High-End-Farbsensoren bewerten die Rot- Blau- und Grünanteile des von Messobjekten reflektierten Lichts sowie dessen Intensität. Auch die von Selbstleuchtern emittierte Strahlung lässt sich mit ihnen beurteilen. Hierzu integrieren die Sensoren eine Weißlichtbeleuchtung (wahlweise aktivier-, justier- und deaktivierbar) und einen 3-fach-Empfänger, der nach dem True-Color-Prinzip arbeitet und somit Farben wie das menschliche Auge erkennt. Die eigentliche Leistungsstärke für vielfältige Einsätze liefert eine eigens für die Geräte entwickelte Parametriersoftware, die aufgrund ihrer verschiedensten Auswertemodi selbst komplexe Anforderungen bei der Farberkennung- und -bewertung bewältigt, wie Einblicke in die Praxis verdeutlichen.
Durchgängige Detektion farblicher Kennzeichnung


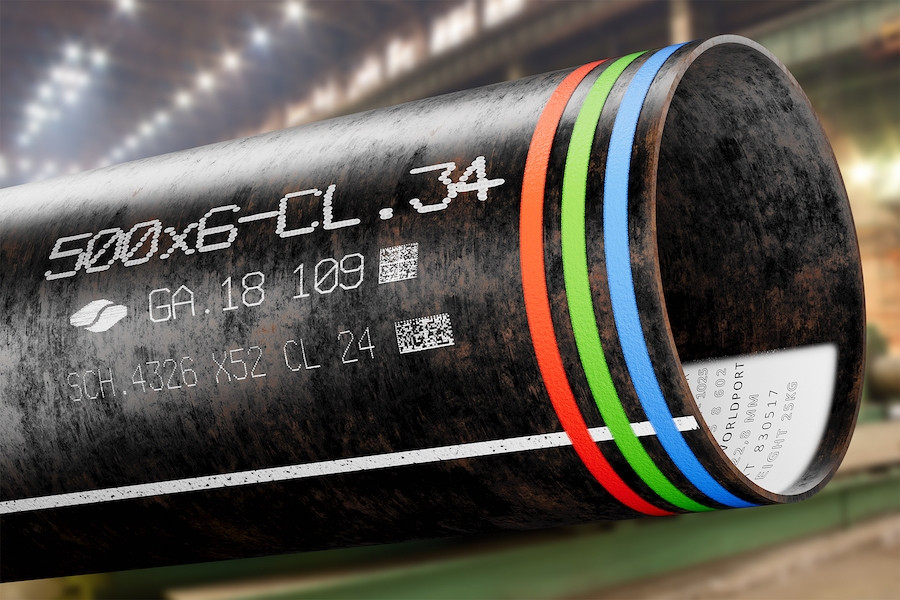
Ein Einsatzbeispiel: Ein Hersteller fertigt Edelstahl-Bandrohre aus Stahlblech direkt vom Coil. Hierzu wird das Material zum Schlitzrohr eingeformt, entlang der Längsnaht verschweißt und nach dem Glühen sowie Kalibrieren auf die gewünschte Länge abgeschnitten. Die Schweißnähte werden gemäß Kundenwunsch in unterschiedlichen Farben gekennzeichnet, da deren Lage bei der späteren Weiterverarbeitung, etwa in Biegeprozessen, zu berücksichtigen ist. Für die Qualitätsprüfung des Herstellers ist entscheidend, dass die farbliche Markierung entlang der gesamten Schweißnaht durchgängig und zuverlässig detektiert wird. Zu den für die Kennzeichnung bereits verwendeten Farben können jederzeit neue hinzukommen, falls Kunden hiervon abweichende Farbmarkierungen wünschen.
