Innovative Funktionen erarbeiten und testen nicht nur europäische Maschinenbauer regelmäßig zusammen mit ihren Automatisierungspartner. So hält es auch Accumech, einer der führenden Hersteller von CNC-Schneidmaschinen aus den Arabischen Emiraten. Das Unternehmen hat bei der Entwicklung der Automatisierung seiner Laserschneidanlage mit der Eckelmann AG zusammengearbeitet.
Die 1990 gegründete Accumech mit Sitz in Dubai hat sich mit seinen Lösungen für das automatisierte Schneiden vor allem im asiatischen und afrikanischen Raum einen Namen gemacht. Heute beschäftigt das prosperierende Unternehmen mehr als 200 Mitarbeiter.
Accumech stellte 2016 seine erste 2-D- Laser-Schneidmaschine mit einem 4-kW-Faserlaser vor. Mit Maschinen aus dieser Baureihe lassen sich je nach Modell Bleche bis 6 m Länge und Breiten bis 2,5 m sowie einer Dicke bis 25 mm in Stahl bearbeiten. „Wir arbeiten an der Schwelle von Innovation und Technologie, um Produkte von der Idee bis zum Endverbraucher zu bringen. Das Ergebnis sind CNC-Lösungen für die größten Industrieunternehmen der Vereinigten Arabischen Emirate. Um diese Herausforderungen zu meistern, setzen wir auf innovationsstarke Automatisierungspartner mit langjähriger Applikationserfahrung in unseren Technologien“, erklärt Waiel Alkhouifi, Geschäftsführer der Firma Accumech. „Eckelmann ist für uns deshalb weit mehr als nur ein Komplettausrüster für die Automatisierung unserer Laseranwendungen. Die CNC-Steuerung unterstützt bereits alle wichtigen laserspezifischen Funktionen, da Eckelmann seit vielen Jahren sehr ausgereifte CNC-Lösungen für das Schneiden und das Laserschneiden im Speziellen anbietet und diese kontinuierlich weiterentwickelt. Dies beschleunigt einerseits unser Engineering und gibt unseren Ingenieuren gleichzeitig die nötige Lösungssicherheit. Und wo wir neuartige Konzepte umsetzen möchten, können wir unsere Wünsche oder spezielle Anforderungen an ein neues Feature direkt in die Weiterentwicklung der NC einbringen. Für einen Steuerungsausrüster ist so viel Flexibilität und Lösungskompetenz keineswegs selbstverständlich!“
Das A und O für saubere, kontinuierliche Brems- und Beschleunigungsrampen sind dynamische Servoantriebe mit hochpräzisen Absolutwertgebern. In Verbindung mit dem E-Darc-C-Antriebssystem, das perfekt auf die CNC abgestimmt ist, erreicht Accumech mit seinen Laserportalmaschinen Beschleunigungswerte von bis zu 10 m/s2 mit der X-Achse und 10 m/s2 mit der Y-Achse. Eckelmann hat die Ingenieure dazu auch bei der Optimierung und Kalibrierung des Achssystems unterstützt. So können sehr gute Positionier- und Wiederholgenauigkeit erzielt werden.
Zeitoptimierte Steuerungsfunktionen
Über die Geschwindigkeit und Beschleunigung hinaus können zeitoptimierte Steuerungsstrategien zusätzlich die Produktivität und Präzision von Laserschneidmaschinen wesentlich steigern. Einige sollen im Folgenden kurz vorgestellt werden.
