Zum Produktportfolio der Schürholz Stanztechnik in Plettenberg zählen Prägeformteile, Stanz-, Stanzbiege- und Ziehteile. Die Bauteile kommen in der Elektroindustrie und der Bahntechnik, vor allem aber in der Automobil- und Automobilzulieferbranche zur Verwendung. Eine wichtige Rolle spielen dort Metallgehäuse für Elektromotoren, die im Fahrzeug zur Sitzverstellung dienen. Bislang fertigte das Unternehmen die Gehäuse klassisch geclincht mit Lagerdeckel auf einem Bihler Servo-Produktionssystem BM 1500 in Kombination mit einem Umformcenter Combitec CC 1, ebenfalls von Bihler. Im Jahr 2017 fasste man den Plan, diese Gehäuse auch für Fensterhebermotoren im Fahrzeug zu nutzen – auch wenn die Anforderungen dafür deutlich höher sind: „Die Gehäuse für Fensterhebermotoren müssen wasser- und druckdicht nach IP67 sein, um im Notfall das Öffnen der Scheiben auch unter Wasser zu gewährleisten“, erklärt Geschäftsführer Dipl.-Ing. Angelo Castrignano. „Da ein geclinchtes Bauteil diese Anforderung niemals erfüllen kann, mussten wir eine alternative Fertigungslösung finden.“


Höchstmaß an Automation und Effizienz
Die Idee: Alle erforderlichen Prozessschritte sollten neu entwickelt und komplett auf einer einzigen Anlage abgebildet werden, und zwar auf einem neuen Servo-Produktions- und Montagesystem Bimeric BM 6000. Keine leichte Aufgabe, denn die Fertigung umfasst unterschiedlichste Prozessschritte wie Stanzen, Biegen, Laserschweißen, Deckel aufsetzen und Verstemmen. Doch nach zweijähriger Entwicklungszeit