Glanzeffekte und Reflexionen meistern
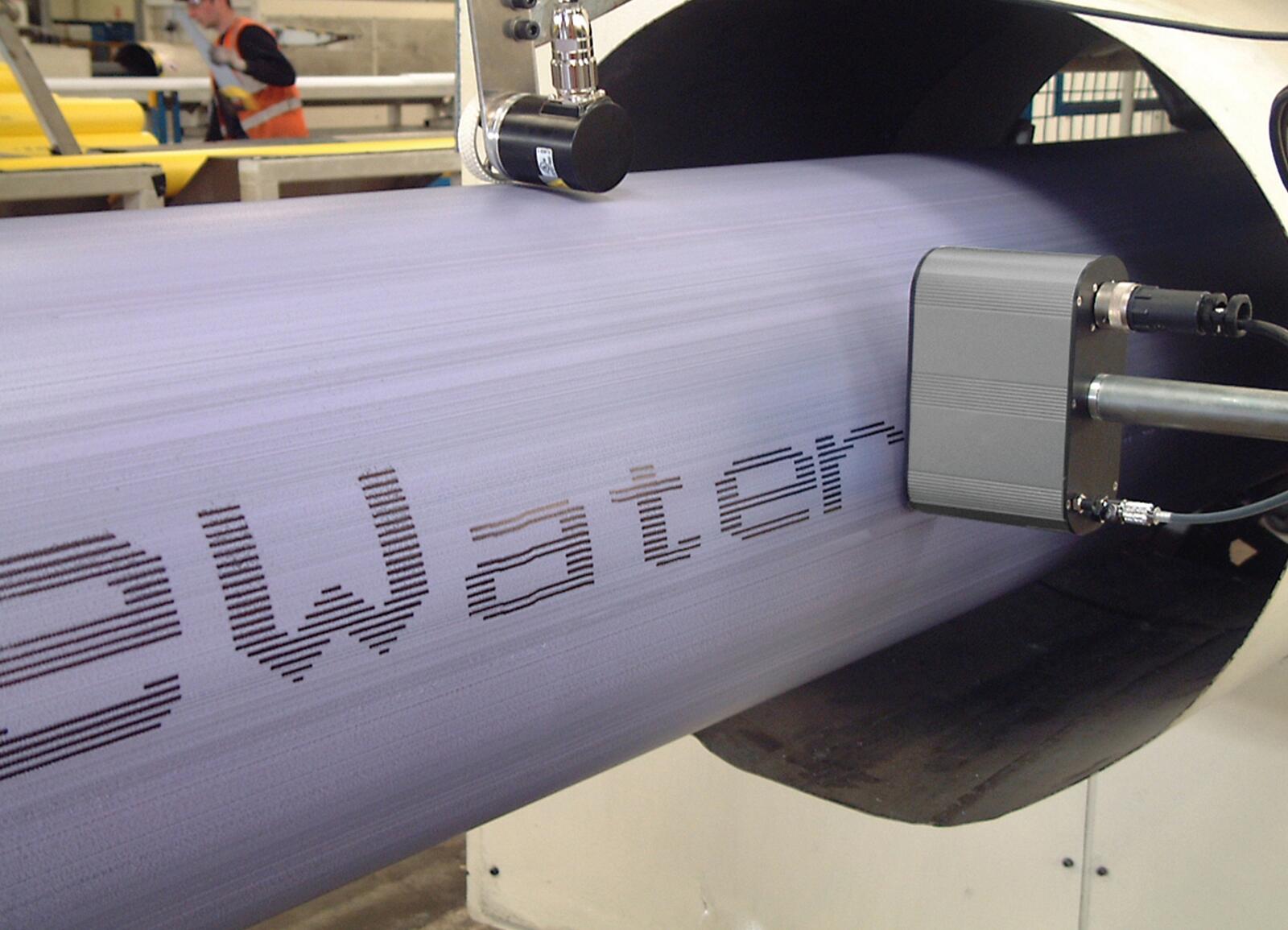
Zur Erkennung der Farbmarkierungen wird ein True-Color-Sensor der Serie OF34 von ipf electronic eingesetzt. Da die eigentliche Farbe je nach Glanzgrad der Oberfläche aufgehellt bzw. „aufgeweicht“ wird, haben die Geräte eine diffuse Beleuchtung, um einen derartigen Glanzeffekt zu reduzieren. Mit einem zusätzlichen Polarisationsfilter wird in dieser Applikation zudem die direkte Reflexion des Lichts sowohl vom Rohr als auch von der aufgetragenen farblichen Markierung entlang der Schweißnaht verhindert.

