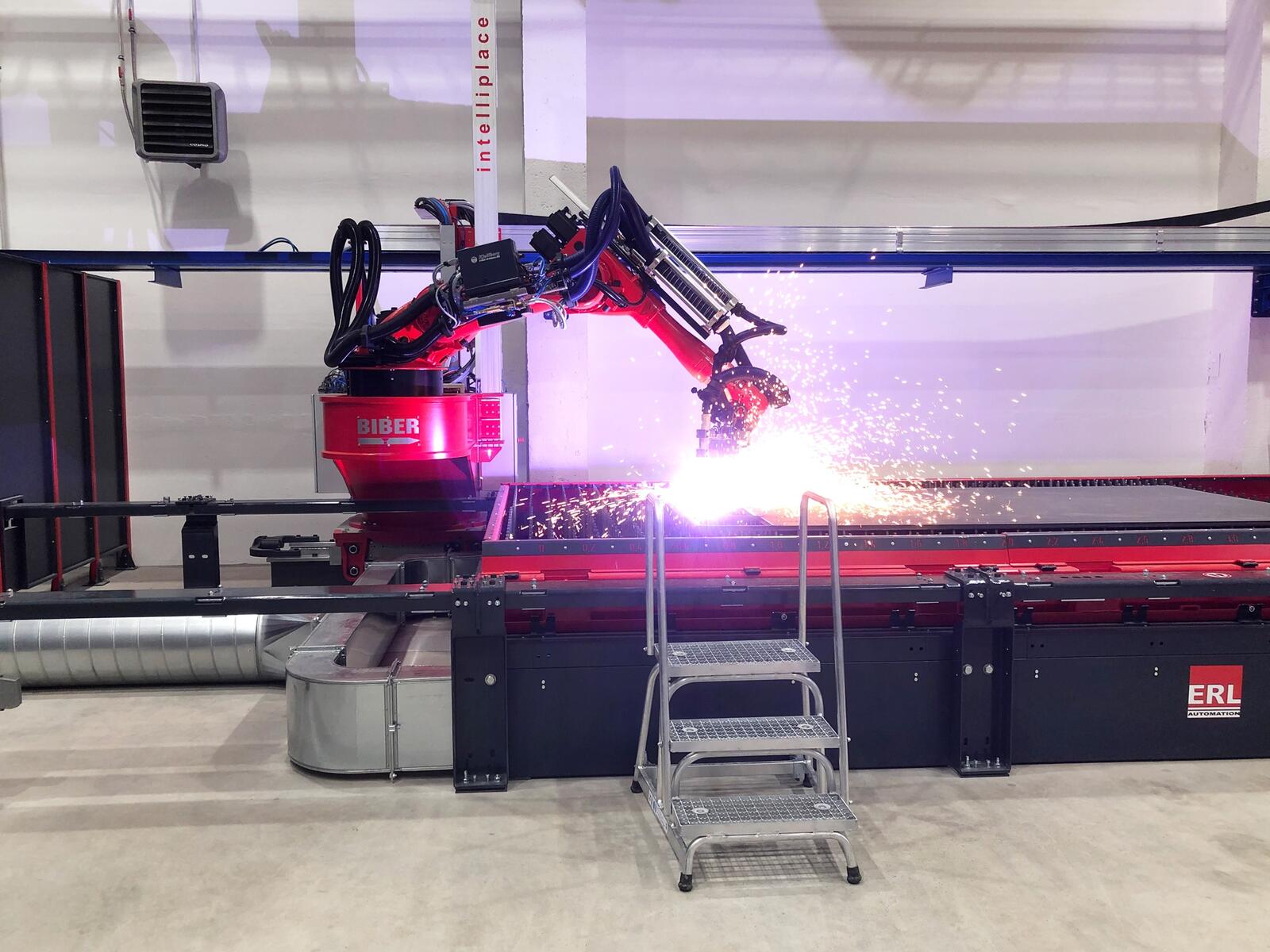
In ihrem nordamerikanischen Werk und am deutschen Stammsitz in Waiblingen setzt die Stihl-Unternehmensgruppe bei der Produktion sogenannter Führungsschienen auf automatisierte Schweißanlagen. Die auch als Sägekettenschwerter bekannten Komponenten sind elementar für Motorsägen, bei denen das Unternehmen seit mehr als 50 Jahren Weltmarktführer ist. Sie sorgen für die exakte Führung der Sägekette bei minimaler Reibung. Diese wiederum ist gewissermaßen das Bindeglied, um die Leistung des Motors über die Sägekette ins Holz zu bringen. Seit vielen Jahren zählt das Unternehmen bei deren Herstellung und den dabei erforderlichen Schweißverbindungen auf Nimak, einem der führenden Anbieter im Bereich der Widerstands-Schweißtechnik, der sich auch als Anbieter von komplexen Automationslösungen einen guten Ruf erworben hat. Denn eine Führungsschiene besteht im Wesentlichen aus drei zu fügenden Teilen: zwei Außenblechen und einem weiteren etwas kleineren Blech in der Mitte, das letztlich eine Nut ermöglicht, in der dann die Treibglieder der Sägekette laufen können. Das Verschweißen der drei Bleche übernimmt eine Portal-Buckelschweißanlage, die Nimak entwickelt hat. Bislang hat das Unternehmen mit Stammsitz in Wissen mehrere dieser riesengroßen Maschinen an Stihl geliefert. Aktuell entsteht gerade eine weitere Anlage, die ab Frühjahr dieses Jahres ebenfalls zum Einsatz kommt. „Unser Vertrauen in die Technologie- und Entwicklungskompetenz von Nimak sowie die Performance der bislang gelieferten Maschinen sind sicher wesentliche Gründe für diese langjährige Partnerschaft“, erläutert Thomas Steegmaier, der als Projektleiter ebenso verantwortlich für die Beschaffung von Produktionsanlagen ist.

