Für die Herstellung von Gleisbaumaschinen hat Plasser & Theurer seine Blechzuschnittabteilung zentralisiert und auf den neuesten technischen Stand gebracht. Vor- und nachgelagerte Arbeitsschritte wie Entgraten und Richten sind integriert und alle Maschinen aufeinander abgestimmt. Eingesetzt werden dazu Maschinen von Arku.
Der schienengebundene Verkehr boomt weltweit und mit ihm die Nachfrage nach automatischen Systemen für den Gleisbau sowie zur Gleisinstandhaltung. Das österreichische Unternehmen Plasser & Theurer baut solche Maschinen seit 1953 und gilt als Pionier dieser Technik. Im Stammwerk in Linz wird ein breites Maschinenportfolio entwickelt und gebaut – von einfachen Stopfmaschinen bis zu 200 m langen Hochleistungsmaschinen, die in einem Arbeitsdurchgang automatisch alte Gleise ausbauen und neue verlegen, den Schotter reinigen und die Strecke nivellieren. Bislang hat das Unternehmen 16.000 Großmaschinen in 109 Länder ausgeliefert und beschäftigt derzeit allein in Österreich 1.900 Mitarbeiter.
Plasser & Theurer wächst seit Jahren und damit steigt der Bedarf an produktiver Fertigungstechnik, denn die individuellen Konstruktionen erfordern Einzelteilfertigung und bedingen eine ausgeprägte Fertigungstiefe. „Rund 90 Prozent aller zeichnungsgebundenen Teile fertigen wir selbst“, sagt Clemens Huber aus der Betriebstechnik bei Plasser & Theurer. Das gilt vor allem für den „Blechzuschnitt“ am Standort Linz, der in den letzten beiden Jahren umstrukturiert wurde. In einer neugebauten Halle wurde dafür ein gesamtheitliches Fertigungskonzept umgesetzt: Angefangen vom Lager über neue Brenn- und Plasmaschneidanlagen und die zugehörige Entgrat-, Strahl- und Schneidtechnik bis zur Absauganlage ist alles komplett aufeinander abgestimmt. Für die zusätzliche Qualität der Zuschnitte sorgen eine Entgratmaschine Edgebreaker 4000 Plus und eine Teilerichtmaschine Flatmaster 88/200 von Arku Maschinenbau.
Entgraten und Richten gehören zum Standard im Blechzuschnitt
Seit einem halben Jahr etwa arbeitet die neue Zuschnittabteilung im Vollbetrieb, trotzdem sind nirgendwo Ansätze von Staubablagerungen zu sehen. Die Luft ist rauch- und staubfrei, obwohl die Schneidanlage während der Besichtigung an drei Platinen gleichzeitig arbeitet. „Die Absauganlage gehört zum Gesamtkonzept“, erklärt Huber, „sie saugt sowohl zentral an der Hallendecke und an den Maschinen ab und gibt die gereinigte, warme Luft in Bodenhöhe wieder in die Halle ab.“ Damit wird über die Abwärme der Prozesse auch die Halle geheizt.„Wir verarbeiten hier in der Halle Blechzuschnitte bis zwei mal sechs Meter. Die Tafeln dazu werden auch direkt in der Halle gelagert. Für die wenigen größeren Teile bis zwölf Meter Länge ist die Lagerung und Bearbeitung an den direkt benachbarte Werksbereich ausgelagert“, erläutert Werksmeister Günter Gusenbauer. „An Stählen verarbeiten wir 355er-Stahl ebenso wie CrMo4 und Hardox.“ Hatte man früher ausschließlich auf das autogene Brennschneiden und das manuelle Entgraten der Kanten gesetzt, so nutzt man heute für Dicken bis maximal 40 mm auch das Fasenschneiden mit Plasma. Die neue Schneidanlage verfügt auf ihrem rund 18 m langem Tisch über zwei Brennschneid-Brücken eine dritte Brücke für das Plasmaschneiden.
