Der japanische Schweißsystemhersteller OTC Daihen Europe GmbH hat sich dank neuer SynchroFeed-Technologie eine Vorreiterrolle beim automatisierten MIG/MAG-Schweißen erarbeitet. Durch das neue Verfahren geht das Unternehmen auf die erhöhten Ansprüche der Industrie ein, mittlere und vor allem dünne Bleche verformungsfrei zu schweißen, Spalttoleranzen stärker zu berücksichtigen und vor allem Schweißspritzer drastisch zu reduzieren. Das Ganze soll nun auch in entsprechend hoher Geschwindigkeit und auf besonders wirtschaftliche Weise erfolgen.
Wie der Name „SynchroFeed“ bereits vermuten lässt, stehen bei dem System die Synchronisationsprinzipien im Vordergrund, bei denen es hauptsächlich auf die Präzision der Drahtführung ankommt. Um auf dieses Prinzip näher einzugehen, ist ein Seitenblick auf das klassische MIG/MAG-Verfahren notwendig: Beim automatisierten Pulsschweißen kommt es üblicherweise oberhalb der Schweißnaht zu einer Tropfenablösung. Der Tropfen wird über den Strom eingeschnürt, verjüngt und anschließend vom Draht abgesprengt. Mit entsprechendem Abstand gelangt er in die Schmelze. Bedingt durch den Abstand kommt es beim Aufprall des Tropfens zwangsläufig zu Schweißspritzern.
SynchroFeed arbeitet grundsätzlich nach demselben Prinzip der Tropfenformung und -einschnürung. Allerdings wird der Draht so gesteuert, dass der Tropfen unmittelbar in die Schmelze taucht. Eine Abtrennung erfolgt also nicht oberhalb der Schmelze, sondern erst darin. Dabei spielt der Drahtvorschub die entscheidende Rolle. Der Drahtrückzug aus der Schmelze erfolgt dermaßen schnell, dass es zu keinen Anhaftungen kommt.
Dass dieser Prozess des Drahtvorschubs beziehungsweise Drahtrückzugs perfekt synchronisiert werden muss, liegt auf der Hand: Im Schnelldurchgang lauten die Arbeitsschritte: „Drahtvorschub“, „Tropfenbildung“, „Eintauchen“, „Ablösen“ und „Drahtrückzug“. Ein solcher Prozess ist mit marktüblichen Push-Pull-Systemen nicht realisierbar, was angesichts der erforderlichen Geschwindigkeit von 100 Hz für diesen Prozess gut nachvollziehbar ist.
Klassische Push-Pull-Systeme reichen nicht aus
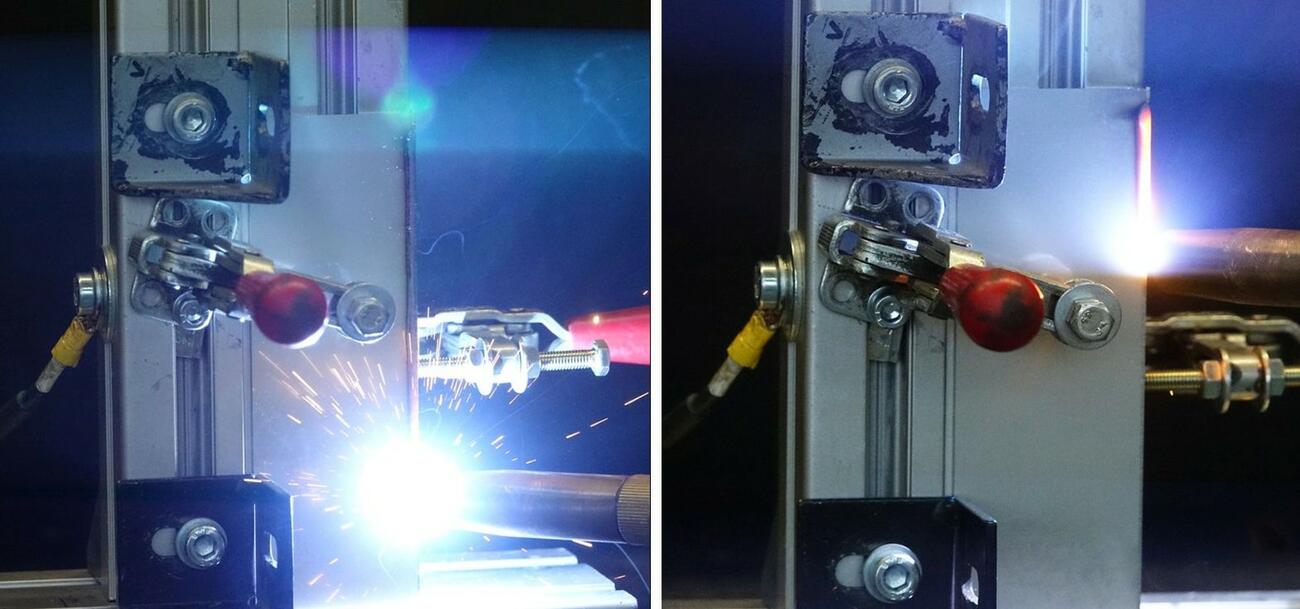
Im Bereich des Hochleistungswechselhalsbrenners sowie im rückwärtigen Bereich – am Drahtfass – sitzen jeweils geeignete Servoantriebe für das SynchroFeed-System. Beide Motoren reichen aus, um den synchronisierten Prozess des Drahtvorschubs- und -rückzugs in angemessen hoher Geschwindigkeit und Präzision durchzuführen.