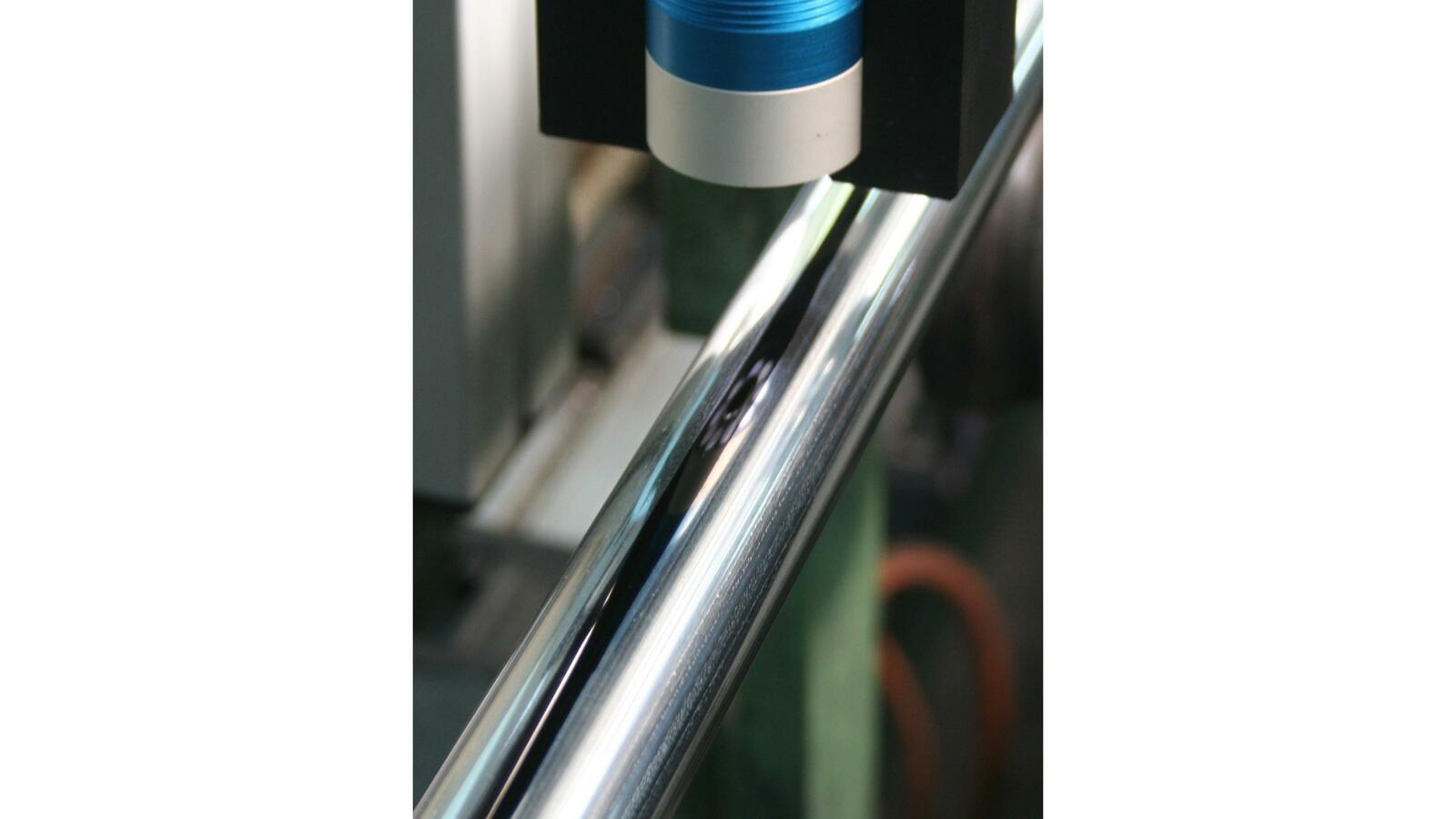
Für den konkreten Einsatz wurde der Sensor über eine Rollenbahn in einem Arbeitsabstand von 20 mm zur detektierenden Oberfläche montiert. Mithilfe der Parametrier- und Auswertesoftware ließen sich anschließend die Lichtleistung der im Sensor integrierten Weißlicht-LEDs und die zulässigen Toleranzen für die Farb- und Intensitätsabweichungen der Kennzeichnungen vorgeben.