„Das Plasmaschneiden ist schneller, bringt im Vergleich zum Brennschneiden weniger Verzug in das Material und wir können direkt Fasen schneiden“, erläutert Clemens Huber. „Da wir mit dem Plasma schneller schneiden, müssen wir aber auch schneller richten als mit unserer alten, mechanischen Richtanlage. Und wir mussten das bisherige manuelle Entgraten beschleunigen.“
Dazu kam, dass man während der Planung keine Erfahrung mit dem Plasmafasenschneiden hatte und nicht abschätzen konnte, ob die Fasenschnitte als Schweißvorbereitung reichen oder ob zusätzliche mechanische Bearbeitungen notwendig werden. In Sachen Entgratung kam dann noch dazu, dass Brennscheiden und Plasmaschneiden sehr unterschiedliche Grate ausbilden. „Wir haben dann die Gelegenheit genutzt und im Entgrat- und Richtzentrum von Arku in Baden-Baden nicht nur Richtversuche mit unseren Teilen, sondern auch Tests auf den Entgratmaschinen gefahren.“
Kantenbearbeitung mit Schleifwalze und Verrundungsblöcken
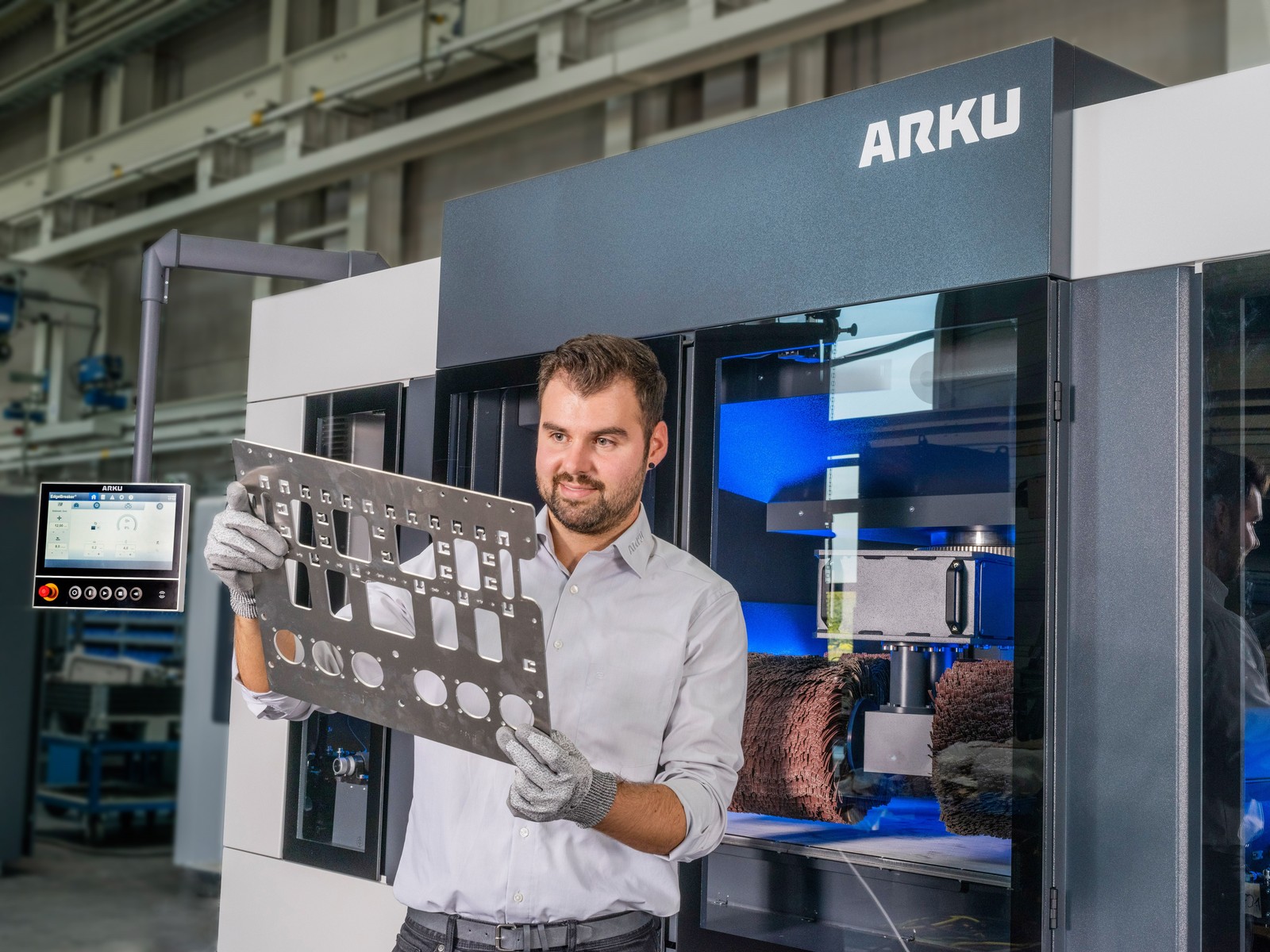
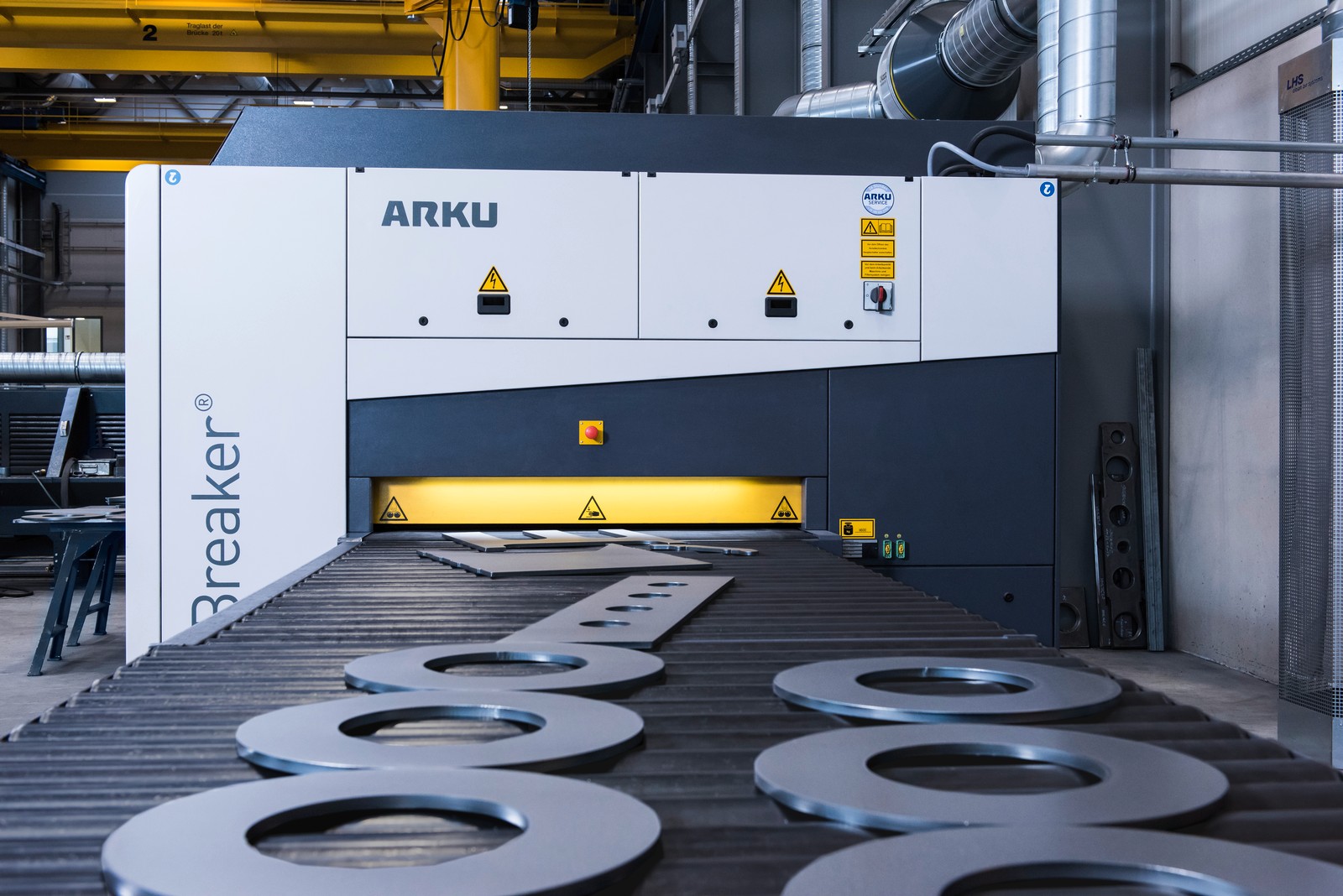
