Groß oder klein, zylindrisch oder bauchig, mit hohem oder niedrigem Rand, Töpfe oder Pfannen – um die Verarbeitung der zahlreichen Modelle weiter zu automatisieren, war ein namhafter deutscher Hersteller von Küchenequipment auf der Suche nach einem Partner für die Entwicklung einer Schweißanlage, die die verschiedenen Ausführungen mit den passenden Griffen verschweißt.
Keine leichte Aufgabe
„Die Anlage muss sechs Topffamilien mit unterschiedlichen Durchmessern – insgesamt 46 Varianten – und zwölf verschiedene Grifftypen, wie beispielsweise Bügelgriffe und Stielgriffe oder sogar beides in Kombination, handhaben können. Dann muss sie diese unter richtigen Anschweißwinkeln auf den jeweils zugeordneten Durchmesser verschweißen. Das geschieht in einer Produktfamilie alles vollautomatisch und selbstverständlich mit höchster Qualität. Eingriffe durch den Bediener gibt es nur beim Befüllen der Anlage und bei typenbedingten Rüstvorgängen. Reproduzierbare Qualität ist ein Muss, denn gerade bei hochwertigen Kochutensilien für gehobene Ansprüche, wie sie unser Auftraggeber herstellt, verzeiht der Anwender keine Fehler“, erklärt Hans-Werner Chwalisz, Geschäftsleitung Vertrieb und Marketing bei der Dalex Schweißmaschinen GmbH & Co. KG.
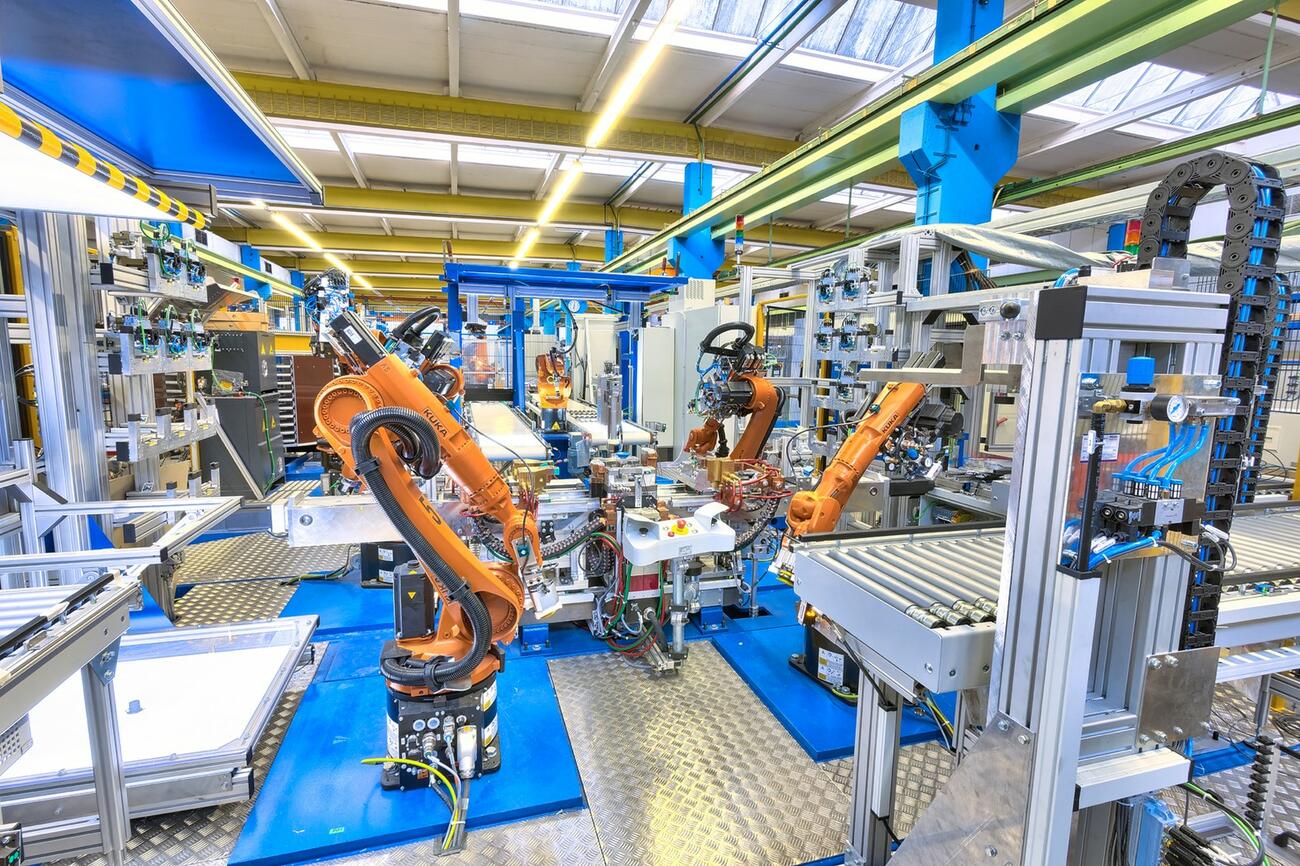
Die Lösung: eine komplexe Hightech-Schweißanlage, in der sechs Roboter und fünf Kamerasysteme verknüpft sind.