inklusive Projektstudie konnte der gesamte Ablauf auf die BM 6000 integriert werden. „Es ist eine weltweit einzigartige Anlage, die ein Höchstmaß an Automation und Effizienz bietet“, betont Angelo Castrignano. „Ihre Hauptvorteile liegen in der hohen Fertigungsleistung mit bis zu 60 Hüben pro Minute. Gleichzeitig ist die Maschine auf optimale Materialausnutzung ausgelegt und spart gegenüber dem Tiefziehen rund 30 Prozent Material ein. Das ist bei geplanten 28 Millionen Teilen pro Jahr ein erheblicher Effizienzvorteil, nicht nur wirtschaftlich angesichts stark gestiegener Materialkosten. Vielmehr können durch den verringerten Materialeinsatz auch jedes Jahr 1.000 Tonnen CO2 eingespart werden.“


Parallele Lösungsentwicklung
Für die Entwicklung der Lösung stand die Otto Bihler Maschinenfabrik als Partner schnell fest, zumal andere Anbieter an der Komplexität der Aufgaben zuvor gescheitert waren. „Nur Bihler hat das nötige Know-how und die Fertigungstechnologien für ein derartiges Produkt“, so Angelo Castrignano. „Wir haben gemeinsam und parallel die Lösung vorangetrieben, wir auf der Werkzeugseite und Bihler auf der Anlagenseite. Dabei wurden wir immer unterstützt von Brose Fahrzeugteile als unserem Kunden.“ Besondere Herausforderungen lagen im wasserdichten Verbinden des Motorgehäuses mit dem gestanzten Deckel sowie in der Integration des Laserschweißens in den Prozess. Letzteres wurde schon einmal von Brose Fahrzeugteile vor etwa 15 Jahren angedacht und jetzt erneut aufgegriffen