Eine Laserentwicklung, die nicht dem Trend zu mehr Laserleistung folgt und trotzdem für glattere und hochwertige Schnitte sorgt, ist die Faserlaserschneidanlage Ventis-3015AJ der japanischen Amada. Für höhe Schneidgeschwindigkeiten, breitere Schnittfugen und höhere Schnittqualität setzen viele Hersteller von Festkörperlasersystemen aktuell auf mehr Laserleistung.
Anders dagegen Amada: Bei der Ventis sorgt ein Laserstrahl aus einer 4-kW-Laserquelle mit einer ausgesprochen hohen Strahlqualität in Kombination mit einer Optik, die den Laserstrahl über die Schneidfuge pendeln lässt, für eine Schneidperformance, die sonst mit herkömmlichen 6 oder 8 kW-Faserlasern erreicht wird. „Die Ventis eröffnet eine ganz neue Dimension im Faserlaserschneiden, denn damit lassen sich Aluminium und Edelstahl völlig gratfrei und mit einer nur sehr geringen Oberflächenrauigkeit schneiden“, erklärt Axel Willuhn, Produktmanager Stanz- und Lasertechnik bei der deutschen Amada.
Mehr Leistung oder schnellere Bewegung
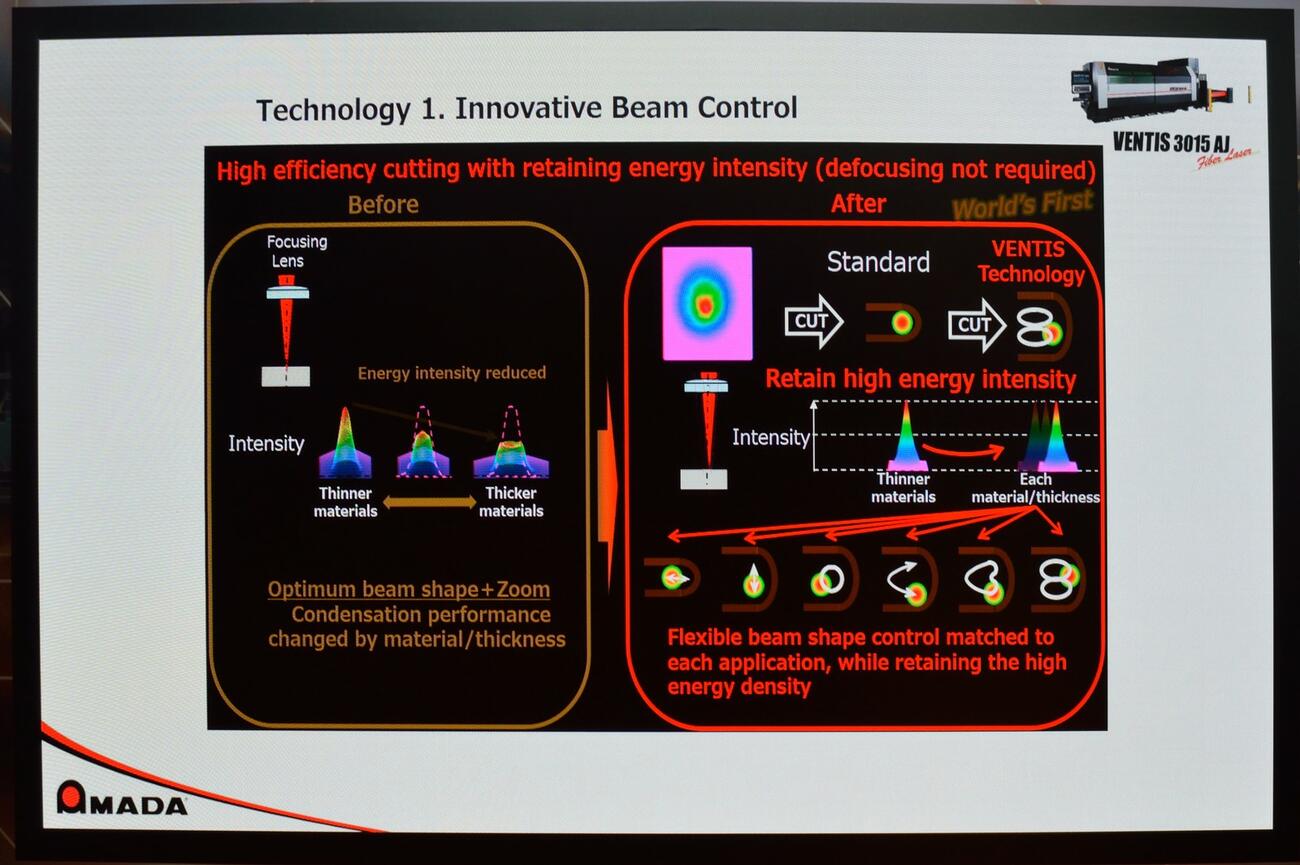
Zum Hintergrund der Entwicklung erläutert Willuhn, dass es immer wieder Anwender gäbe, denen die Oberflächenrauigkeit und die Rechtwinkligkeit des Schnitts sowie die Schneidgeschwindigkeit des