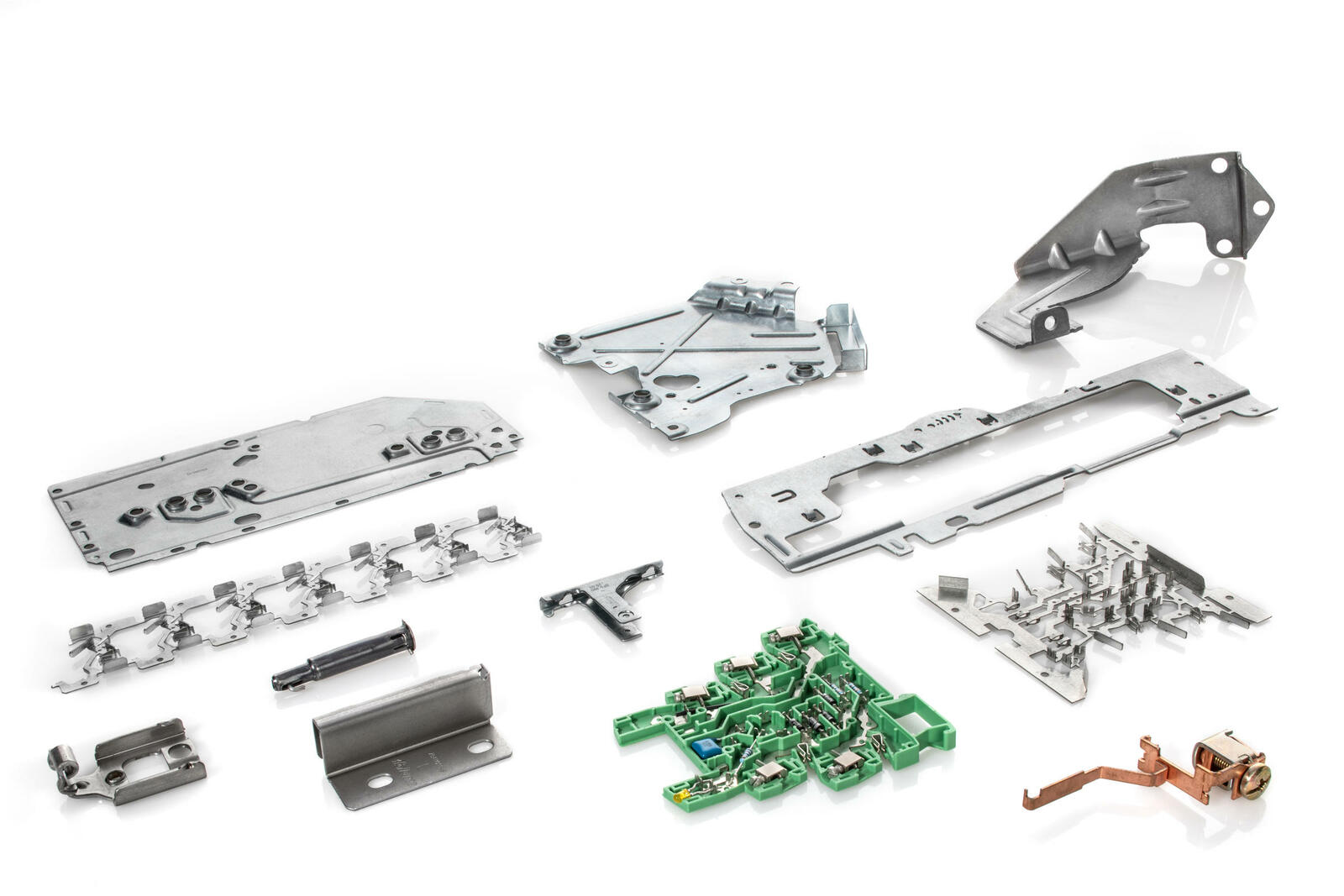
Um Elektrokontakte wirtschaftlich fertigen zu können, braucht es die neueste Technik, ist man bei Prometall überzeugt. Die Lösung finden die Allgäuer gleich in der Nachbarschaft. Im hochmodernen Maschinenpark der Prometall Fertigungstechnik GmbH rührt sich was. Von der Fräs- und Drehmaschine über Draht- und Senkerodieranlagen und Stanzautomaten bis hin zu Bihler-Stanzbiegeautomaten mit Schweißtechnik und einer kombinierten Stanz-Laser-Maschine sind praktisch alle Anlagen im Einsatz. Sie liefern Scharniere und Schubladenführungen für die Möbelindustrie ebenso wie Kontakte für die Elektronikbranche und Utensilien für die Küchenausrüstung. „Eines unserer Erfolgsgeheimnisse besteht darin, dass wir sehr breit aufgestellt sind, vorausschauend planen und handeln, Termine stets einhalten und dabei höchste Qualitätsansprüche erfüllen“, sagt Andreas Hofer, Geschäftsführender Gesellschafter der Prometall Fertigungstechnik GmbH.“
Elektrokontakte wirtschaftlich mit der Technologie von Bihler fertigen