und realisiert. Unterm Strich ließen sich alle Herausforderungen technisch sowie innerhalb des Budget- und Zeitrahmens bewältigen, und so konnte die BM 6000 Ende 2018 bei Schürholz ihren Betrieb aufnehmen. „Die vorherige Maschinenabnahme in Halblech verlief absolut reibungslos“, erzählt Stefan Wortmann, Geschäftsleiter Produktion. „Wir haben die Anlage eingeschaltet und ein komplettes Los mit 30.000 Stück ohne Störungen durchgefahren.“


Fertig fallend im Sekundentakt
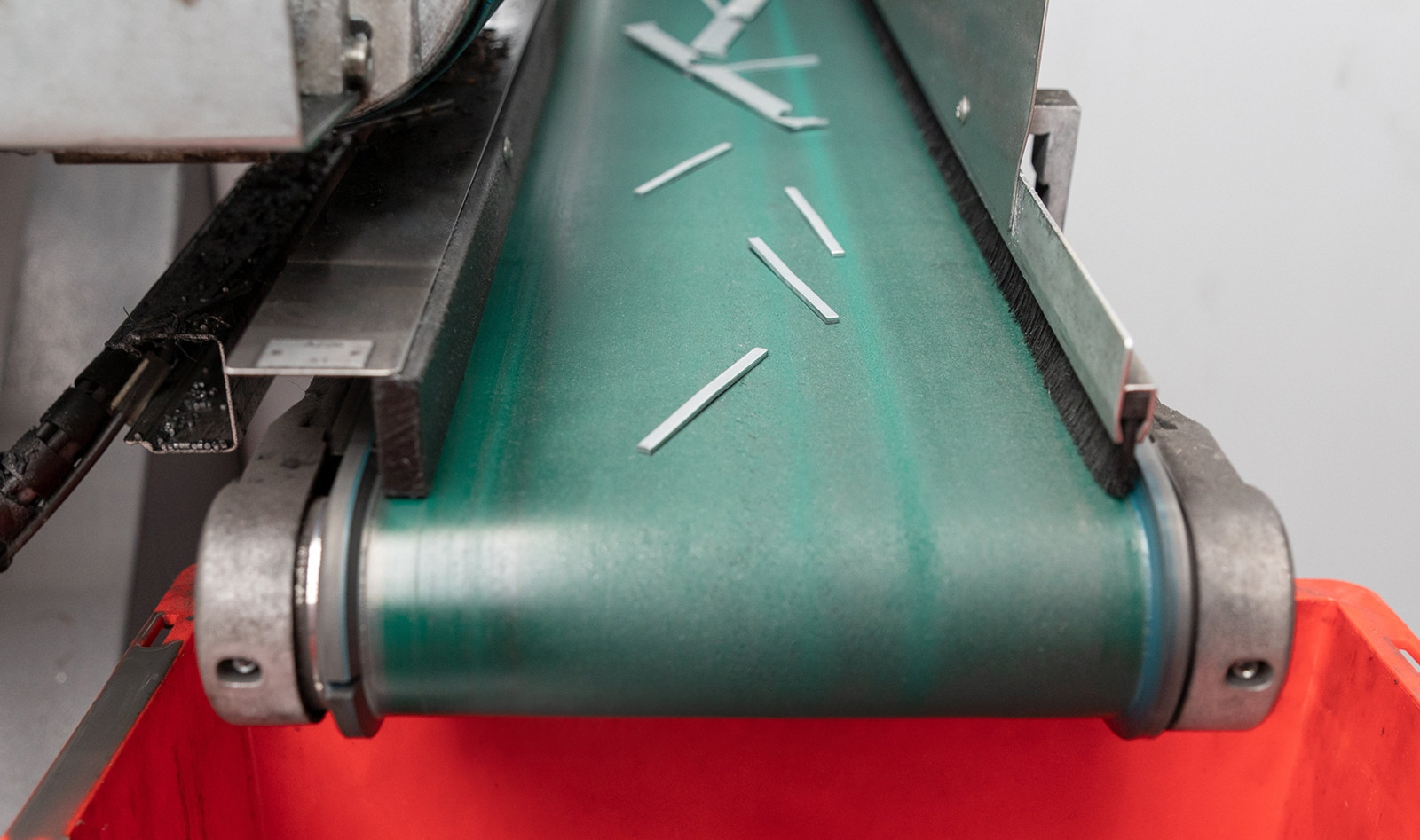
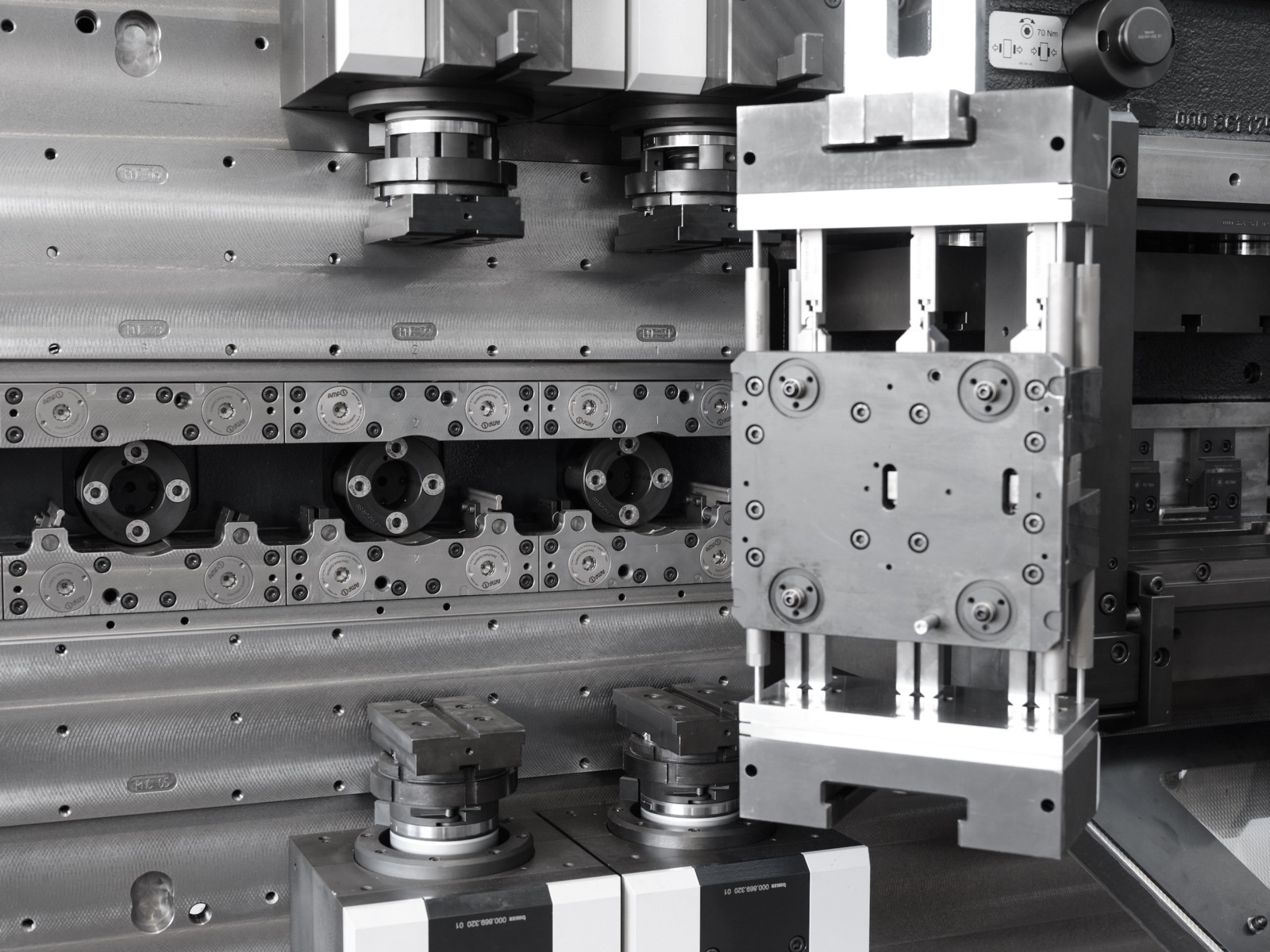
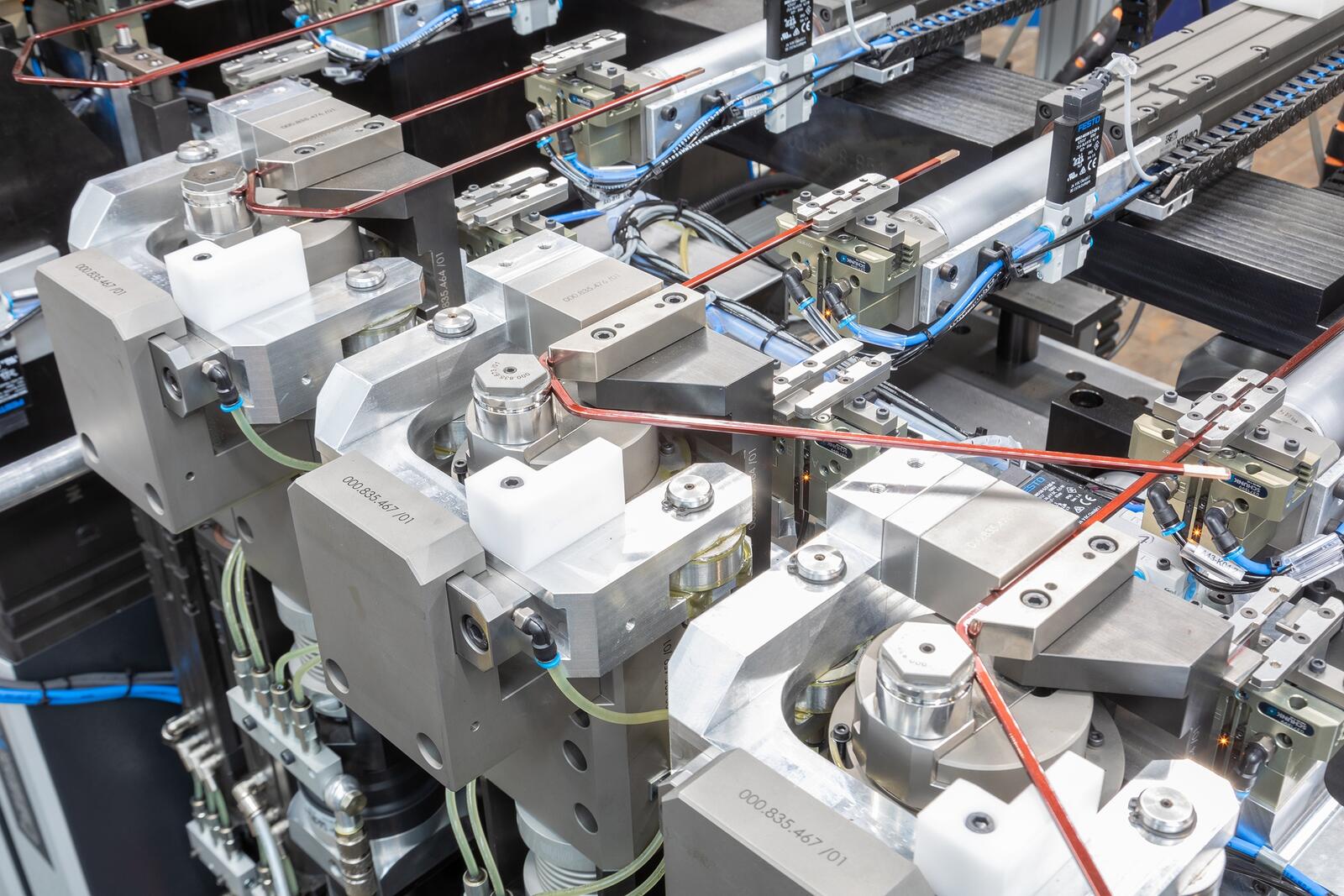
Bei Schürholz in Plettenberg beginnt die Fertigung der Motorgehäuse mit dem Einziehen des Bands und dem Ausstanzen der Platine. Diese wird zum Grundkörper gebogen. Im Anschluss erfolgen das Kalibrieren des Bauteils und der Weitertransport zur Laserschweißeinheit. Diese verschweißt das Gehäuse. Auf einem Rechensystem werden danach die beiden Anschraublaschen des Gehäuses um 90 Grad umgelegt und gelocht. Das Gehäuse dreht sich anschließend und am oberen Gehäuseende wird der erste Balkon aufgeschabt. Dazu wird senkrecht von oben die Gehäusewand präzise heruntergedrückt. Auf diesen Vorsprung wird per Pick & Place-Einheit der Deckel aufgesetzt. Danach wird das Gehäuse erneut geschabt, so dass eine absolut dichte Pressverbindung entsteht. Zum Abschluss wird das Bauteil noch mittels Kamera kontrolliert und auch ein Lasersensor überprüft die Schweißnaht – und dann fallen die komplett fertig gestellten