In wenigen Sekunden fügt die Buckelpresse eine Führungsschiene
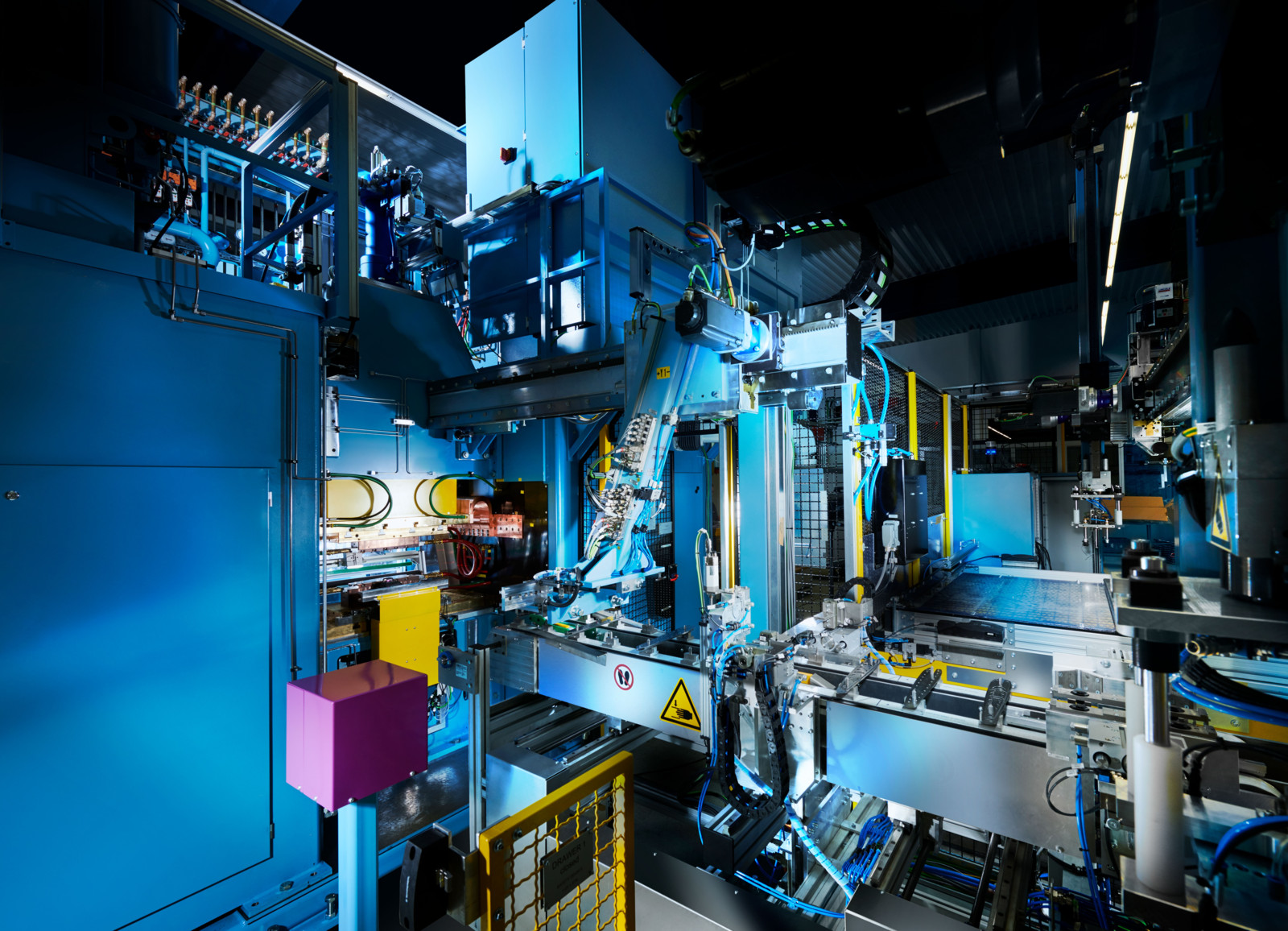
Zwar sei die Verfügbarkeit der Portal-Buckelschweißanlagen ausgesprochen hoch, doch sei die räumliche Nähe bei einer solch komplexen Fertigungstechnologie ein großer Vorteil. Zumal es um hohe Stückzahlen eines entscheidenden Teils für die Motorsägen geht und Störungen gravierende Auswirkungen hätten. Die Fertigung der Führungsschienen läuft vollautomatisiert. So führt ein Handlingsystem die drei dafür erforderlichen Bleche der Maschine hinzu und legt diese zunächst schweißgerecht aufeinander. Die beiden äußeren sind jeweils mit einer Vielzahl von Schweißbuckeln versehen. Danach folgt der Transport in die Buckelpresse, wo die Schweißelektroden die Bleche zusammenpressen und durch den Stromdurchfluss und den elektrischen Widerstand der zu verschweißenden Teile die dadurch erhitzten zahlreichen Schweißbuckel synchron zum Schmelzen bringen. „Die eigentliche Herausforderung liegt in der hohen Anzahl der Buckel, die in einem Hub gleichmäßig zu verschweißen sind“, betont Steegmaier. Genau deswegen habe man sich für eine Portalanlage entschieden. „Denn dadurch konnten wir eine symmetrische Kraft- und Stromverteilung und somit eine ideale Verteilung über das zu schweißende Teil erreichen.