Einen wesentlichen Beitrag dazu leistet seit jeher die Technologie der Otto Bihler Maschinenfabrik. Schließlich begann Andreas Hofer vor fünfzig Jahren seine Ausbildung bei Bihler in Halblech. Und als er 1987 als reiner Lohnfertiger mit der Prometall Werkzeugbau GmbH seine erste eigene Firma gründete, erfolgte drei Jahre später die erste Serienproduktion von Stanzbiegeteilen natürlich auch auf einem Bihler-Automaten. „Schon damals gab es Bauteile, die sich ausschließlich mit Bihler-Anlagen umsetzen ließen, da nur diese hohe Produktionsgeschwindigkeiten bei einer auf ein hundertstel Millimeter genauen Qualität liefern konnten“, macht Andreas Hofer klar.


Sehr hohe Bauteilqualität sichergestellt
Die Bihler-Technologie war damit schon damals ein Garant für die erfolgreiche Auftragsgewinnung – und ist es auch heute. „Anfang 2019 ging es bei uns um einen neuen Auftrag zur Fertigung von Elektrokontakten für die automobile Kommunikation“, berichtet Andreas Hofer. „Wir erhielten unter mehreren Bewerbern den Zuschlag, weil klar war, dass wir für die Produktion der acht Bauteilvarianten die neueste Bihler-Servotechnologie einsetzen würden und damit eine sehr hohe Qualität sichergestellt ist.“ Darum investierte Prometall auch in den Servo-Stanzbiegeautomaten GRM-NC und in das Leantool-Werkzeugsystem. „Denn nur wer die neueste Technik nutzt und beherrscht, hat Chancen im Markt