Pierce and cut
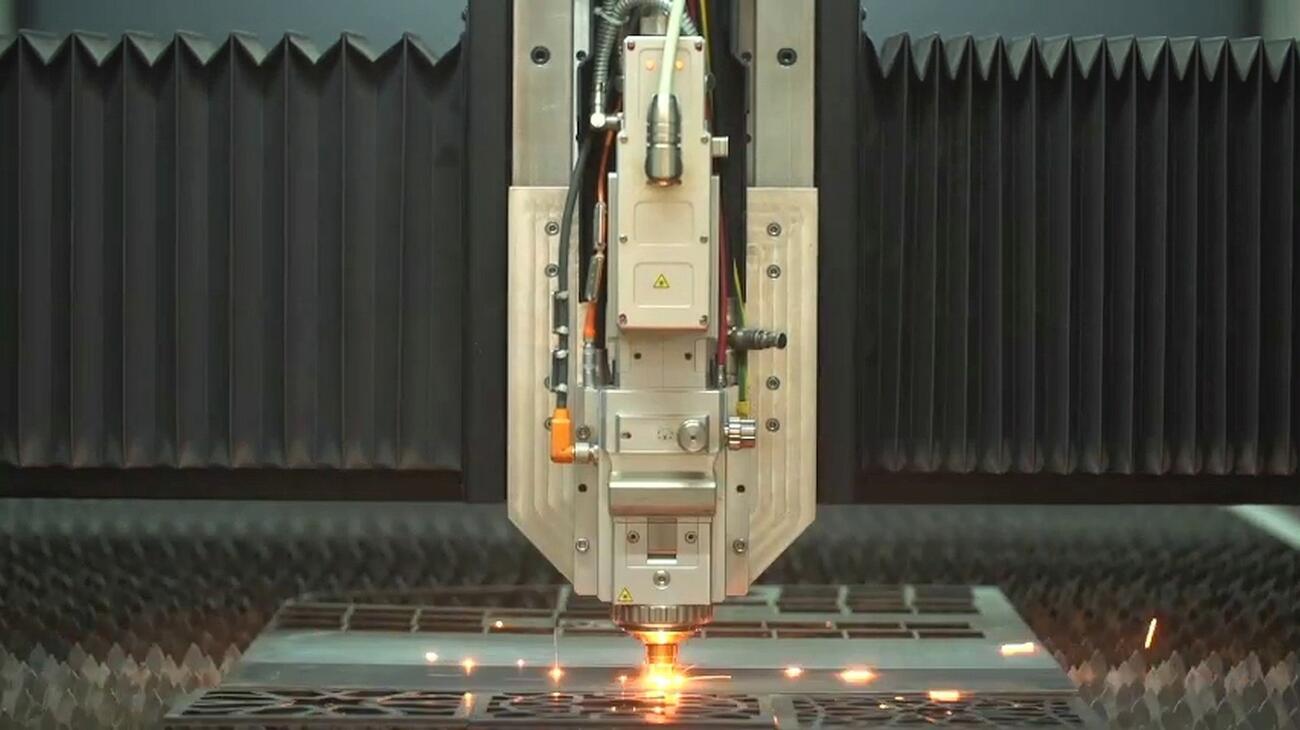
Das Einstechen, auch als Piercing bezeichnet, ist ein anspruchsvoller Vorgang beim Laserschneiden. Der Laserstrahl wird mit einem Linsensystem auf der Oberfläche des Werkstücks fokussiert. Die Energie lässt das Material schmelzen oder verdampfen. Um sauber und schonend in die Werkstückoberfläche einzudringen, wird beim Einstechen die mittlere Laserleistung reduziert und die Pulsfrequenz erhöht. So verdampft das Material möglichst vollständig zu Plasma und es werden Metallspritzer vermieden, die die Schneiddüse und Fokussieroptik schädigen könnten. Mit dem Prozessgas, das aus der Schneiddüse austritt, wird das abgetragene Material aus der Schnittfuge herausgetrieben. Erst nach dem vollständig erfolgten Einstich beginnt der eigentliche Schneidprozess, nun mit höherer Laserleistung, höherem Gasdruck und geringerer Pulsfrequenz.