Speziell für das beidseitige Entgraten und Verrunden von Brennschneid- und von Plasmateilen ist der Edgebreaker 4000 Plus ausgelegt. Geeignet ist die Maschine für Teile bis 80 mm Dicke und Geometrien über 150 mm Länge und 40 mm Breite. Platziert ist die Maschine stirnseitig an einem Ende der Schneidanlage.
„Bevor die Teile auf den Edgebreaker kommen, schlagen wir die groben Grate ab“, erläutert Bediener Robert Winkler. Das schont Schleifbänder und -blöcke. Im Edgebreaker entfernt dann zunächst eine horizontal und quer zum Einlaufband angeordnete Schleifwalze die oberen Grate. Das Schleifband ist als geschlossener zylindrischer Mantel ausgeführt, so dass dickeres Schleifpapier benutzt werden kann. Daraus resultiert eine höhere Standzeit im Vergleich zu früheren Systemen.
Anschließend durchlaufen die Teile die Verrundungsstation, in der von oben und unten ein mit Verrundungsblöcken bestücktes Band quer über die Teile läuft. Durch die steifere Konstruktion der Edgebreaker 4000 Plus ist es möglich, am unteren Band neben Verrundungsblöcke auch Schleifblöcke zum Entgraten einzusetzen, so dass speziell bei Brennschneidteilen hier die unteren Kanten nicht nur verundet, sondern auch entgratet werden. „Überzeugt hat uns die Kombination aus Schleifwalze und Verrundungsstation, die es nach unserem Kenntnissen so auf dem Markt nicht nochmals gibt“, erläutert Clemens Huber.
Die Handhabung, Bedienung und Wartung bis hin zum Wechsel der Schleifkörper sei sehr einfach, bestätigt Robert Winkler. Zur Einstellung wird auf dem Touchscreen – mit Arbeitshandschuh – die Vorschubgeschwindigkeit und die Zustellung für Schleifwalzen und Verrundungseinheit eingegeben. Damit hat es sich. „Wir arbeiten in der Regel mit Vorschubgeschwindigkeiten zwischen 1,1 und 1,5 Meter pro Minute, auch wenn wir bis 6 Meter pro Minute könnten.“
Eventuelle Abnutzungen der Schleifblöcke – oder auch die größere Höhe neuer Schleifblöcke – muss der Bediener bei den Einstellungen nicht berücksichtigen, denn die Maschine kalibriert sich beim Anschalten jeweils selbst. Dabei ermittelt eine interne Messroutine die aktuelle Nullposition der eingesetzten Schleifwerkzeuge.
Zum Wechsel werden die Schleifblöcke der Verrundungseinheit einfach ausgeklickt. Um das pneumatisch gespannte Schleifband der Walze zu wechseln, wird der Luftdruck reduziert, das zylindrische Schleifband abgezogen und getauscht und schließend wieder pneumatisch gespannt.