“ Bei einer herkömmlichen C-förmigen Buckelschweißmaschine würden die Buckel nicht so gleichmäßig gepresst und verschweißt. Durch den Aufbau der Portalanlage aber sowie die dadurch mögliche parallele Links- und Rechtseinspeisung des Stroms und des zentrisch verteilten Drucks sei dieser parallel und gleichmäßig über alle Buckel verteilt. Auf jeder Seite habe Nimak dafür sechs Transformatoren vorgesehen, die für die hohe Einschaltdauer benötigt werden.


Kapazität und Qualität nur mit automatisierter Anlage möglich
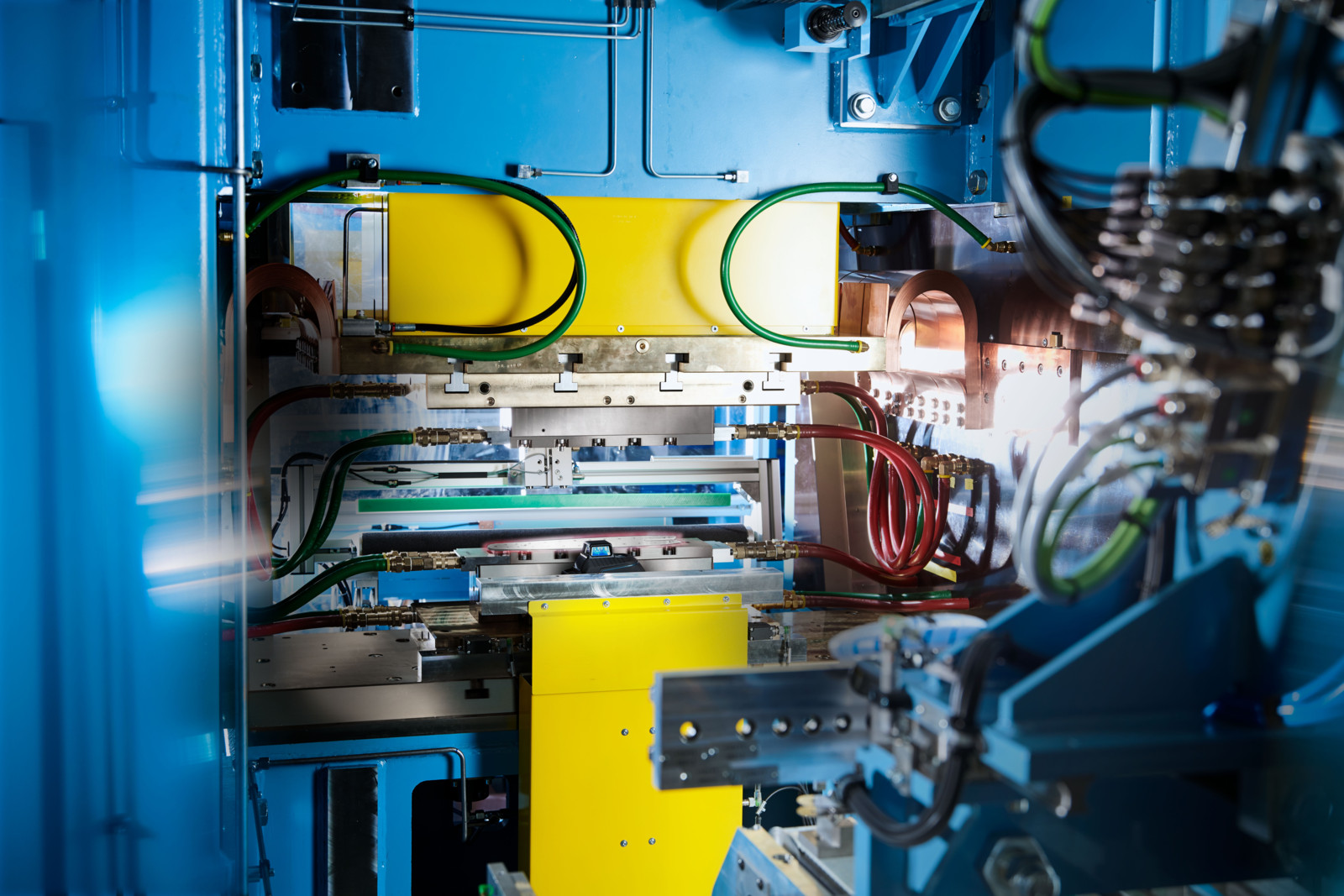
Je nach Länge der jeweils zu fertigenden Teile gilt es, im oberen und im unteren Blech insgesamt zwischen 72 und mehr als 100 Schweißverbindungen hochpräzise zu verschweißen. „Dafür muss unsere Maschine zuverlässig in der Lage sein, Tag für Tag unzählige Buckelverbindungen herzustellen“, hebt Manfred Ramb, Konstruktionsleiter bei Nimak, hervor. „Dabei gilt es, den ausgesprochen hohen Qualitätsanforderungen gerecht zu werden. Denn das Fügen der drei Bleche erfordert einen genau abgestimmten Druck und stromgeregelte Schweißprofile. Und für ein optimales Metallgefüge sind immense Ansprüche an Form- und Legetoleranzen bei den anschließenden Anlass- und Abkühlphasen zu erfüllen.“ Das funktioniere in diesem Ausmaß nur mit einer automatisierten Portalanlage und sei anders nicht vorstellbar. Um solche Kapazitäten zu erreichen, verfügt die Buckelpresse über eine extrem hohe Elektrodenkraft. Wurde diese in der ersten Anlage von 2006 noch pneumatisch erzeugt, so ist die im Jahr 2013 in Betrieb genommene Maschine mit einem hydraulischen Antrieb ausgestattet. Diese langjährig bewährte Antriebstechnik wird auch bei der aktuell in der Fertigung befindlichen