboss ins Innere einer Zelle zu gelangen, fällt auch das Ultraschallschweißen durchs Raster.
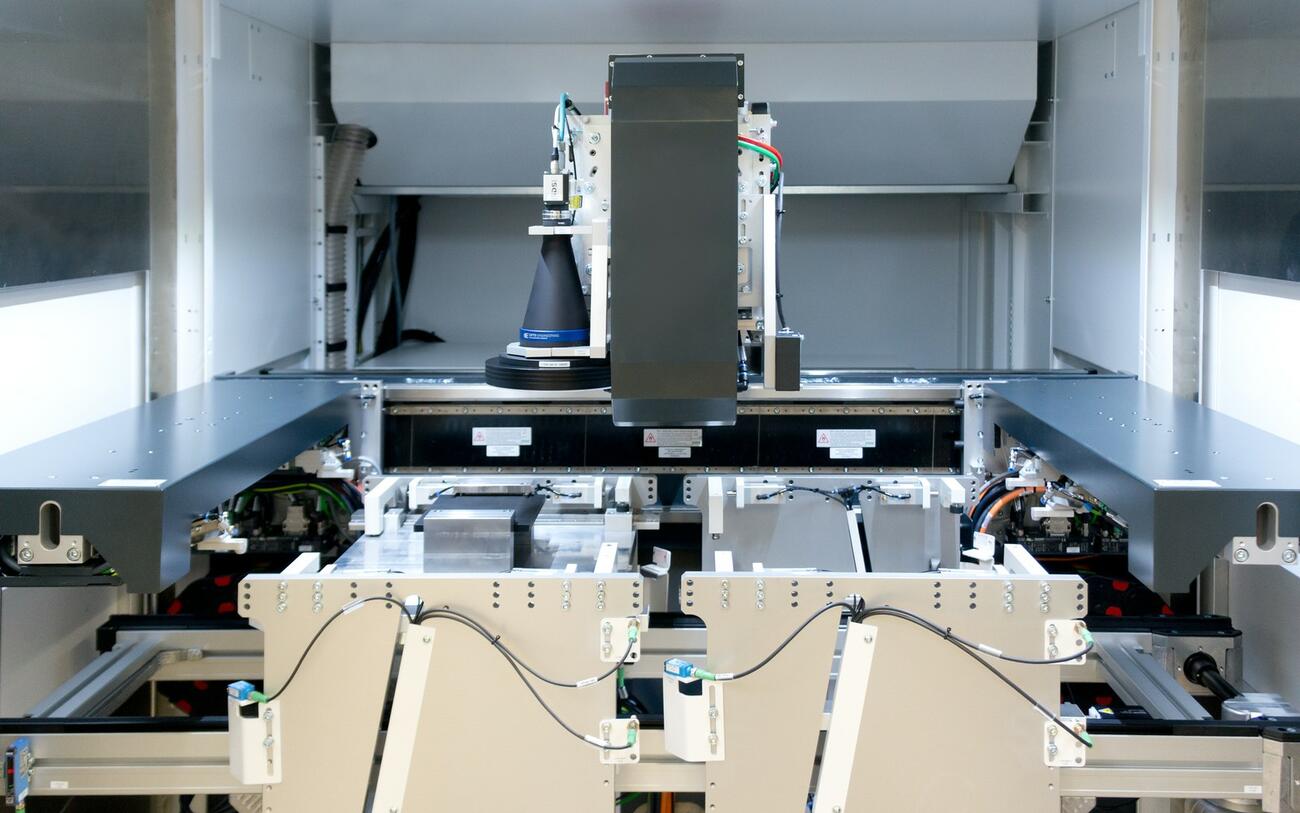
Nach dem Durchrechnen vieler Prozessparameter und detaillierten Laborversuchen haben sich die Manz-Experten schließlich auf mehrere Schweißtechniken festgelegt, die nun je nach Kundenanforderung in eine flexibel konfigurierbare Standard-Maschinenplattform namens BLS 500 integriert werden. Die beiden wichtigsten Verfahren, die bei der Lithium-Ionen-Batteriefertigung zum Einsatz kommen, sind der sogenannte P1-Prozess, der mit kurzen Pulsen arbeitet und der sogenannte P2-Prozess, der auf einem in vielen Aspekten weiterentwickelten Wobbling-Prozess basiert.