Faserlasers in dickeren Blechen nicht ausreichen und die daher weiterhin auf den CO2-Laser setzen. Zudem entstünden beim Schneiden mit Faserlasern regelmäßig Mikrograte, so dass heutzutage kaum ein Lohnschneider ohne Entgratanlage auskomme. Tatsächlich sei es gerade bei dickeren Blechen schwierig, mit dem Faserlaser die notwendige Energie in das Material einzubringen und eine entsprechend breite Schneidfuge zu erzeugen, um die Schlacke problemlos auszutreiben. Hier wird bei herkömmlichen Faserlasersystemen mit unterschiedlich breiten Strahlmoden und/oder Doppelfasern gearbeitet. Reicht dies nicht, setzen die meisten Hersteller auf mehr Laserleistung. „Das ist aber unserer Ansicht nach mit Kanonen auf Spatzen geschossen“, sagt Axel Willuhn.
Strahlqualität vor Leistung
Amada setzt stattdessen auf eine extrem hohe Strahlqualität des Laserstrahls, der „wie ein sehr scharfes Samurai-Schwert mit wenig Kraft in das Material eindringe“. Herkömmliche Laserquellen mit hohen Leistungen versuchten es dagegen– um im Bild zu bleiben – mit einer Axt und viel Kraft.
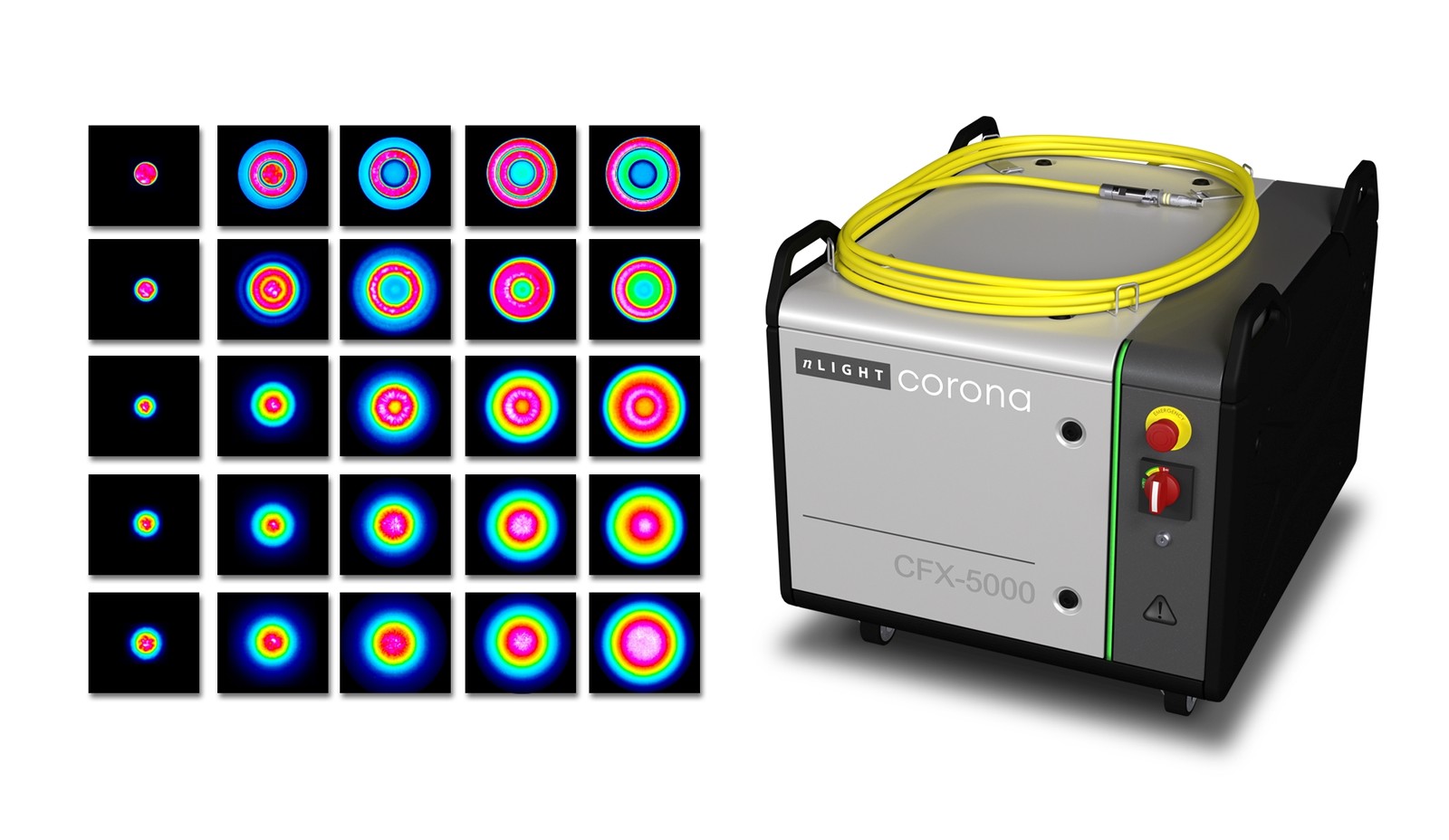
