Flexible Fertigungsverfahren, wie z.B. der 3D-Druck, ermöglichen eine schnelle Produktentwicklung und stark individualisierte Produkte. Ein vielversprechendes Verfahren für die Herstellung von individuellen Blechbauteilen in kleinen Stückzahlen ist die Inkrementelle Blechumformung (IBU), die durch geringe Werkzeugbindung eine hohe Geometrieflexibilität aufweist. Die Prozesskombination mit Streckziehen ermöglicht dabei die Überwindung bekannter Prozessgrenzen der IBU und eine deutliche Verkürzung der Prozesszeit. So konnte etwa eine Inspekionsklappe für einen Airbus A320 mit dieser Prozesskombination in einer Aufspannung hergestellt wurde. Die globale Bauteilkrümmung wird mit dem Streckziehen ausgeformt, anschließend dient die IBU zur Ausformung von Kavitäten und anderen Bauteilfeatures.
Komplexe Prozessplanung
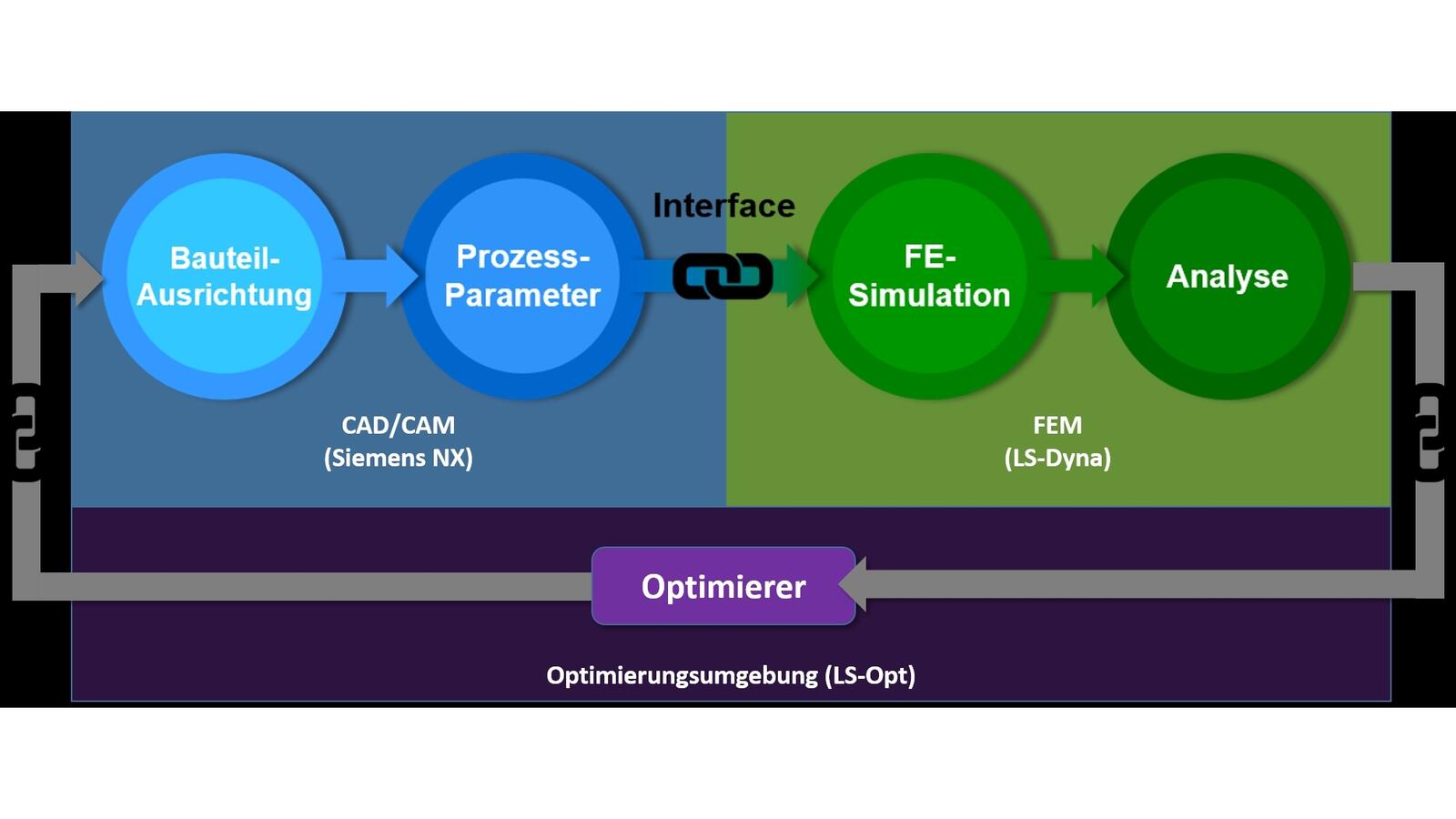
Die Kombination zweier Prozesse und die lokale inkrementelle Umformung bedingen eine komplexe Prozessplanung. Besonders im Bereich der Prototypenherstellung und Einzelteilfertigung sind jedoch kurze Planungszeiten und –kosten sehr wichtig, weil sie bei kleiner Stückzahl einen riesigen Hebel auf die Wirtschaftlichkeit haben. Deshalb beschäftigt sich das Institut für Bildsame Formgebung der RWTH Aachen