Das ursprüngliche Wobbling-Schweißen ist nichts anderes als eine spiralförmige, überlappende Modulation des Laserstrahls. Herkömmlichen Laserschweißprozessen, für die vor allem Multimode-Laserquellen eingesetzt werden, ist das P2-Verfahren von Manz weit überlegen. „Besonders bei bimetallischen Verbindungen ist die Durchmischung der Schmelze äußerst kritisch, da sich dadurch spröde Phasen ergeben“, sagt Dr. Dmitrij Walter, Abteilungsleiter Laserprozesstechnik bei Manz. Beim Wobbling wird die
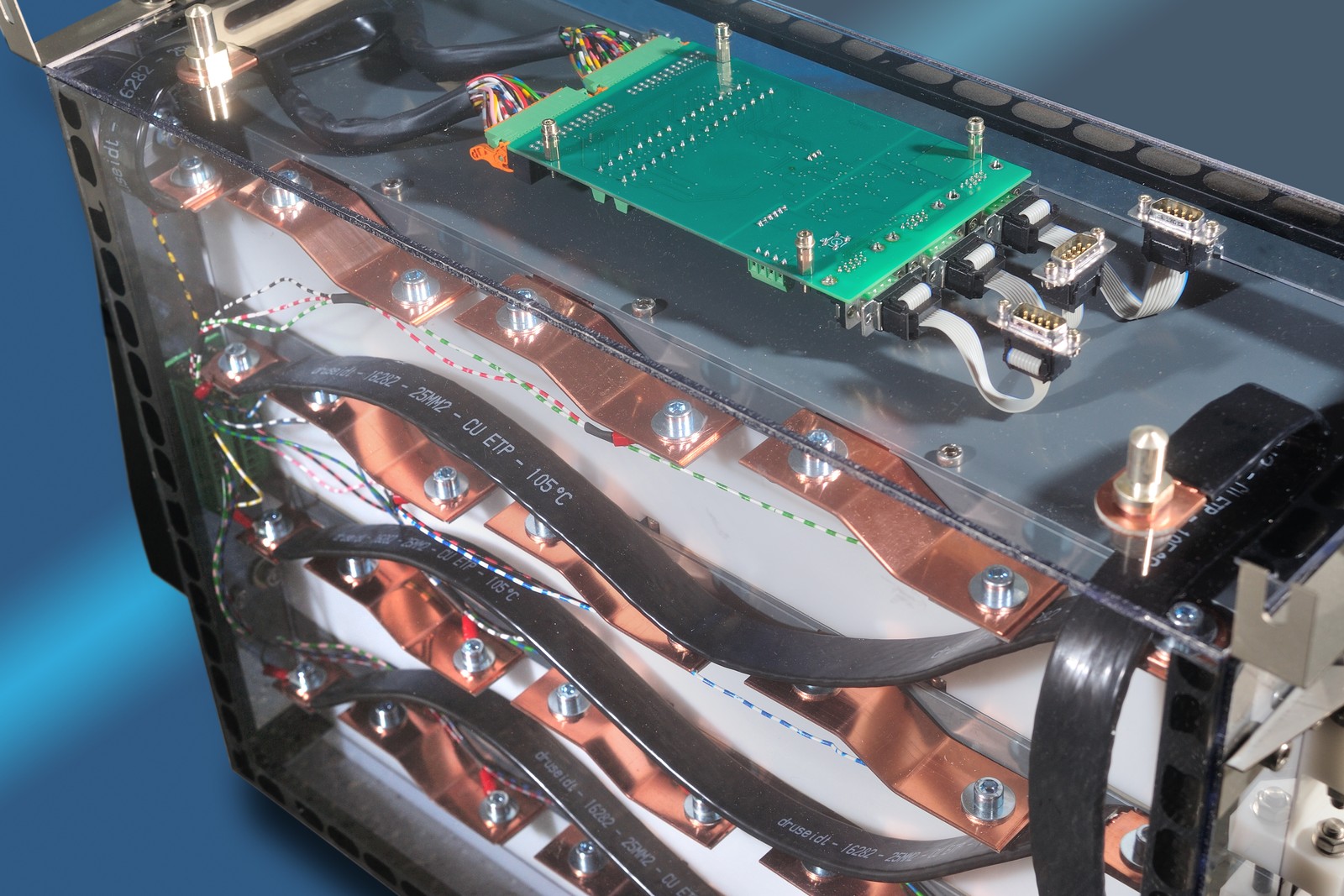
Durchmischung der Schmelze signifikant reduziert. Das Ergebnis sind Schweißnähte mit sehr hoher Festigkeit: „In Tests haben wir verschweisste Kontaktelemente von einer Batterie abgezogen. Dabei hat das Ableitermaterial um die Schweissnaht versagt, nicht aber die Schweißnaht selbst, was für die Qualität des Verfahrens spricht“, meint Sascha Gaiser.
3D-Scanner gleicht Bauteiltoleranzen aus
Mit dem P2-Verfahren konnte das Manz-Team den thermischen Eintrag in bestimmten Batteriezellen auf bis zu 60° C reduzieren. Manz beherrscht zudem nahezu konstante Einschweißtiefen von weniger als 150 μm. Das brachte den Durchbruch für den Einsatz der BLS 500 in der Massenproduktion von Batteriemodulen: Weil der Laser die chemisch wirksame Masse im Innern der Batterie bei nur 250 bis 400 μm Wandstärke natürlich nicht beschädigen darf. Tiefe und Breite der Schweißnähte lassen sich unabhängig voneinander einstellen.