Normalerweise würde der Motor im vorderen Bereich des Brenners alleine schon dazu ausreichen, den Draht zu ziehen. Allerdings wäre das – je nach Frequenz – mit einem zu hohen Schlupf verbunden, der wiederum einen zu hohen Abrieb des Drahtes zur Folge hätte. Aus diesem Grunde kommt am Drahtfass ein zweiter Motor zum Einsatz, der die Drahtbewegung in Kombination mit dem vorderen Motor synchronisiert. Zur Unterstützung erhält der vordere Motor den notwendigen Schub durch den hinteren Motor. Das vermeidet Stauchungen oder Quetschungen des Drahtes innerhalb des Schlauchpaketes.
Bei gleichmäßigem Drahtverbrauch treten mit dieser Einrichtung in der Regel keine Komplikationen auf, falls alles reibungslos läuft. Allerdings kommt es dann zu Schwierigkeiten, wenn temporär höhere oder geringere Drahtanforderung angefordert werden – zum Beispiel bei abweichender Lichtbogenlänge. Mechanisch passiert dann folgendes: Der vordere Motor zieht am Draht, die Reaktionsgeschwindigkeit des hinteren Motors erfolgt mit minimaler Zeitverzögerung. Das führt gegebenenfalls dazu, dass sich der Draht im Schlauchpaket in unvorhergesehener Weise streckt oder staucht. Ein Prozess, der spontan zu viel Reibung erzeugt.
Teamwork aus Drahtpuffer und Steuereinheit
Abhilfe schafft ein s-förmiger Drahtpuffer auf der dritten Roboterachse, der dafür sorgt, dass sich der Draht mechanisch in diesem Bereich ausdehnen kann, ohne dabei im Schlauchpaket auf Widerstand zu treffen oder unerwünschte Reibung zu erzeugen. Über einen Drehgeber in diesem Bereich wird zusätzlich gemessen, wie es um die genaue Drahtposition bestellt ist. Die Lage des Drahtes in der Mitte des s-förmigen Drahtpuffers wird entsprechend erfasst. Sofern dort ein Überhang oder Mangel an Draht vorliegt, lässt sich dies an der jeweiligen Ausrichtung über den Sensor ablesen.
Dieser registriert dann jede minimale Synchronisationsabweichung und erteilt automatisch dem hinteren Motor am Drahtfass den notwendigen Impuls, das Drahtmaterial schneller oder langsamer bereitzustellen.
Synchronisation von Schweißstrom und Drahtzufuhr
Ohne die Präzision des Drahtvorschubs wäre das spritzerfreie Schweißen nicht möglich. Der Stromverlauf ist für das exakte Abschmelzen des Tropfens von entscheidender Bedeutung. Erst zum genauen Zeitpunkt des Strompeaks taucht der Draht an der vorgesehenen Stelle der Schmelze ein. Findet das Ganze zu früh oder zu spät statt, mißglückt das Vorhaben.