Situatives Teachen im laufenden Prozess
Wie bereits beschrieben, können zu den bestehenden und somit in der Software hinterlegten farblichen Markierungen inklusive der Toleranzen neue hinzukommen. Daher soll der Sensor während der laufenden Produktion farbabhängig geteacht werden. Das Rohr mit der gekennzeichneten Schweißnaht muss hierzu lediglich unter den Sensor geführt werden. Über eine Steuerbox lässt sich dann durch Betätigung einer Teachtaste der Sensor einstellen. Im Anschluss prüft er die Kennzeichnung kontinuierlich, wobei sich das Rohr auf der Rollenbahn unter dem Gerät vorbei bewegt. Erkennt der Sensor eine Farbmarkierung, die sich außerhalb der vorgegebenen Toleranzen bewegt, leuchtet ein Signalgeber an der Steuerbox auf, sodass das Rohr sofort aus dem laufenden Prozess genommen werden kann. Vermittelt dieses Beispiel einen ersten Eindruck, welche Herausforderungen sich mit High-End-Farbsensoren bewältigen lassen, so zeigt eine andere Applikation zur gleichen Thematik, dass sich solche Lösungen auch für weiterführende Produktionsprozesse empfehlen.

Gruppenbildung statt langes Rätseln
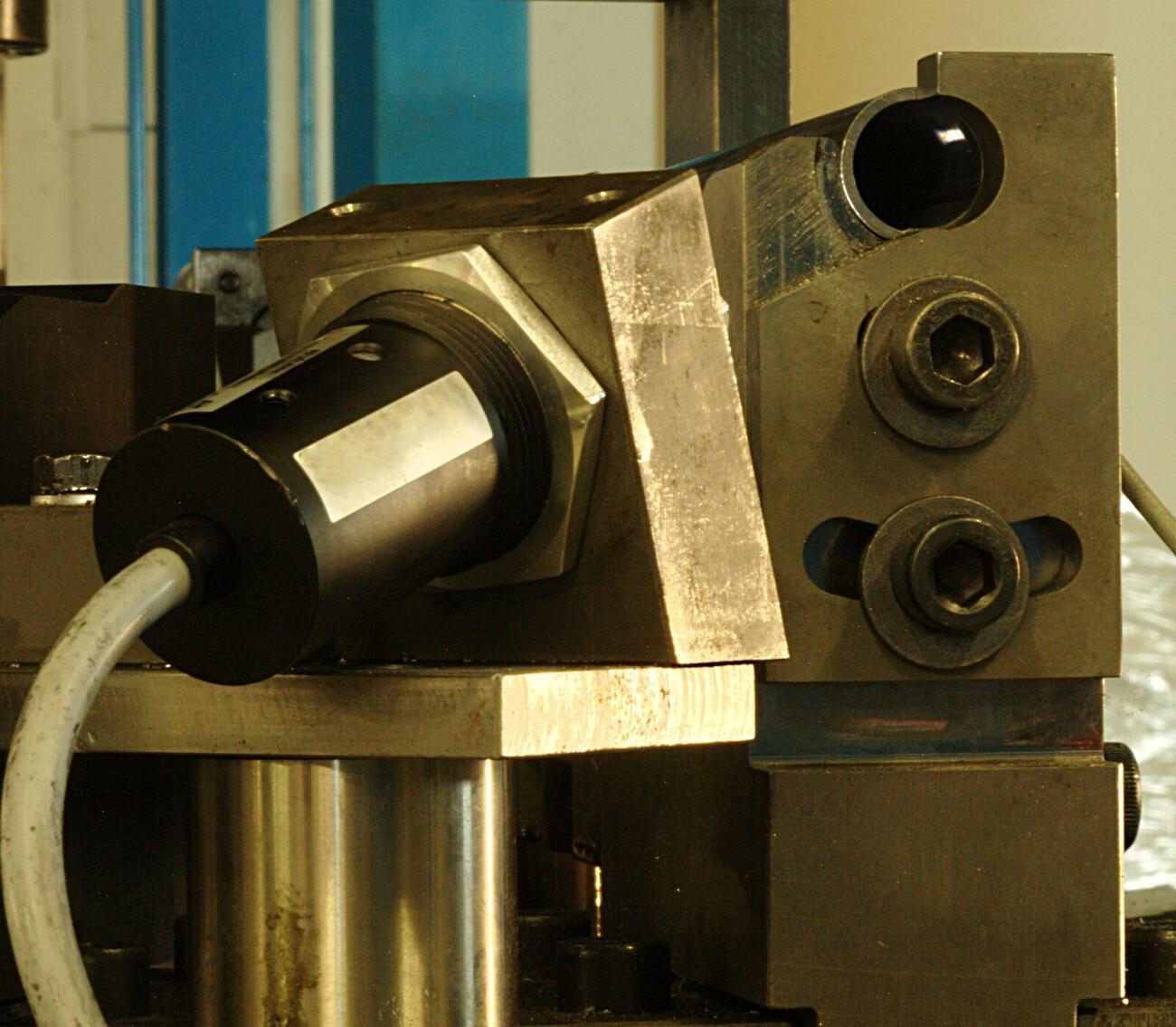
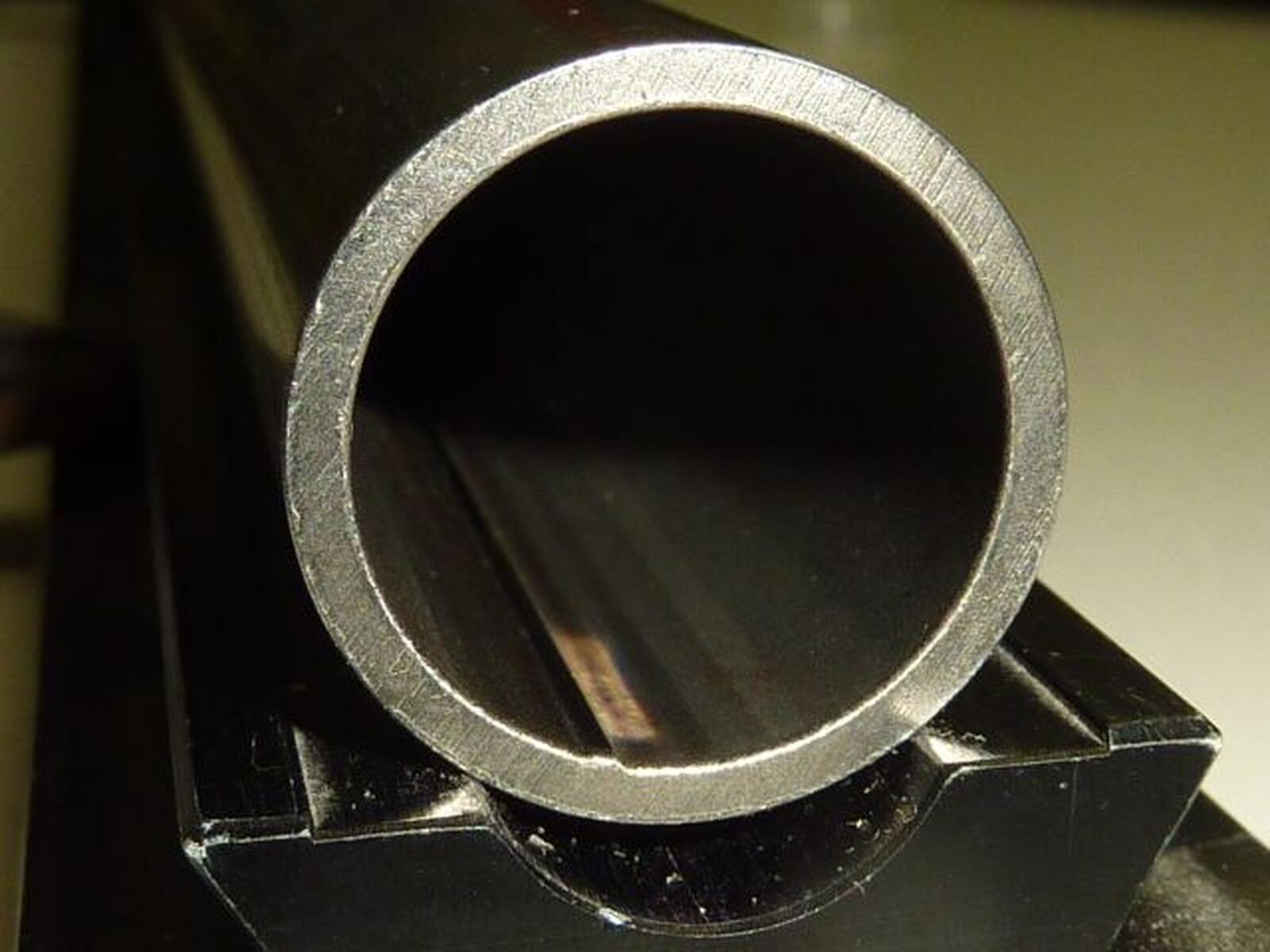
Ein Automobilzulieferer stellt Rohrbiegeteile her, wobei die geschweißten und geglühten Werkstücke zunächst gebogen und dann gepresst werden. Dabei ist während des Biegeprozesses die richtige Lage der Schweißnaht entscheidend. Sie darf sich nicht im Biegeradius befinden, weil ansonsten insbesondere beim anschließenden Pressen Risse im Werkstück entstehen könnten. In diesem konkreten Fall ist die Schweißnaht jedoch