bereits seit vielen Jahren mit der Weiterentwicklung der Planungskette für die Prozesskombination aus Streckziehen und IBU. In der Prozessplanung werden verschiedene Softwareumgebungen eingesetzt. Für eine übergreifende Optimierung müssen Schnittstellen zwischen den Softwarebausteinen und zu einem Optimierungswerkzeug geschaffen werden.

Der erste Schritt in der Prozessplanung ist die Analyse des zu fertigenden Bauteils. Dazu wird dem Planungstool die Bauteiloberfläche übergeben und innerhalb des Tools in ein geeignetes dreidimensionales Netz überführt. Anhand dieser Diskretisierung können bereits erste Bauteilanalysen durchgeführt werden. So lassen sich zum Beispiel anhand von Wandwinkeln und Radien Aussage darüber treffen, ob das Bauteil überhaupt mit Hilfe der Prozesskombination herstellbar ist. Zu hohe Wandwinkel führen in Abhängigkeit des verwendeten Materials bei der IBU zu Bauteilversagen während des Fertigungsprozesses. Die Analyse der Wandwinkel und der lokalen Krümmungen wird anschließend genutzt, um eine erste Ausrichtung des Bauteils in den gegebenen Anlagengrenzen vorzunehmen.
Geometrieausrichtung entscheidend
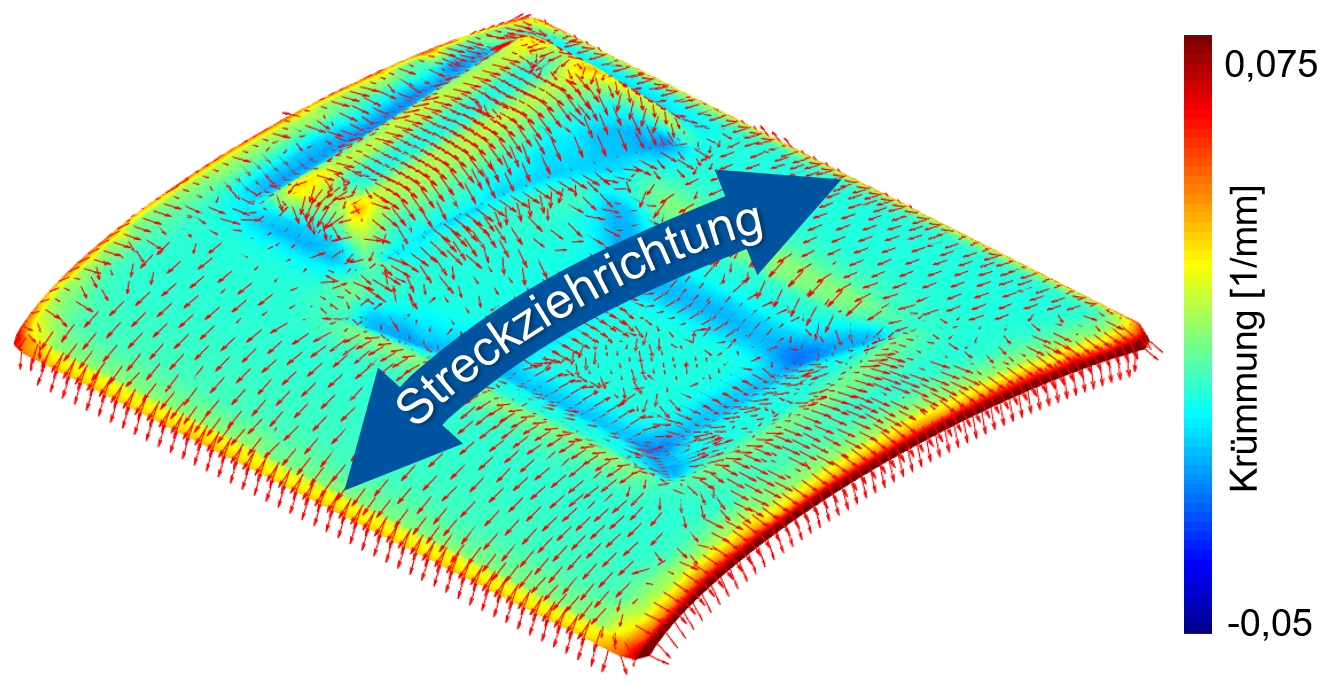