Entscheidend hierfür ist die Schweißmaschine Welbee P500L, die diese darauf abgestimmte Stromverlaufsform für die Hochqualitätsschweißung erzeugt. Außerdem ist sie für die hundertprozentige Synchronisation mit der Drahtbewegung verantwortlich. OTC spricht hier von Peak Dip Transfer – dem kontrollierten Tropfenübergang in der Kurzschlussphase.
Das spritzerarme automatisierte Schweißen durch das präzise Einbringen des Tropfens in die Schmelze hängt ausschließlich von den beteiligten SynchroFeed-Komponenten ab. Die Herausforderung besteht darin, den Draht schnell genug zurückzuziehen, damit er nicht festklebt. Gleichzeitig bewirkt das direkte Abtropfen in die Schmelze, dass es zu weniger beziehungsweise möglichst gar keinen Spritzern kommt.
Das Prinzip, den Tropfen innerhalb der Schmelze und nicht darüber abzulösen, ist ein Alleinstellungsmerkmal, das nur über das OTC SynchroFeed - System zu realisieren ist.
Vergleichbare Verfahren lösen den Tropfen immer oberhalb der Schmelze und verursachen neben Schweißspritzern zudem Probleme bei der Synchronisation des Drahtvorschubs – ausgelöst über einfache Pullsysteme, die einen erhöhten Drahtabrieb verursachen.
Parametertoleranz bei Spaltmaßen
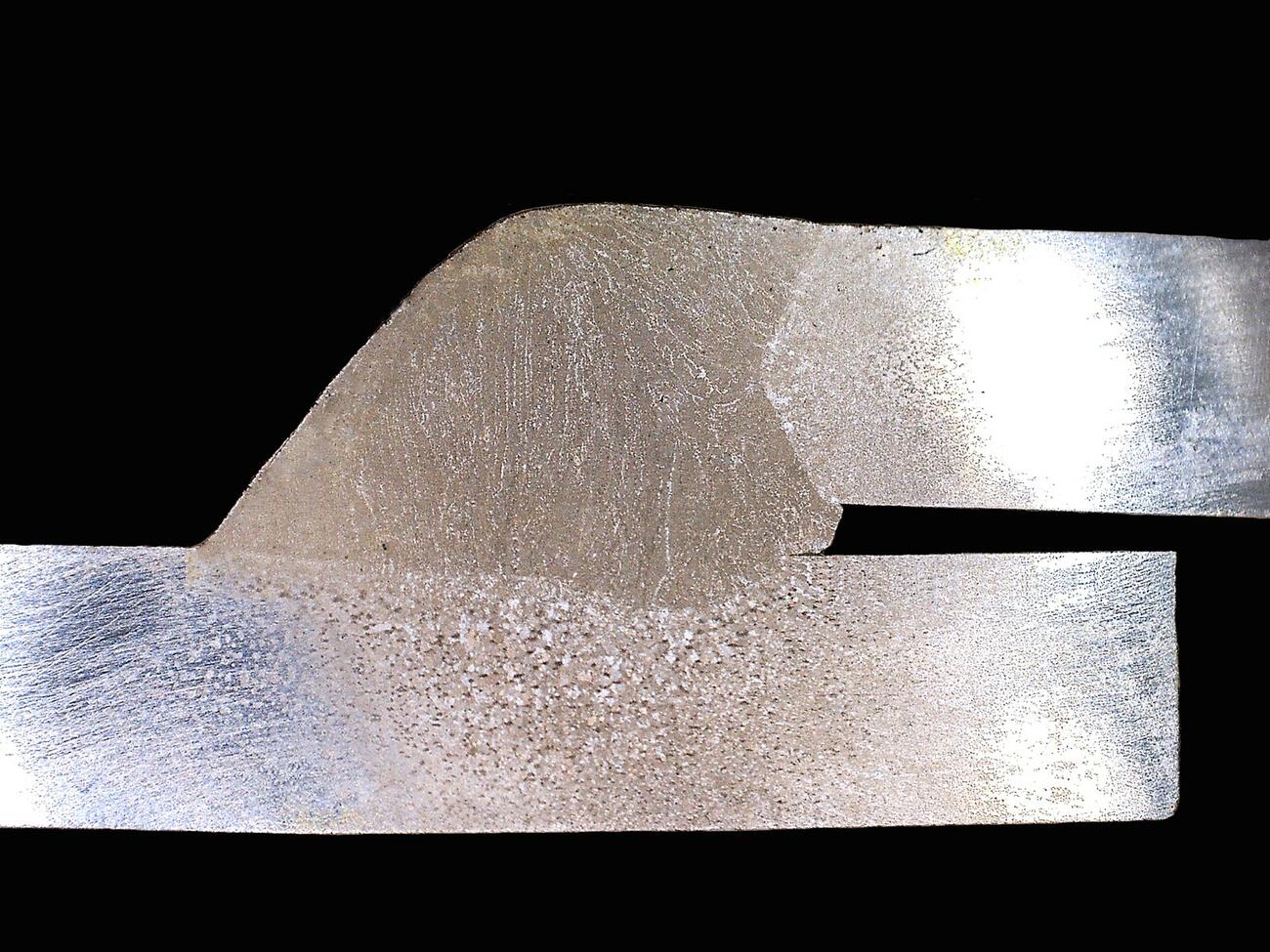
Über SynchroFeed besteht die Möglichkeit, durch den hochdynamischen Regelprozess mehr Draht bei reduzierter Wärmeeinbringung in den jeweiligen Spalt einzubringen, da spritzerfrei gearbeitet und der Tropfen größer moduliert werden kann. Dafür ist nicht zuletzt die präzise Drahtsteuerung mit verantwortlich.