Erzeugt wird der „scharfe“ Laserstrahl in einem neuentwickelten 4-kW-Single-Module-Oscillator, der mit einem BPP > 0,9 mm * mrad in der Leistungsklasse von 4-kW-Lasern die derzeit beste Strahlqualität liefert. Die neue Laserquelle besteht dabei aus einem einzigen Modul ohne Combiner.
Breite Schnittfuge durch Pendeln
Der Laserstrahl pendelt bei der Ventis über den Schnitt und erzeugt so eine Schnittfuge, die breiter ist als der Laserstrahl selbst. Je nach Anwendung können dabei unterschiedliche Pendelmuster erzeugt werden, wobei aktuell sechs Muster zur Auswahl Verfügung stehen. Letztendlich lassen sich damit Schnittfugen von bis zu 2 mm Breite erzeugen.
Realisiert wird die Bewegung in einer zum Patent angemeldeten speziellen Optik im Schneidkopf, die den Laserstrahl mit einer Schwingungsdauer im Millisekundenbereich pendeln lässt.
Pendelnder Laserstrahl hoher Strahlqualität
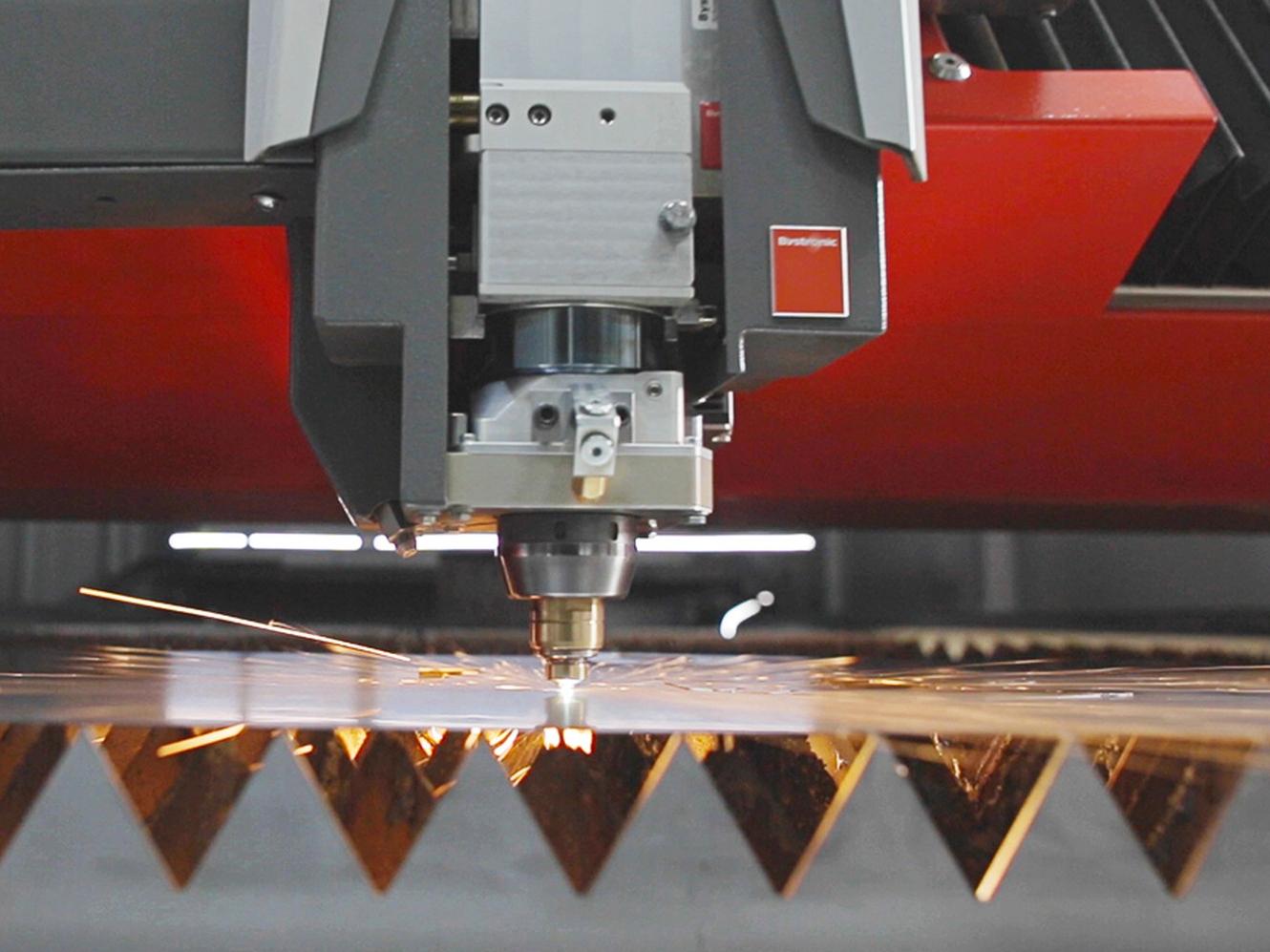
Im Ergebnis werden damit Schnitte mit geringer Oberflächenrauigkeit, nahezu ohne Grat und nahezu ohne Winkelverlauf über die Schnittfläche erzeugt.
Die Rechtwinkligkeit der Schnittkante ist hoch.
Das Ganze wird zudem mit insgesamt höheren Schneidgeschwindigkeiten in kürzeren Zykluszeiten als bei herkömmlichen Lasersystemen gleicher Leistung umgesetzt.