Nach knapp vier Monaten im Zweischichtbetrieb ist die Maschine erstaunlich sauber im Innenraum. Das liegt einerseits an der Absaugung, andererseits wird die Maschine täglich gereinigt. Apropos Absaugung: „Wir arbeiten mit einem mechanischen Funkenabscheider, so dass wir nur trockenes Pulver entsorgen müssen – im Gegensatz zum Schlamm, der beim üblichen Wasserabscheider anfällt“, erläutert Huber noch.
Bewährte hydraulische Richtmaschine
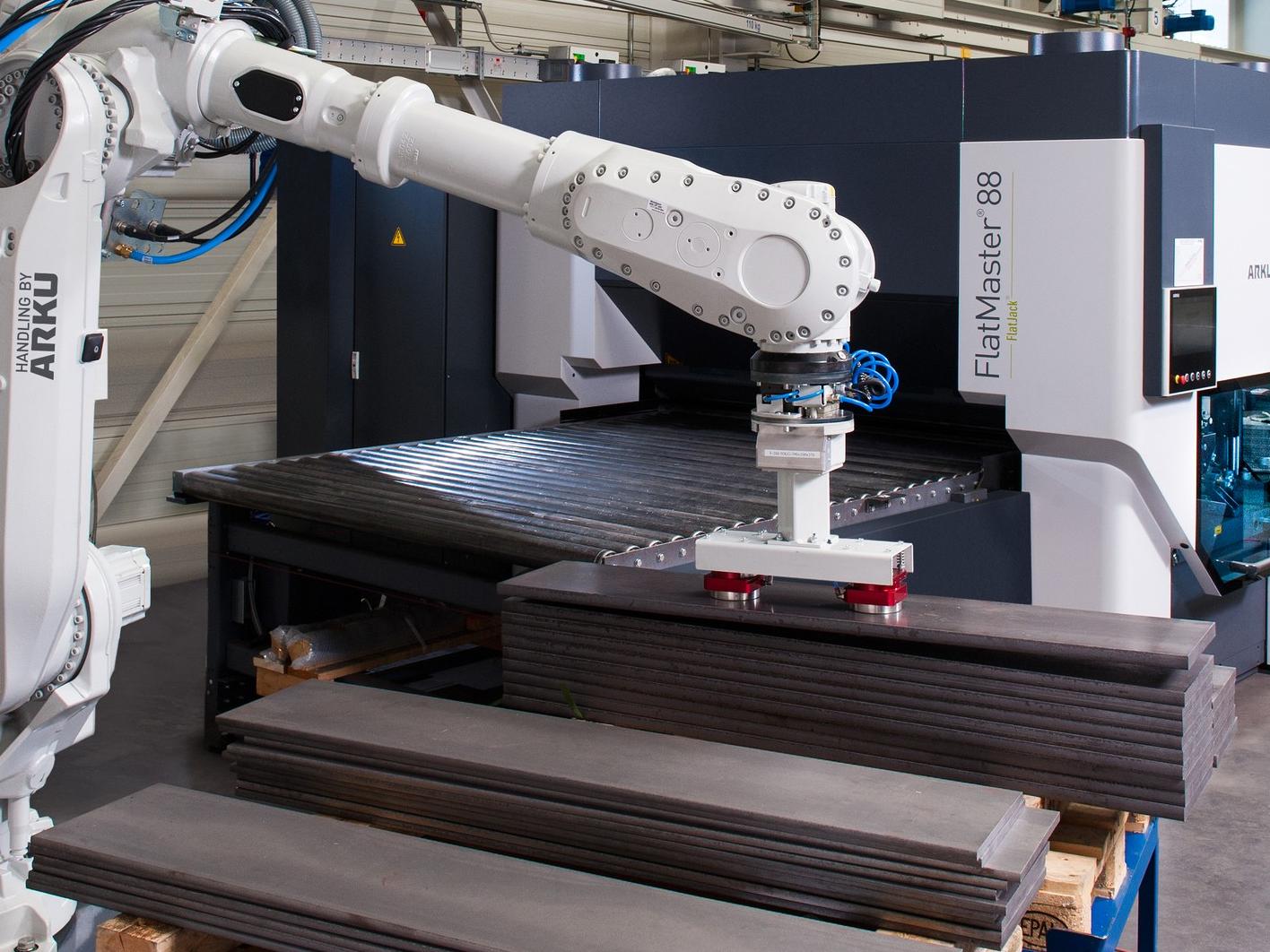
Je nach Vorgabe durchlaufen die entgrateten Teile die Strahlanlage beziehungsweise werden auf der Arku-Flatmaster 88/200 gerichtet.