Bei Konturen mit vielen Einstichpunkten bedingt dies einen ständigen Wechsel zwischen den Prozessparametern für das Einstechen und das Schneiden. Vor allem das Umschalten der Gase kostet Zeit. Bei Konturen mit zahlreichen Einstichpunkten hat Eckelmann das Einstechen und Schneiden entkoppelt und bietet es als Standard-Funktion für das Laserschneiden an an. Damit werden zuerst alle Einstiche erzeugt und dann die Konturen geschnitten. Hierzu müssen im Programm nur die Einstichpunkte definiert werden, den Rest erledigt die CNC.
Fly-Cut
Für das Schneiden dünnerer Bleche bietet die Fly-Cut-Option einen Geschwindigkeitsvorteil. Hier wird – ohne das normale Einstechen – bei konstant hoher Geschwindigkeit vertikal und horizontal geschnitten. Der Laser wird dazu im Feininterpolationstakt der Steuerung ein- und ausgeschaltet. Bei Werkstücken mit vielen Einstichpunkten liegt die Herausforderung für die Steuerung in der richtigen zeitlichen Verzögerung der Signalaktivierung- und -deaktivierung, um eine hohe Konturtreue sicherzustellen. Bei dieser zeitkritischen Funktion geht es um Millisekunden. Im Normalbetrieb wechselt die Steuerung hingegen zwischen Einstechen und Schneiden und der Schneidkopf bleibt für jeden Einstechvorgang kurz stehen.
Frog-Jump
Auch die Frog-Jump-Funktion macht Laserschneidmaschinen dynamischer. Normalerweise wird der Schneidkopf am Ende einer Kontur mit der Z-Achse nach oben verfahren, um dann per X- und Y-Achse den nächsten Konturabschnitt anzufahren und einzustechen. Dadurch sollen Kollisionen mit ausgeschnittenen Teilen vermieden werden. Diese Art der Bewegung kostet Zeit. Per Frog-Jump optimiert die Steuerung den Verfahrweg, indem sie den Schneidkopf kontinuierlich und bogenförmig verfährt.
Einstechprozess dynamisch optimieren
Wie bereits erwähnt muss der Laser zum Einstechen in das Material pulsen. Das Pulsen eines Lasers wird durch den Duty-Cycle (Tastgrad) beschrieben und gibt das Verhältnis von Impulsdauer zur Periodendauer an. Um gute Einstechergebnisse zu erzielen kann die CNC von Eckelmann den Duty-Cycle-Wert während dem Einstechvorgang dynamisch anpassen (rampen). Damit lassen sich ausgefranste Löcher, Schlacke auf der Oberfläche neben dem Loch oder Mikrorisse im umgebenden Material durch Stoßwellen und hohen Wärmeeintrag vermeiden.
Abstandsregelung
Schneidköpfe verfügen in der Regel über einen kapazitiven Abstandssensor zur berührungslosen Abstandmessung und zur schnellen Höhenregelung während des Schneidens. Da die Schneiddüse typischerweise nur circa 0,5 mm bis 1 mm von der Oberfläche entfernt ist, ist eine hochdynamische Nachführung der Z-Achse beim Laserschneiden besonders kritisch, damit der Abstand zwischen Düse und Material stets konstant ist. Die CNC von Ecklemann integriert nicht nur eine schnelle Höhenregelung, sie unterstützt auch eine vollautomatische Kalibrierung der Abstandssensorik aller gängigen Schneidköpfe.
Saubere Düse für saubere Schnitte
Beim Laserschneiden kommt es zu Verschmutzungen der Schneiddüse, wie beispielsweise durch Metallspitzer, Schlacke und ähnliche Umgebungseinflüsse. Um die Lebensdauer der Schneiddüse zu erhöhen und eine gleichbleibend hohe Qualität der Schnittkanten zu sichern, muss sie daher in regelmäßigen Abständen gereinigt werden. Hierzu wurde ein Reinigungsprogramm in die CNC implementiert. Nach einer definierten Schnittstrecke wird dazu der Schneidprozess am Ende einer Kontur automatisch unterbrochen und der Schneidkopf fährt eine Bürstenstation an, wo in einer CNC-gesteuerten Reinigungsroutine alle Verschmutzungen abgestreift werden. Anschließend wird das NC-Programm automatisch fortgesetzt.