und kann sich in Zukunft behaupten“, so die Überzeugung des Firmengründers, in dessen Unternehmen mittlerweile auch seine beiden Söhne Michael und Andreas tätig sind. Michael Hofer ist für die Projektierung neuer Werkzeuge zuständig, sein Bruder Andreas leitet die Konstruktions-Abteilung bei Prometall.


Anspruchsvolle Arbeitsschritte
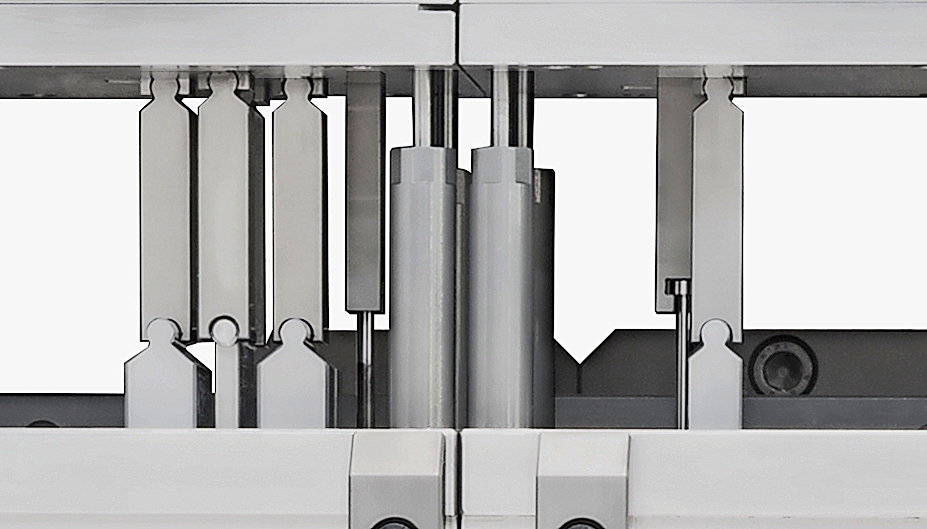
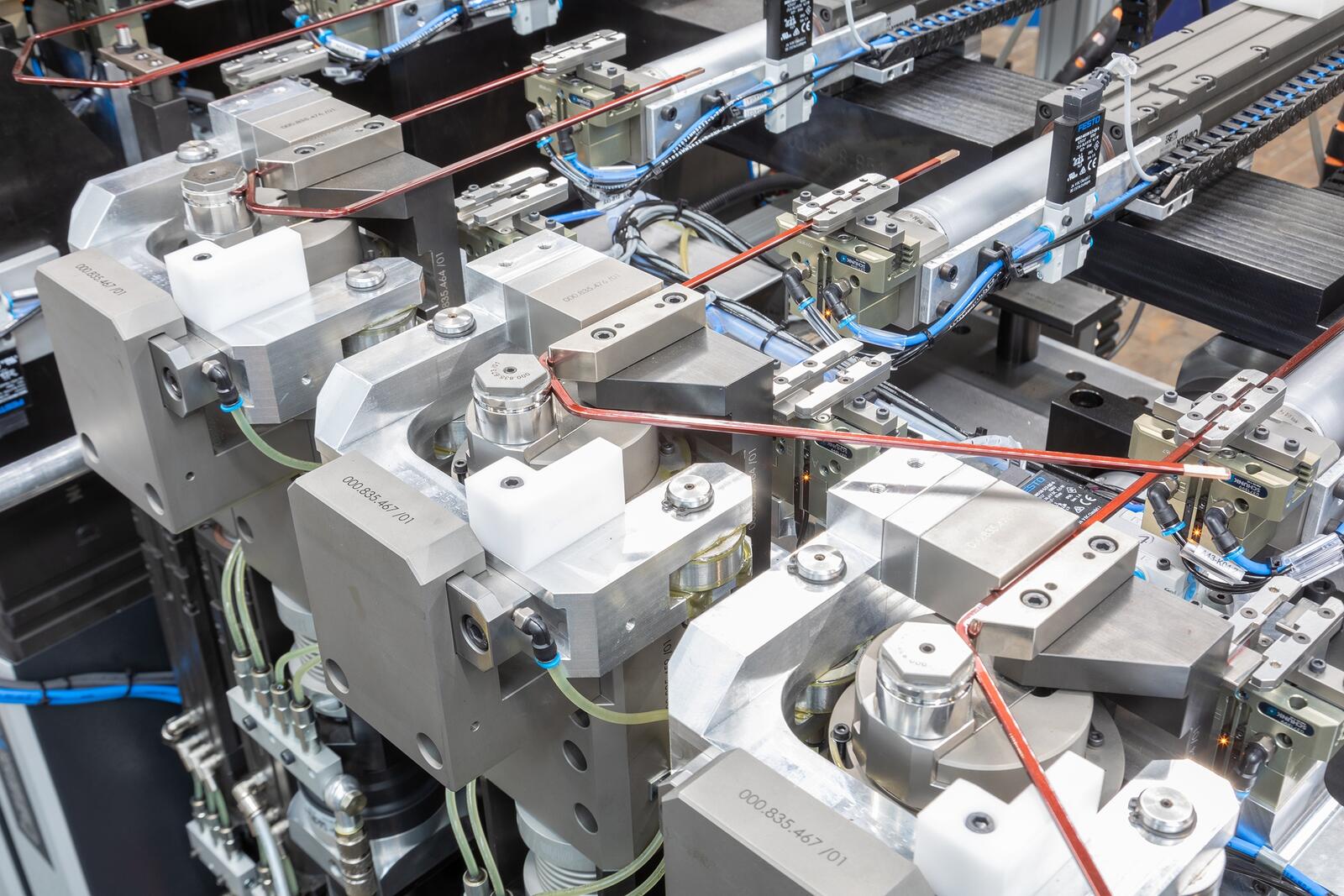
Entscheidend für die Investition in die GRM-NC und das Leantool-System war neben der geforderten Qualität auch, dass sich der Kontakt in der angestrebten Fertigungsgeschwindigkeit nur mithilfe der Bihler-Technologie umsetzen ließ. Schließlich erfordert die hochkomplexe, paarige Baugruppe sehr viele anspruchsvolle Arbeitsschritte. Dazu gehört die Ausformung einer inneren Buchse im galvanisierten und Edelmetall-beschichteten Teil ebenso wie das spielfreie Einsetzen einer gerollten Innenfeder, die zuvor aus 1/10 mm starkem Kupferband gestanzt und gebogen wird. Die Fertigung beinhaltet außerdem die auf Bihler-Basis realisierte Zuführung eines Kunststoff-Pins als Berührungsschutz – natürlich alles öl- und fettfrei. „Die Technik ist für diese Anwendung einfach perfekt“, betont Andreas Hofer.