nicht farblich markiert, da sie nur im Inneren der Rohre zu erkennen ist. Der Betrieb suchte eine Lösung, die vor dem Biegen der Rohre die Lage der Schweißnaht prozesssicher identifiziert.
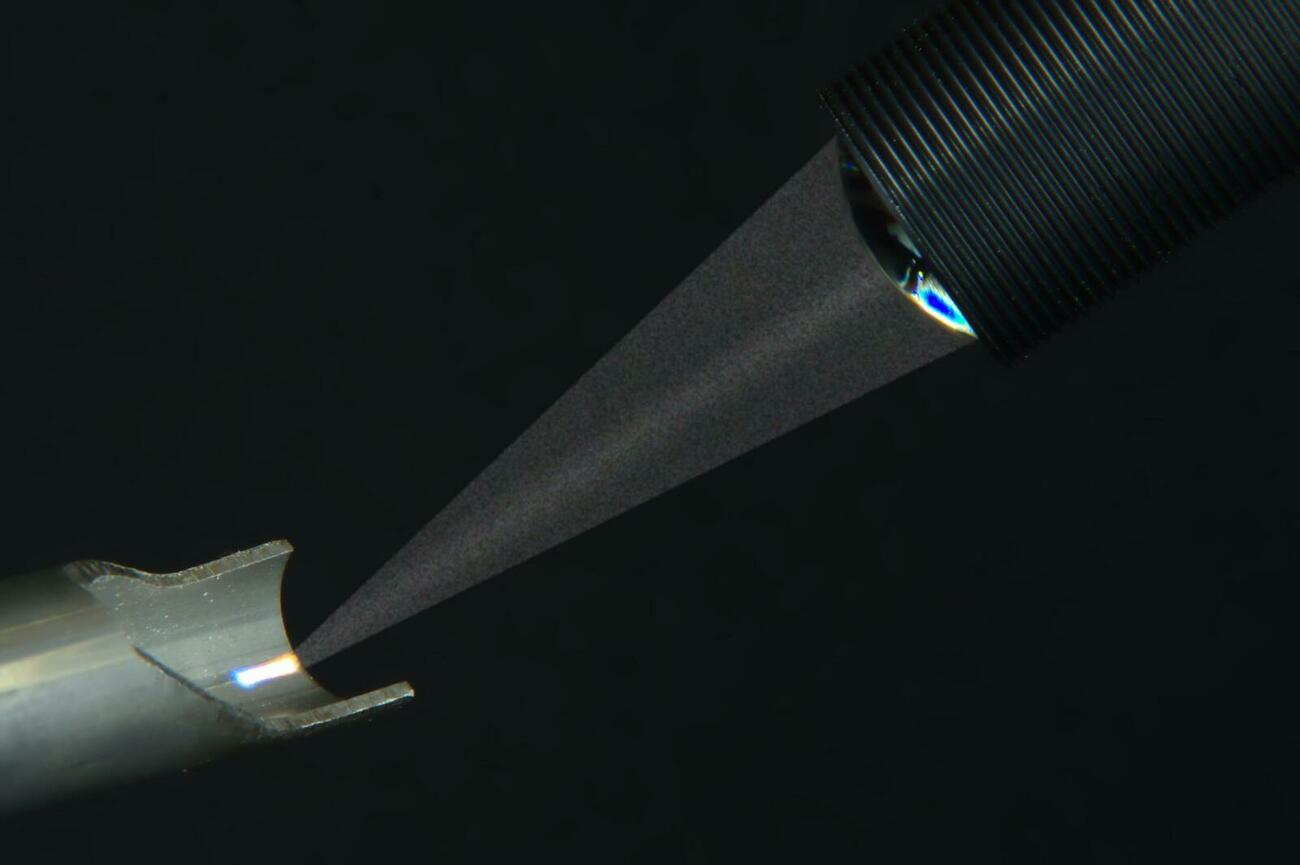
Die Lösung: Ein Farbsensor der Serie OF50 in Kombination mit einem Lichtleiter und einer Spezialoptik. Auch hier lassen sich wiederum in der Software zum Gerät u.a. mehrere eingeteachte Werte eines Objektes oder Objektbereiches als Referenzen für IO- bzw. NIO-Zustände zu Farb- bzw. Referenzgruppen zusammenfassen. In dieser Applikation wurden zunächst mehrere Schweißnähte in unterschiedlichen Ausprägungen eingeteacht und in der Referenz-/Teachtabelle der Software in einer Gruppe für den Zustand „Schweißnaht vorhanden“ hinterlegt. Ergänzend hierzu lernte man weitere Werte zu