Linsen-Fokussierung
Um eine optimale Fokussierung des Laserstrahls auf der Werkstückoberfläche zu gewährleisten, steuert die CNC vollautomatisch die Linsenantriebe an. Abweichungen von der idealen Fokusgeometrie werden so kompensiert.
Monitoring-Funktionen
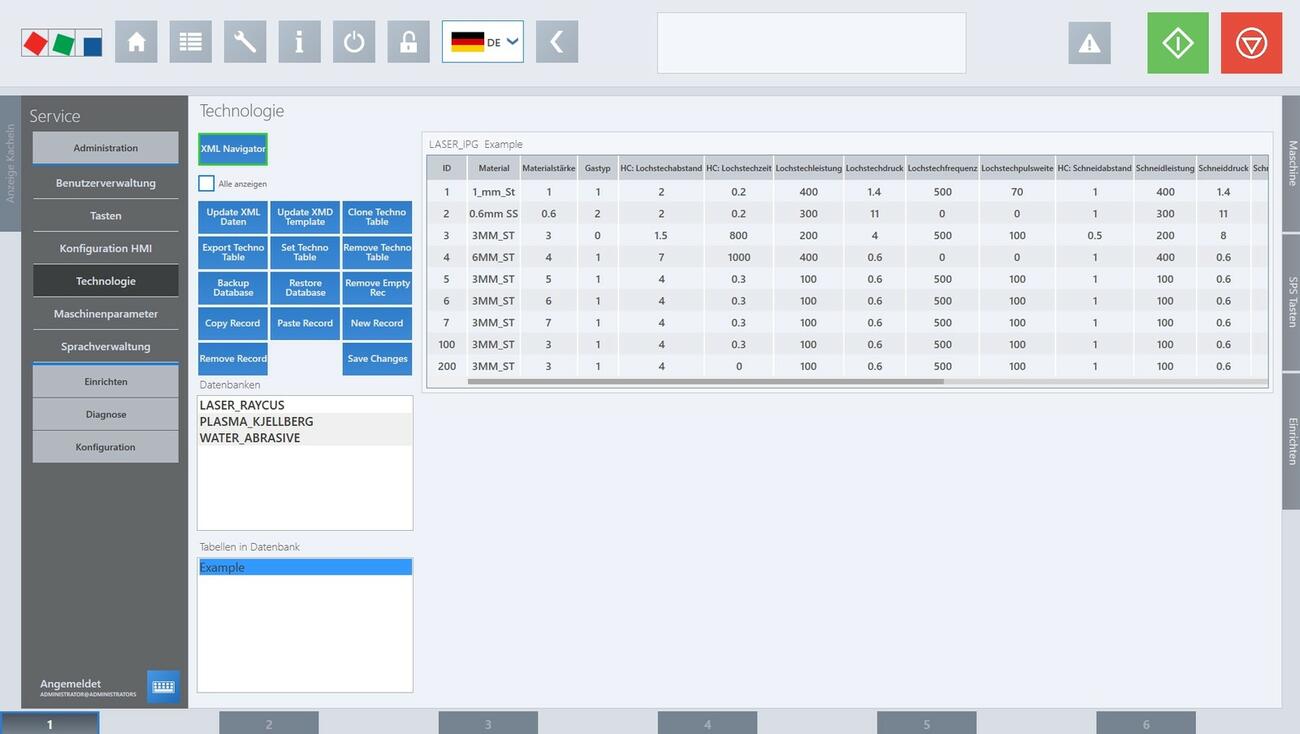
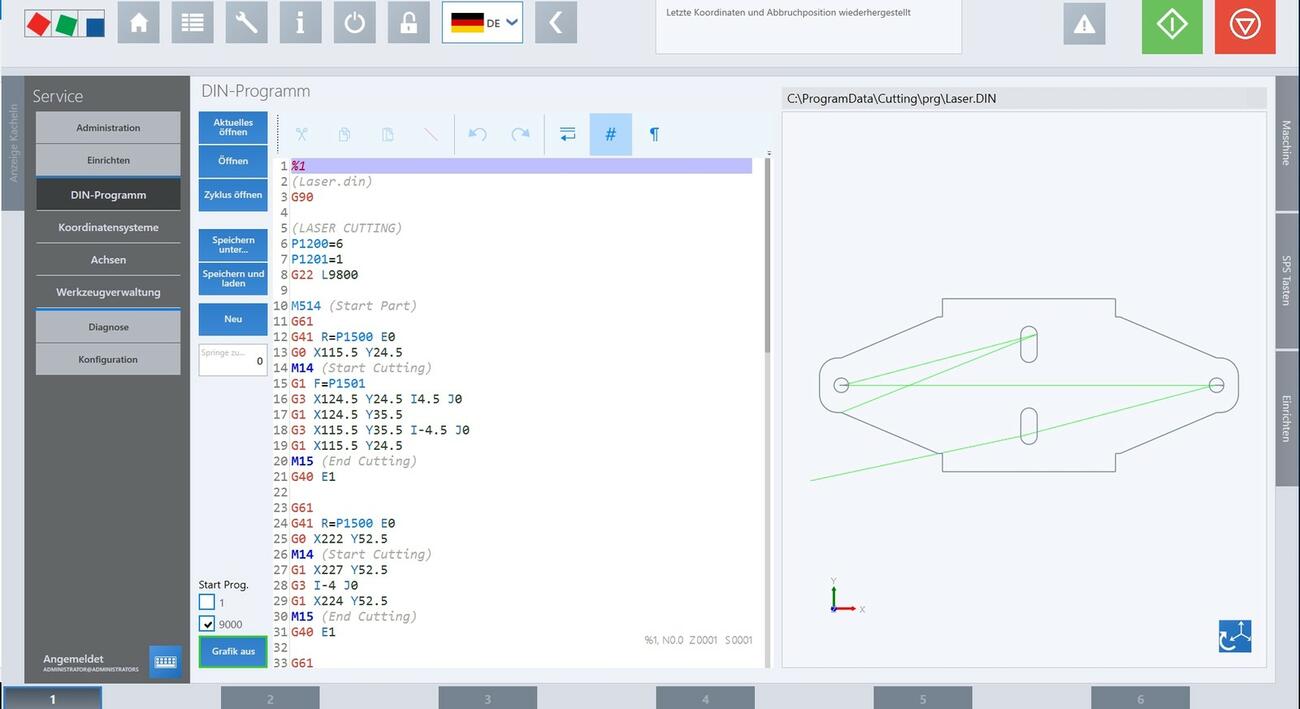
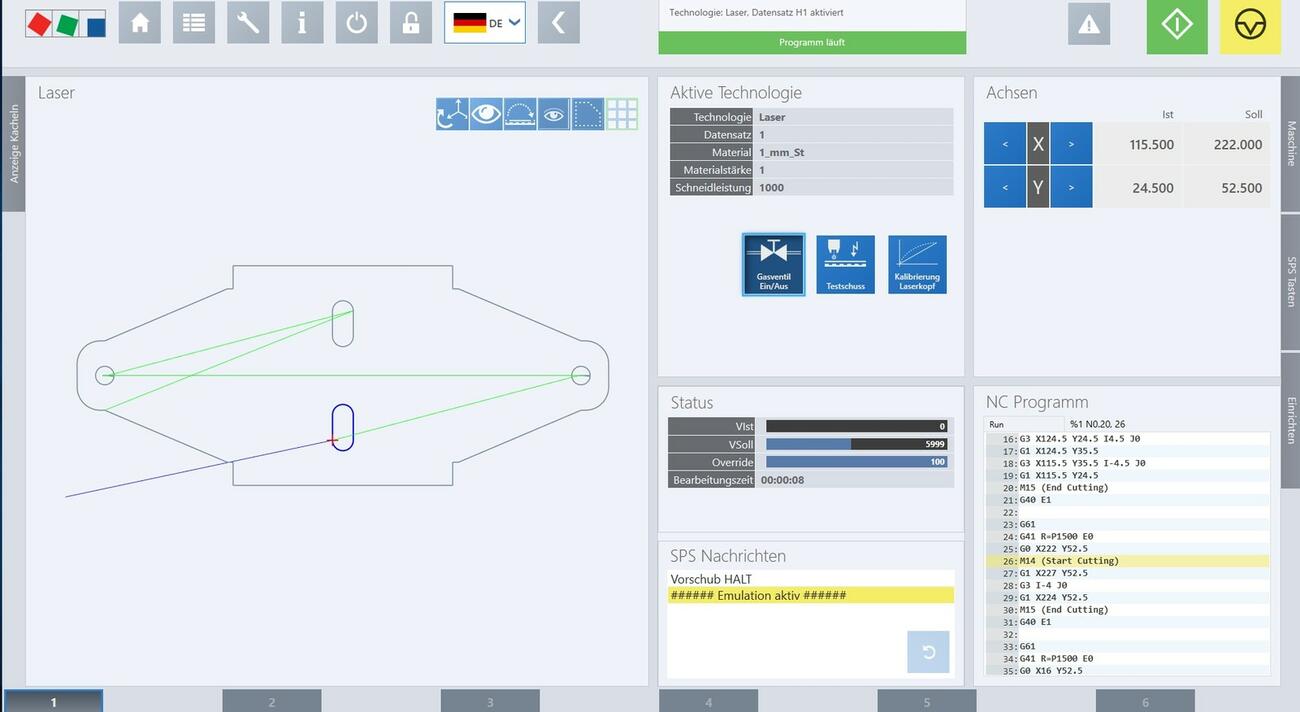
Alle Peripheriegeräte (Laserkopf, Laserquelle, Gasbox etc.) und Sensorik (zum Beispiel der kapazitive Abstandssensor am Schneidkopf für die Abstandregelung) sind voll in die CNC integriert und werden von dieser überwacht. In der Bedienoberfläche der CNC werden alle wichtigen Statusinformationen angezeigt. So hat der Bediener stets die Kontrolle über den Schneidprozess und alle Parameter.