30 % geringere Werkzeugkosten
Die Werkzeuge für den neuen Automobil-Kontakt konstruierte und baute prometall komplett selber – diesmal erstmalig auf Basis des standardisierten Leantoll-Werkzeugsystems. Dessen Vorteile zeigten sich in der Praxis schnell, auch unabhängig von der neuen Kontakt-Fertigung: „Das Leantool-System bietet in Kombination mit der GRM-NC die Möglichkeit, Musterteile und Kleinserien besonders wirtschaftlich in höchster Qualität anzubieten und gleichzeitig die Durchlaufzeiten der Werkzeuge auf ein Minimum zu reduzieren“, so Michael Hofer. „Konkret können wir damit 30 Prozent an Werkzeugkosten sparen, das Werkzeug aber gleichzeitig um rund ein Drittel schneller als bisher fertigen. Und in der Produktion verkürzen sich die Rüstzeiten um gut die Hälfte auf durchschnittlich zwei bis sechs Stunden, je nach Werkzeug“, bestätigt Andreas Hofer junior. Diese Zeitersparnis ist – neben der hohen Bauteilqualität und den reduzierten Kosten – eines der weiteren Erfolgsgeheimnisse von Prometall, bei der mittlerweile bereits zwei GRM-NC stehen. „Mit Bihler sind wir bei bestimmten Bauteilen einfach schneller und günstiger“, bringt es Firmengründer Andreas Hofer auf den Punkt. So konnte Prometall auch die mit vier Monaten extrem kurze Lieferzeit für die automobilen Elektrokontakte pünktlich einhalten. Genauso kurzfristig ließen sich inzwischen auch weitere Leantool-Werkzeuge herstellen, darunter allein acht Stück für die Varianten des neuen Steckers.