Die Ausrichtung der Geometrie im Maschinenraum hat dabei einen entscheidenden Einfluss auf das Prozessergebnis und hat insbesondere für das Streckziehen eine hohe Bedeutung, um die globale Bauteilkrümmung abbilden zu können. Viele Bauteile haben eine dominante Krümmungsrichtung und quer dazu keine oder nur geringe Krümmung. Diese Geometrien können gut mit einachsigem Streckziehen hergestellt werden. Die Zugrichtung muss dann aber entlang der Hauptkrümmung des Bauteils gewählt werden. Die dominante Krümmungsrichtung eines Bauteils ist in der Regel mit dem menschlichen Auge sofort ersichtlich. Soll eine Software diese Entscheidung automatisch treffen, muss ein Algorithmus diese Aufgabe übernehmen. Der programmierte Algorithmus analysiert zunächst die lokalen Krümmungen des Bauteils. Aus dem so entstehenden Krümmungsfeld können die Häufigkeiten der Krümmungsrichtungen zur Ausrichtung der Geometrie entlang der Hauptkrümmung genutzt werden.

Sobald das Bauteil durch das Tool positioniert und ausgerichtet ist, wird ein Blechzuschnitt erstellt. Die Größe dieses Zuschnitts basiert dabei unter anderem auf den zur Verfügung stehenden Blecheinspannungen, die in einer Datenbank hinterlegt sind. Anhand der Blech- und Bauteilorientierung werden Streckziehpfade durch das Tool erzeugt, die möglichst gut die zu erzeugende Geometrie abbilden können.