Teile bis 23 mm Dicke lassen sich auf der hy-draulischen Teilerichtmaschine ebnen und von Eigenspannungen befreien. „Bei einem 80 mm Blech haben Sie keine Probleme mit Verzug.“ Eine hydraulische Richtspaltregelung der Flatmaster sorgt zuverlässig dafür, dass mit den 17 Richtwalzen der Maschine auch Teile mit über die Länge stark schwankenden Querschnittsflächen, wie etwa bei Teilen mit großen Ausnehmungen oder runden Teilen, zuverlässig gerichtet sind.
„Wichtig war uns der hydraulische Überlastschutz, der zuverlässig die Maschine stoppt, wenn die eingestellte und tatsächliche Dicke des Teils nicht übereinstimmen“, sagt Clemens Huber. „Das war nämlich bei der alten mechanischen Richtmaschine ein Problem.“
Die bewährte Technik der Maschine in Verbindung mit der einfachen Bedienung überzeugt beim Komplettanbieter Plasser & Theurer. Im automatischen Betrieb können mit der Maschine Bleche bis 6 m Länge bearbeitet werden. Längere Teile fahren dann am Ende der Rollbahn gegen einen Anschlag. Dieser Anschlag kann herunter geklappt werden, um lange Teile allerdings im manuellen Tippbetrieb zu richten. Für diesen Fall steht die Maschine auch nicht parallel zur Wand, so dass lange Bauteile in die Richtmaschine einlaufen können, ohne an der Nachbarmaschine anzuschlagen. Auch bei der Flatmaster reicht die Eingabe der Basiswerte an der Steuerung. Implementierte Algorithmen sorgen dann für die richtigen Einstellung des Richtspalts.
„Über die Entgratmaschine laufen pro Woche rund 40 Tonnen Stahl, bei der Richtmaschine sind es rund 50 Tonnen“, sagt Günter Gusenbauer. Wie sich die neuen Maschinen rechnen, dazu seien die Anlagen allerdings noch zu kurz in Betrieb erklärt Clemens Huber: „Das ermitteln wir noch. Aber wir können heute schon sagen, dass wir mit der Entgratanlage drei manuelle Entgrat-Arbeitsplätze eingespart haben. Und das zum Vorteil der Mitarbeiter, denn das Entgraten mit dem Winkelschleifer ist belastend, anstrengend und alles andere als ein attraktiver Arbeitsplatz.“ Und insgesamt liefere der Bereich Blechzuschnitt heute qualitativ hochwertige Zuschnitte, die die Weiterverarbeitung in der Schlosserei und Schweißerei einfacher gestalten als früher.
„Die Erfahrung zeigt, dass speziell Richtmaschinen längerlebige Investitionsgüter sind. Deshalb war es uns wichtig, dass der Anbieter im Markt gefestigt ist und die Ersatzteilverfügbarkeit über lange Zeit gewährleisten kann. Und wenn etwas an den Maschinen sein sollte, dann erwarten wir auch, dass relativ schnell ein Monteur kommt, der sich mit der Maschine auskennt“, sagt Clemens Huber. Wenn eine Telefonunterstützung nicht ausreicht, sind es von Arku in Baden-Baden nach Linz nur wenige Stunden.
Volker Albrecht