(Fast) alles vollautomatisch
Mit der Anlage wird immer eine Topffamilie zusammen mit einem Grifftyp verarbeitet, dabei wird die Zuordnung von Topf zu Griff über die Anlagensteuerung verwaltet. Der Bediener ruft also eine Rezeptur am Bedientableau auf, und die Anlage stellt sich automatisch auf Topfdurchmesser, Winkellage des Griffes und Kameravorgaben für die Erkennung der Griffe ein.
Zudem holen sich die Roboter automatisch die zugehörigen Greifer aus dem Greiferbahnhof und parken dort die nicht mehr benötigten Greifersysteme. Lediglich bestimmte Schweißwerkzeuge muss der Bediener vor Produktionsstart prozessbedingt umrüsten.
Großes Traymagazin
Wenn man über Personalbindung nachdenkt, ist der maßgebliche Eingriff durch den Operator bei der Bestückung des Rundtaktmagazins zu finden. Hier werden die Griffe in labilen Tiefziehfolien in die Magazinfächer eingefüllt. Da jeder dieser sogenannten „Trays“ bis zu zwölf Griffe fasst und das Magazin 80 Trays aufnehmen kann, entsteht ein Aufnahmevolumen von 960 Griffen.
Das Magazin ist bewusst in den Eckbereich der Anlage integriert. So ist zirka ein Viertel im geschützten Bereich der Anlage, und zirka drei Viertel des Aufnahmevolumens können online vom Operator nachgefüllt werden.
Mittels einer Servoachse werden die Trays in die Greiferkammer des ersten Roboters geschoben. Der klemmt das Tray, wendet es und legt die Greiferkammer auf eines der Bänder ab. Durch Aufziehen der Bodenplatte liegen die Griffe nebst Tray nun gewendet auf dem Band. Ein zweites Greifsystem am Roboter nimmt die nun oben liegende Trayverpackung von den Griffen ab und entsorgt sie.
Kameras sorgen für Prozesssicherheit
„An dieser Stelle wurde es knifflig, da die Griffe, wenn sie aus einer labilen Trayverpackung entleert werden, niemals ordentlich in der gleichen Position liegen. Damit sie aber richtig an die Töpfe geschweißt werden können, müssen die Griffe immer reproduzierbar in die Schweißstation eingesetzt und dementsprechend auch mit gleicher Genauigkeit auf den Bändern gegriffen werden“, beschreibt Hans-Werner Chwalisz eine der Herausforderungen. „Deswegen setzen wir an dieser Stelle zwei Kameras ein, um die Lage der Griffe auf dem Band zu erkennen. Bei engen Winkelunterschieden verfeinert sogar eine dritte Kamera an einem weiteren Roboter die Analyse.“
Perfektes Zusammenspiel
- Nachdem die genaue Position ermittelt wurde, nehmen die Roboter 3 und 4 die Griffe und legen sie in die seitlichen Schweißschlitten der Schweißstation ein. Diese Schweißschlitten können im Anfahrweg und Winkel eingestellt werden, so dass die Verarbeitung verschiedener Topfdurchmesser und Griffwinkel möglich ist.
- Da auch die Töpfe geometrische Zwangslagen besitzen – es wäre schlecht, wenn der Ausgießer eines Topfes an gleicher Position wie der Griff wäre – müssen auch die Töpfe mit zwei weiteren Kameras lagegenau definiert werden.
- Stehen Typ und Lage des relevanten Merkmals fest, setzt der fünfte Roboter den Topf in die Schweißstation auf eine zentrale Aufnahmeplatte. Dank mehrerer Stufen können verschiedene Durchmesser platziert werden. Um auch diese Position reproduzierbar zu gewährleisten, wird der Topf mittels eines Vakuumgreifers gespannt.
- Sind die Einzelteile platziert, werden die Griffe im richtigen Winkel mittels Widerstands-Buckelschweißung präzise an die unterschiedlichen Töpfe angeschweißt. Zum Schluss entnimmt der sechste Roboter das Fertigteil und legt es auf das Austrageband.
- Alternativ bringt der Roboter den Topf in einem festgelegten Zyklus zur Qualitätssicherung in eine Prüfstation, wo die Festigkeitssollwerte zerstörend geprüft werden.
Qualitätssicherung und Ressourcenschonung inklusive
Eine Anlage mit derart komplexen Abläufen erkennt auch natürlich automatisch, wenn falsche Griffe oder Töpfe in einen Rezepturzyklus gelangen: Hier geht die Anlage mit vorgegebener Abschaltroutine auf STOPP. Falsche Griffe laufen zunächst, da als Fehlteil erkannt, in die Ausschussbox. Danach schaltet der Fehlerspeicher nach festgelegter Fehlteilmenge die Anlage ab.
„Wir sind besonders stolz auf die überragende Leistung unserer Mitarbeiter, da aufgrund der Variantenvielfalt die Automation des Prozesses in dieser Komplexität bisher als kaum zu realisieren galt. Wir haben es geschafft – und das mit hervorragendem Ergebnis: Eine Taktzeit von im Durchschnitt 8 Sekunden, eine Personalbindung von 7 bis 8 Prozent sowie eine autonome Laufzeit von 100 Minuten bis zum Nachfüllen der Trays machen die Anlage zu einem technischen Highlight!“, äußert sich Hans-Werner Chwalisz nicht ohne Stolz über das Potenzial der Dalex Spezialisten.