Vorgeschlagene Parameter automatisch übertragen
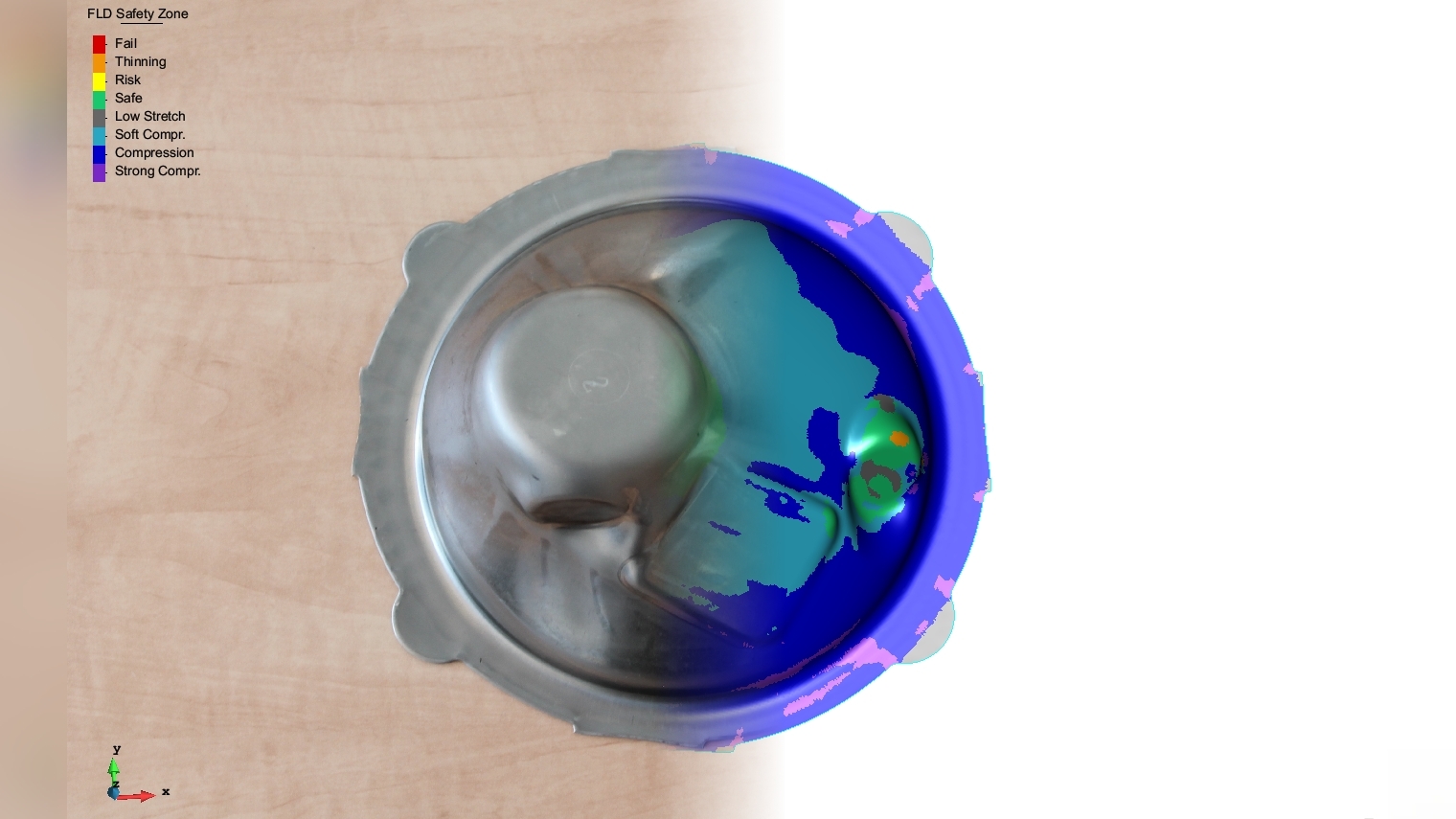
Die durch das Tool vorgeschlagenen Prozessparameter und Blechzuschnitte werden dann automatisiert für nachfolgende FE-Simulationen aufbereitet und über eine Schnittstelle an die FE-Software übertragen. Dazu zählt auch die Erzeugung einer geeigneten Vernetzung der verwendeten Werkzeuge und des Blechs. Die dabei anzuwendenden Randbedingungen werden ebenfalls automatisch generiert und an das FE-Modell übergeben. Zu den Randbedingungen zählen die zu fixierenden Knoten durch die Einspannung sowie die vom Planungstool automatisch programmierten Werkzeugpfade mit den dazugehörigen Pfadparametern. Die Bewegungspfade werden automatisch in der für das FE-System erforderlichen Syntax aufbereitet. Als FE-Solver kommt bei der nachfolgenden Simulation des automatisiert geplanten Umformprozesses LS-Dyna der Firma Livermore Software Technology Corporation zum Einsatz. Zur Bewertung des Bauteils wird die geometrische Genauigkeit sowie die Verteilung der Dehnungen im Blech betrachtet. Die geometrische Genauigkeit kann dabei einfach anhand der Abstände zwischen den Knoten des FE-Netzes zur Zielgeometrie beurteilt werden. Je geringer die durchschnittliche Abweichung und homogener die Dehnungsverteilung, desto besser wird das Simulations- und damit Prozessergebnis bewertet.