Um diese hohe Präzision und Qualität zu erreichen, führt Manz eine weitere seiner Kernkompetenzen ins Feld: Neben der Automation und der Laserbearbeitung ist das die Integration von Messtechnik. In der BLS 500 sorgen ein voll kalibrierter 3D-Scanner, Kameratechnik und Topografiemessungen für eine präzise Bearbeitung in allen Raumrichtungen. Um in der Lithium-Ionen-Batteriefertigung Bauteiltoleranzen der Ableiter, Zellen und Zellgehäuse auszugleichen, verfügen die Laserprozessköpfe über eine optische Z-Achse. Die präzise Positionierung der Arbeitsebene des Scanners in Z-Richtung dauert nur wenige Millisekunden.
Kurz gepulst gegen hohe Reflexionen
Neben dem P2-Prozess bietet Manz für nahezu beliebige Bimetall-Kombinationen einen weiteren Schweißprozess an, der auf einer hochfrequenten zeitlichen Modulation der Spitzenleistung mit bis zu mehreren 100 kHz basiert: Das kurzpulsige P1-Laserschweißen.
Damit lassen sich beliebige Schweißnaht- oder Schweißpunktgeometrien erzeugen – von 50 μm breiten Mikronähten bis hin zu Schweißpunkten beliebiger Form mit mehreren Millimetern Durchmesser. Im Gegensatz zum P2-Schweißen wird beim P1-Verfahren – speziell bei Kupfer und Stahl – eine besonders stabile Verbindung erzeugt, indem sich die Materialien ineinander verhaken bzw. verklammern. Auch hier sorgt ein sehr geringer Energieeintrag für minimale Wärmebelastung.
Damit empfiehlt sich der P1-Prozess besonders bei thermisch empfindlichen Bauteilen und für immer kleiner werdende Batteriegehäuse. Schweißen lassen sich zudem nahezu beliebige Materialkombinationen von beispielsweise Aluminium, Kupfer, Stahl, Hilan, Messing oder Edelstahl. Auch hinsichtlich der Oberflächengüte ist das P1-Schweißverfahren sehr flexibel: Hochreflektierende Werkstoffe wie chemisch geätztes oder poliertes Kupfer, Silber und Gold oder extreme Verschmutzungen wie beispielsweise Öl- und Laugenrückstände sind keine Hürde.
Große Freiheit bei Produktionslosen, Geometrien und Verfahren
Für Kunden aus der Blechbearbeitung bietet Manz mit seinen Laserschweißanlagen auf Basis der BLS 500 eine flexible Plattform, die sich wechselnden Produktionslosen anpassen lässt: Sascha Gaiser und sein Team haben Lösungen für ganz unterschiedliche Schweißprozesse konzipiert. Die Anlagen sind einfach programmier- und nachträglich erweiterbar bei minimalen Rüstzeiten. Ein dreiachsig programmierbares Spannsystem sorgt für exakte 0-Spalte bei unterschiedlichsten Produktgeometrien. Auch viele andere Laserbearbeitungsverfahren, zum Beispiel von namhaften Anbietern wie Trumpf, lassen sich problemlos in die BLS 500-Plattform integrieren. So gibt es kaum eine Produkt- oder eine Kundenanforderung, die nicht erfüllt werden kann. Vom Laserschweißen bis hin zum Schneiden oder dem Ablatieren von Werkstoffen ist alles möglich.
Die Anlagen lassen sich in vollautomatisierte, sich selbst organisierende Fertigungslinien ebenso integrieren wie in die Prozesse von Kleinserien- und Prototypenherstellern, etwa im Automobilrennsport. Mit den steigenden Anforderungen an Leichtbaukonstruktionen und Energieeffizienz sind die Einsatzmöglichkeiten in der Automobilfertigung und der Elektroindustrie riesig.
Motto: Passion for Efficiency
Die Manz AG mit Hauptsitz in Reutlingen wurde 1987 als Automatisierungsspezialist gegründet und stützt sich heute auf langjährige Kompetenz in fünf Technologiefeldern: Automation, Messtechnik, Laserbearbeitung, Nasschemie sowie Rolle-zu-Rolle-Prozesse.
Der Hightech-Maschinenbauer beschäftigt weltweit zirka 1.700 Mitarbeiter in den drei strategischen Segmenten „Electronics“, „Solar“ und „Energy Storage“. Der Jahresumsatz betrug im Jahr 2017 325 Mio. Euro. Vorstandsvorsitzender der Manz AG ist Eckhard Hörner-Marass, der im vergangenen Jahr Firmengründer Dieter Manz abgelöst hat.