Neue Aufträge gewinnen
Auch die Implementierung des Leantool-Systems verlief ähnlich rasant. „Vom Leantool-Start bis zum ersten fallenden Teil sind bei uns zwölf Wochen vergangen“, berichtet Andreas Hofer. „Festzuhalten ist dabei, dass wir mit zunehmender Anwendungsdauer die Potenziale dieses Systems immer besser für uns nutzen können.“ Der Einsatz der GRM-NC und des Leantool-Systems wirkt sich zudem positiv auf die Belegschaft aus, und die neue Technologie wird insbesondere von den jüngeren Mitarbeitern sehr gut angenommen. In der Summe ist das neue Kapitel in der Unternehmensgeschichte, das Prometall mit der Bihler-Servotechnologie und dem Leantool-System eingeläutet hat, ein voller Erfolg: „Wir konnten neue Aufträge gewinnen und können unsere Zukunft weiter erfolgreich ausgestalten“, so das klare Fazit von Andreas Hofer. „Mit der neuen Bihler-Technologie sind wir auf dem absolut richtigen Weg.“

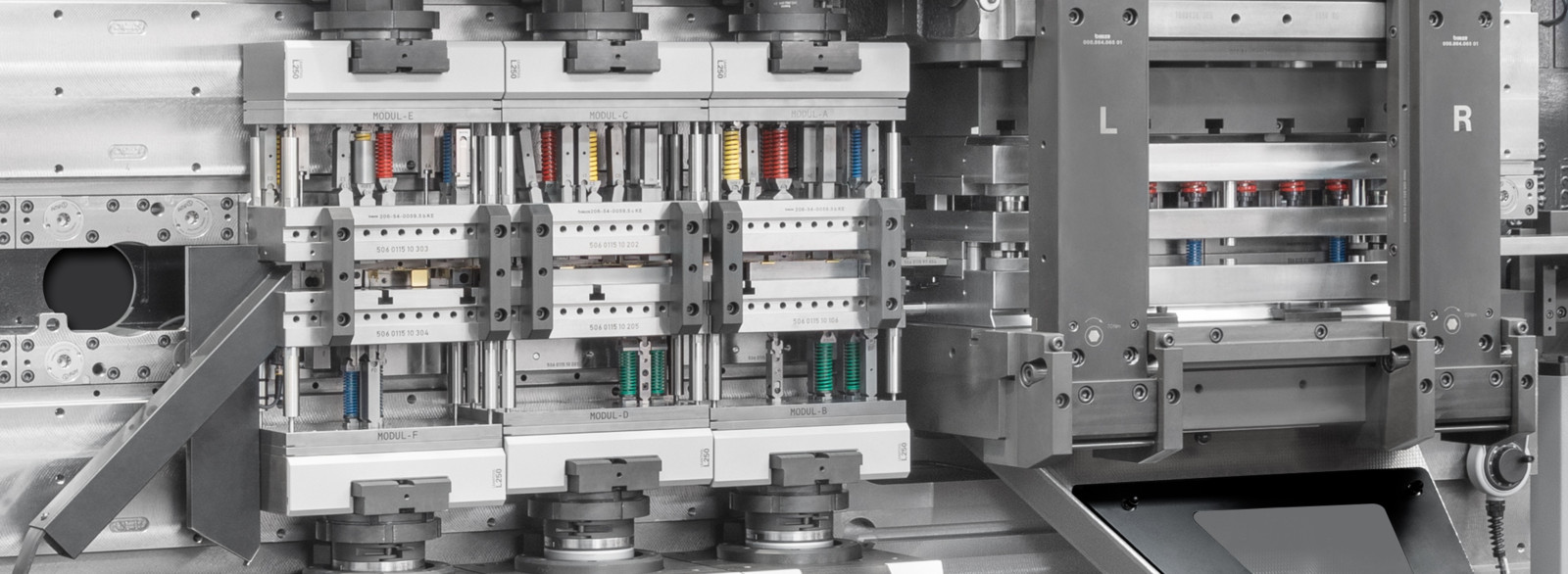
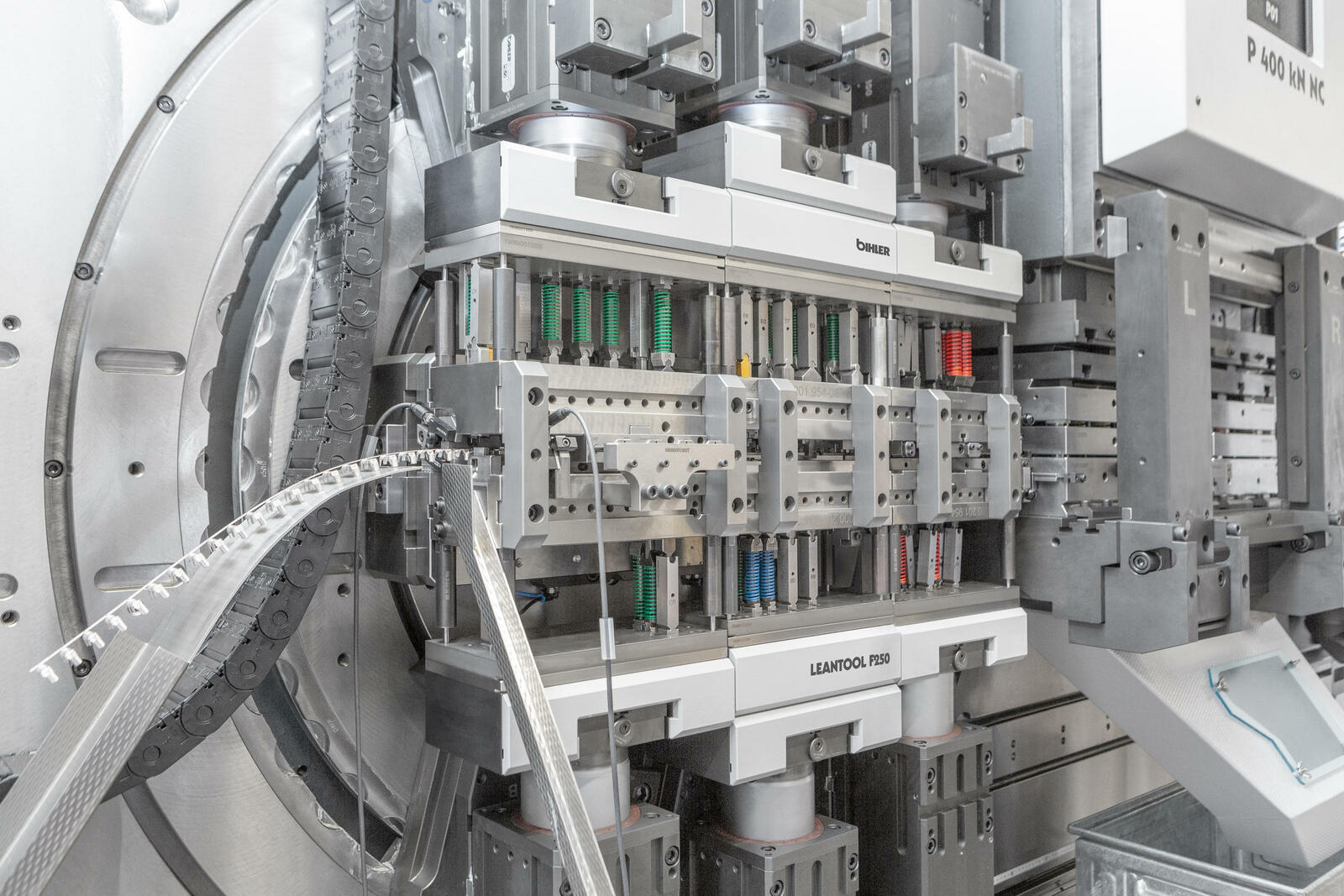
Das ist der Leantool-Werkzeugbaukasten
Das Bihler Leantool-System ist ein durchgängiger, hochgradig standardisierter Werkzeugbaukasten. Mit ihm lassen sich radiale und lineare Biegewerkzeuge für Bihler-Maschinen jetzt deutlich schneller, einfacher und kostengünstiger realisieren. Das Leantool Werkzeugsystem überzeugt durch seine perfekte