Autonome Optimierungsschleife
Auf Basis der automatischen Planung, Simulation und Auswertung konnte eine autonome Optimierungsschleife etabliert werden. Dazu wurde eine Schnittstelle zu einem Optimierungsprogramm (LS-Opt) implementiert. Durch die Schnittstelle können in Siemens NX Prozessparameter angepasst werden, um neue Fertigungsplanungen auszulegen. Neu geplante Prozesse werden anschließend durch das Planungstool in ein FE-Modell übersetzt und simuliert. Zur Optimierung des Streckziehprozesses ist das Optimierungsmodell in der Lage die anfangs ermittelte Orientierung des Bauteils sowie die Streckziehpfade in Abhängigkeit des Simulationsergebnisses zu verändern. Die Optimierung basiert dabei auf der Verwendung von Metamodellen des Simulationsprozesses. In jeder Optimierungsiteration werden verschiedene Prozessparameter getestet. Die Simulationsbewertung wird dann genutzt, um ein Metamodell des Prozesses abzuleiten. Mit jeder Iteration kann das Metamodell und dessen Aussagekraft verbessert werden.
Optimale Parameterkombination vorhersagen
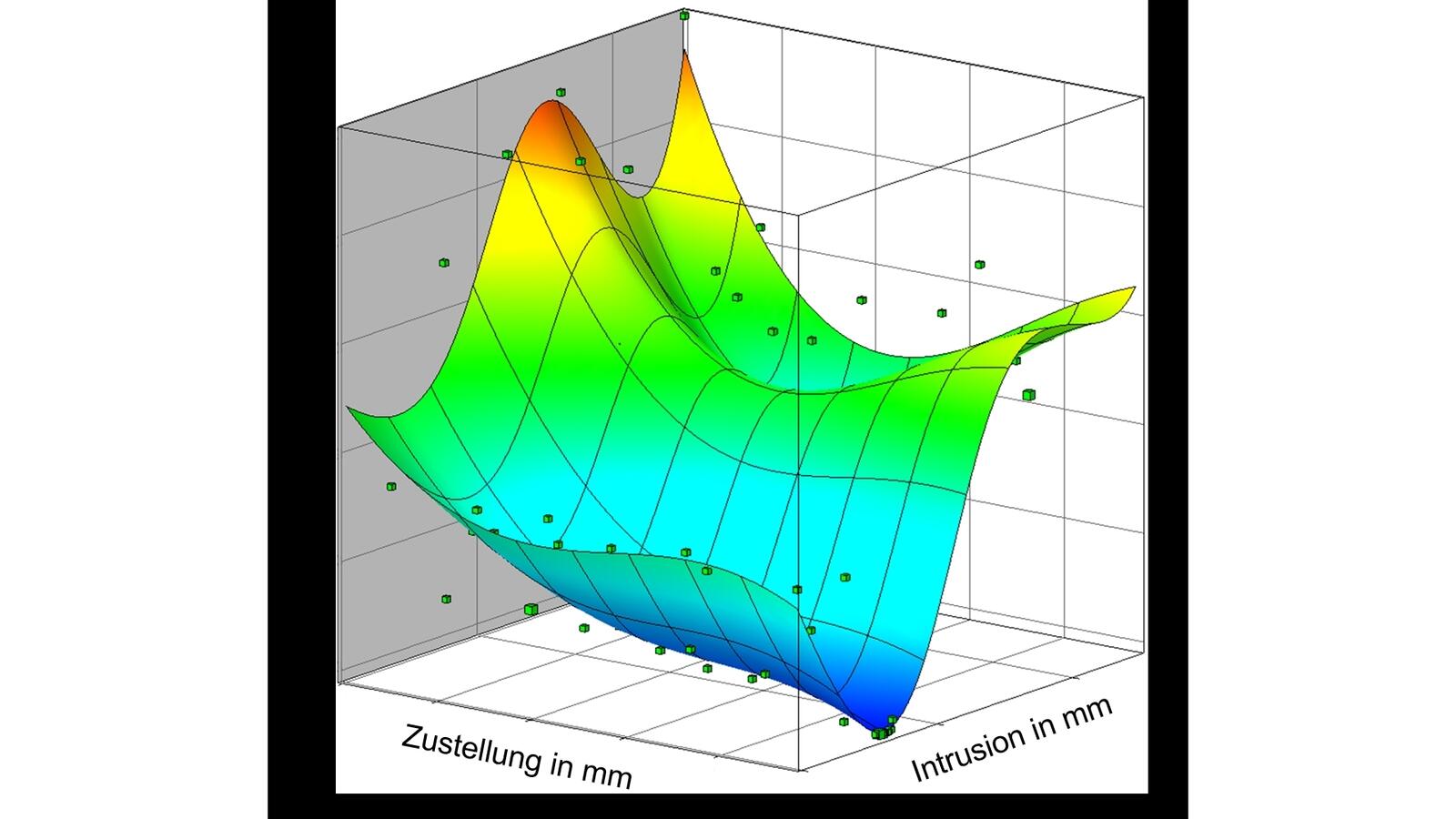
Nach genügend Iterationen ist es in der Lage eine optimale Parameterkombination vorherzusagen. Die Anzahl der insgesamt erforderlichen Simulationen kann dabei durch Interpolation im Metamodell deutlich reduziert werden. Da der Streckziehprozess in der Regel aber nur den ersten Teilschritt zur Erzeugung komplexer Blechbauteile in der Prozesskombination darstellt, wurde das Tool um die Anwendung auf die Inkrementelle Blechumformung erweitert. Hier stehen bisher Werkzeugpfadparameter wie beispielsweise die Zustellung und der Werkzeugkopfdurchmesser im Vordergrund. Auch hier erfolgt wieder die Kopplung der CAD/CAM-Umgebung mit der Optimierungssoftware LS-Opt zur Ermittlung