Motorgehäuse im Sekundentakt in die Box. „Im Gegensatz zum Tiefziehen lassen sich mit der neuen Technik auch unterschiedlichste Materialstärken einfach und flexibel realisieren, und zwar durchgehend präzise über den gesamten Gehäusekörper hinweg. Dies ist ein weiterer großer Vorteil der Anlage“, macht Stefan Wortmann klar.


Neue Anwendungen
Der große Erfolg des Projekts bewog Schürholz dazu, noch eine weitere BM 6000 zur Fertigung größerer Gehäuse in Betrieb zu nehmen. Diese kommen ebenfalls im Automobil, aber auch beispielsweise in Garagentorantrieben oder in Kaffeemaschinen zur Verwendung. Außerdem hat das Unternehmen eine dritte BM 6000 bereits fest eingeplant. „Die BM 6000 ist das neue Flaggschiff im Maschinenpark unseres Unternehmens. Sie stellt für uns ein wichtiges Standbein für die Zukunft dar, denn damit können wir uns im Bereich Gehäusefertigung unabhängig vom Fahrzeugantrieb erfolgreich weiterentwickeln“, so Angelo Castrignano. „Die Anlage steht gleichzeitig für ein Maximum an Entwicklungs- und Technologiekompetenz. Sie trägt entscheidend zur Erhaltung und Sicherung unseres hiesigen Produktionsstandorts bei.“ Den hohen Innovationsgrad der Lösung belegt auch die Tatsache, dass Schürholz zusammen mit Brose Fahrzeugteile inzwischen zahlreiche Patente auf diese Herstellungsart der wasserdichten Elektromotorengehäuse angemeldet hat. Und nicht zuletzt wurde Schürholz zusammen mit der Otto Bihler Maschinenfabrik von Brose Fahrzeugteile als innovativster Lieferant ausgezeichnet.