den verschiedensten Oberflächen auf der Rohrinnenseite ein (Bereiche ohne Schweißnaht bzw. Bereiche mit Streifen, Schlieren sowie Verfärbungen, die u.a. beim Glühen entstehen) und speicherte diese in der Referenz-/Teachtabelle für den Zustand „Schweißnaht nicht vorhanden“.

Sichere Erkennung von Schweißnähten
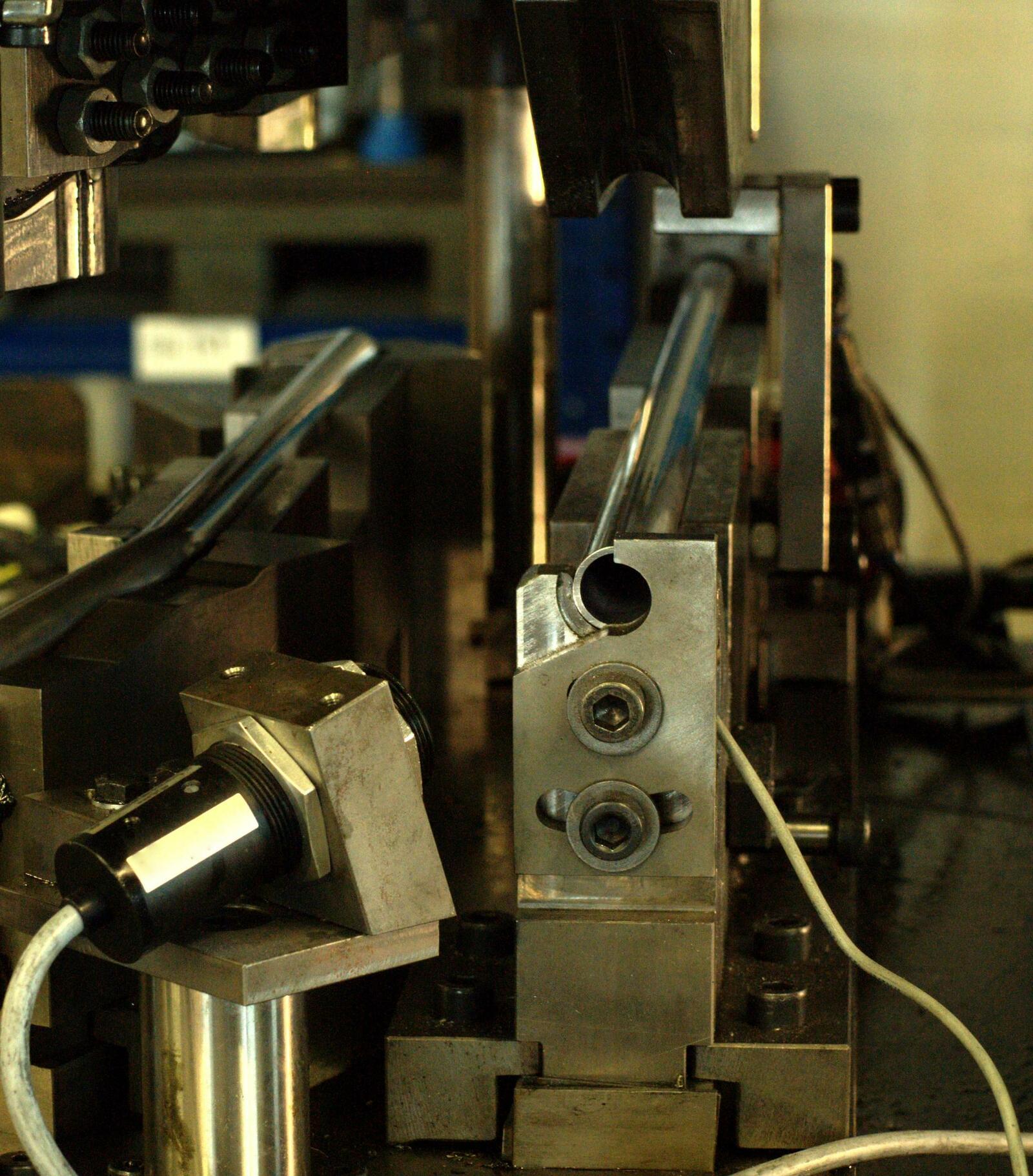
Der Sensor wurde in einem Arbeitsabstand von 80mm zum Detektionsbereich seitlich des Biege- und Presswerkzeuges so montiert, dass er die Werkstückhandhabung im Fertigungsprozess nicht behindert. Zur Schweißnahterkennung erzeugt die Fokussierlinse im Zusammenspiel mit dem Lichtleiter einen linienförmigen Lichtfleck in einem Einfallswinkel von zirka 50° zum Prüfbereich. Durch diesen Lichtfleck ist sichergestellt, dass der Sensor über einen ausreichend großen beziehungseise „langen“ Erfassungsbereich verfügt, um eine eindeutige Unterscheidung zwischen einer Schweißnaht und etwa Überresten von Glühprozessen vorzunehmen. Für die Bearbeitung wird das Rohr in das Biegewerkzeug eingelegt und solange manuell gedreht, bis der Sensor die Schweißnaht erkennt. Hierzu vergleicht er die erfassten Werte mit den zuvor über die Software in den beiden Tabellengruppen hinterlegten Einträge. Stimmen die aktuell ermittelten Werte mit den Einträgen in der Gruppe für den IO-Zustand überein, ist eine Schweißnaht erkannt. In der Folge übermittelt der Sensor ein Signal an eine SPS, die wiederum ein Schaltsignal an einen Pneumatikzylinder ausgibt, der das Rohr im Werkzeug fest fixiert. Nun kann das Werkstück gebogen und in einem nachfolgenden Arbeitsschritt gepresst werden.