optimaler Prozessparameter. Das Planungstool konnte dabei die Zustelltiefe, den Umformkopfdurchmesser und die Intrusion des Werkzeugs variieren, um eine möglichst hohe Geometriegenauigkeit einzustellen. Das verwendete Metamodell ist in der Lage die Simulationsergebnisse mit hoher Genauigkeit abzubilden und kann daher in kurzer Zeit eine optimierte Parameterkombination vorschlagen. Das dargestellte Tool für die Prozessplanung und -optimierung ist damit in der Lage die einzelnen Schritte der Prozesskette durch die Kopplung von CAD/CAM-Software mit einem FE-Solver zu optimieren.

Somit kann perspektivisch die Fertigungsplanung für ein Blechbauteil vollständig virtuell und automatisch erfolgen. Aktuell sind allerdings bei der Übertragung der Ergebnisse nach der Streckziehoptimierung auf die IBU-Optimierung noch manuelle Arbeitsschritte erforderlich. Im Rahmen der Weiterentwicklung sollen diese Schritte ebenfalls durch Softwarelösungen unterstützt werden. Im aktuellen Entwicklungsstand eignet sich das Tool vor allem für einachsig gekrümmte Bauteile mit relativ kurzen IBU-Pfaden. Bei sehr großen Flächen, die mit IBU bearbeitet werden müssen, sind die Rechenzeiten der Simulationen aktuell noch zu hoch, um umfangreiche Optimierungen durchzuführen. Die Erweiterung und Validierung des Planungstools für weitere Geometrietypen soll in zukünftigen Arbeiten vorangetrieben werden. Die Automatisierung der Prozessplanung und die Optimierung mit Hilfe von Metamodellen hilft aber schon jetzt den Weg vom Bauteildesign zum fertigen Blechprodukt zu beschleunigen. Weitere Informationen zu der hier beschriebenen Methode sowie neueste Forschungsergebnisse werden bei der 36. ASK Umformtechnik Konferenz, am 26. und 27. Oktober 2022 im Eurogress Aachen vorgestellt.