Eine abweichende Breite des Schweißspaltes hat mit SynchroFeed keinerlei negative Auswirkung auf das Schweißergebnis. Die Prozesstoleranz gegenüber flexiblen Spaltweiten ist bei SynchroFeed weitaus größer als bei marktüblichen Schweißverfahren. Dort treten bei sich verändernden Spaltmaßen häufig unüberbrückbare Probleme oder hässliche Schweißnähte auf. In solchen Fällen ist auch mit einem erhöhtem Verschleiß des Kontaktrohrs im Brenner zu rechnen.
Bei gleicher Energiebilanz lassen sich durch SynchroFeed höhere Drahtmengen einbringen und folglich größere Spalte schließen. Bei engeren Spalten verläuft der Schweißprozess mit SynchroFeed hingegen bedeutend schneller. Durch die Reduzierung von Schweißspritzern lassen sich Nacharbeiten der Werkstücke auf ein Minimum beschränken.
Der Einsatz von SynchroFeed erfordert ein komplettes Schweißrobotersystem, bestehend aus OTC Roboter (FD-B4), Schweißstromquelle (OTC Welbee 500 PL), Push Feeder Einheit, Drahtpuffer, Hochleistungswechselhalsbrenner und Robotersteuerung. Sämtliche Komponenten kommunizieren später in erforderlicher Geschwindigkeit miteinander.
Von dünnsten Blechen bis zu dicksten Materialien
Von der Werkstoffseite her gibt es praktisch keinerlei Einschränkungen: Mit SynchroFeed kann man sowohl Stähle, Edelstähle als auch Aluminium verarbeiten. Allerdings ist das OTC-AC/MIG-Verfahren für Aluminium noch besser geeignet.
Bei galvanisierten (verzinkten) Stählen lässt sich die Auswirkung des reduzierten Wärmeeintrags mit SynchroFeed durch den geringeren Zinkabbrand unmittelbar erkennen. Die Verbrennungszone fällt dabei deutlich kleiner aus. Selbst das Schweißen mit CO2 führt hier zu überraschend positiven Ergebnissen.
Die Schwerpunkte für SynchroFeed liegen beim Präzisionsschweißen und dem Verschweißen dünner Bleche bis Minimum 0,8 bis 1,0 mm – im Prinzip also überall dort, wo so gut wie keine Bearbeitsprozesse wie das Fräsen nachträglichen erwünscht sind.
Ralf Goffin