Durchgängigkeit. Bereits bei der ersten Kundenanfrage für ein Stanzbiegeteil, Drahtbiegeteil oder Folgeteil hält die Bihlerplanning-WebApp jede Menge Bauteil- und Konstruktionswissen bereit. Anwender können damit präzise Informationen zur Bauteilplanung und Werkzeugkonstruktion gewinnen und innerhalb kürzester Zeit Machbarkeitsaussagen und Angebote erstellen. Im Anschluss garantiert die klar strukturierte Konstruktionsmethodik der Bihler-Technologie-Software bNX eine schnelle und einfache Konstruktion des Biegewerkzeugs. Die Maschinenumgebung und die Normalien sind hierbei vordefiniert und sämtliche Leantool-Normalien sind in einer Wiederverwendungs-Bibliothek hinterlegt. Einzeln ansteuerbare Bewegungen sind im Werkzeug von oben, von unten und von der Seite durch die Maschine realisierbar. Das macht das Leantool Folgeverbund besonders übersichtlich und gut zugänglich. Im Vergleich zu Folgeverbund-Werkzeuglösungen in Pressen ist die Fertigungsqualität auf dem Bihler Servo-Stanzbiegeautomaten GRM-NC konstant höher, da das Bandmaterial im Werkzeug nicht ausgehoben werden muss. Der Materialabfall reduziert sich durch die einseitige Anbindung am Haltestreifen entscheidend. Anwender fertigen ihre Bauteile auf der leistungsstarken Servomaschine mit Taktraten bis 250 1/min. in kleinen und mittleren Losgrößen und bei hoher Variantenvielfalt dadurch besonders flexibel und wirtschaftlich.