Wechseltischsteuerung integriert
Um die Maschinen in Produktionsprozesse zu integrieren, können sie auch mit einem vollautomatischen Wechseltisch ausgestattet werden. Die Ablauftsteuerung zum Be- und Entladen der Maschine konnte dabei komfortabel mit der SPS programmiert werden, die in die CNC integriert ist. Materialhandling und Schneidprozess können so optimal koordiniert werden.
Folienschneiden / Folien abdampfen
Um mit Kunststoff-Folie beklebte Bleche zu schneiden, unterstützt die CNC von Eckelmann auch das Schneiden mit geringer Laserleistung. So kann die Folie mit dem Schneidprogramm schonend abgedampft werden, ohne die Werkstückoberfläche zu schädigen. Erst danach wird das Schneidprogramm mit Schneidleistung ausgeführt.
Fazit
Bei der Auswahl einer geeigneten CNC hat sich Accumech für einen Steuerungshersteller entschieden, der die Technologien durch entsprechende Funktionalität unterstützt. Das hat Eckelmann mit seinen EXC-Controller gezeigt, die seit mehr als 20 Jahren erfolgreich in Laseranwendungen eingesetzt und kontinuierlich weiterentwickelt werden. Dies sichert den Maschinenbauern in Dubai ein schnelles Engineering und ein offenes Ohr für neuartige Funktionalitäten. Im Sinne einer Innovationspartnerschaft auf Augenhöhe bringen beide Unternehmen dabei ihre Kernkompetenz in den Entwicklungen zusammen..W