Anlage eingesetzt, die in wenigen Monaten in Betrieb genommen wird. Die Hydraulik ist dabei nun regelbar, was die Einstellung von Kraftprofilen erlaubt. „Dies wiederum ermöglicht ein vollhydraulisches und schnelles Nachsetzen, was bislang einzigartig am Markt ist“, erklärt Ramb. Mit diesem hochdynamischen System könne die Maschine die Buckel schweißen und vermeide durch das kraftschlüssige Nachsetzen eine entsprechende Spritzerbildung.

Hohe Automationskompetenz zahlt sich aus
„Diese Neuentwicklung bestätigt uns genauso wie die bislang eingesetzte Schweißtechnologie, dass wir den richtigen Partner an unserer Seite haben“, unterstreicht Stihl-Projektleiter Steegmaier. „Von der jahrzehntelangen Erfahrung in der Widerstandsschweißtechnik und zugleich ausgeprägten Automationskompetenz profitieren wir in hohem Maße.“ Für Nimak die beste Bestätigung, auf dem richtigen Weg zu sein. Nicht nur das seit Jahren entwickelte Portfolio von individuellen Automationslösungen, wie Roboterschweißzellen, Rundtaktanlagen oder Linear-Transfer-Anlagen, auch die Zugehörigkeit zur Tünkers-Gruppe zahlen sich offensichtlich aus. Denn durch diesen Firmenverbund kann Nimak die meisten benötigten Komponenten für die Automatisierung zu besonders attraktiven Preisen einkaufen und sogar Einfluss auf deren Entwicklung sowie Anpassung an die eigenen Bedürfnisse nehmen. Zudem ist damit eine Absicherung der Lieferketten verbunden. „Das sind alles Vorteile, von denen auch wir als Kunde profitieren“, ergänzt Steegmaier.