Auf der Euroblech wurde dies anhand verschiedener Schnittproben demonstriert. Beim Schneiden von 4 mm dickem Edelstahlblech unter Stickstoff erreicht die Ventis eine um 81 % höhere Schneidgeschwindigkeit als ein herkömmlicher 4-kW-Faserlaser. Bedingt durch Einstechprozesse und Slow-Down-Bereiche verkürze sich mit der Ventis die Zykluszeit um 30 % gegenüber herkömmlichen Faserlasersystemen.
Beim Schneiden von Edelstahl mit 12 mm Dicke sei im Prinzip keine Gratbildung mehr feststellbar und die Oberflächenrauigkeit an der Schnittfläche mit 8 µm so gering, dass man sich selbst mit einem CO2-Laser anstrengen müsse, diese Qualität zu erreichen.
Bei 20 mm dickem Normalstahl wird mit Ventis eine gegenüber herkömmlichen Faserlasern gleicher Leistung deutlich verbesserte Oberflächenrauigkeit erreicht. Zudem ist der Winkelverlauf über die Schnittkantenhöhe mit 6/100 Millimeter nahezu vernachlässigbar.
Beim Schneiden von 8 mm dickem Aluminiumblech gibt Amada ein Geschwindigkeitsplus von 122 % gegenüber einem herkömmlichen Faserlaser an, die Zykluszeit reduziert sich auf 58 %. Im Vordergrund stehen beim Aluminiumschneiden allerdings die geringe Rauigkeit und die geringe Gratbildung.
Herausragende Strahlgüte
Das System der Ventis ist neu und plausibel, die Demonstrationen auf der Euroblech bestätigen die avisierten Vorteile. Insgesamt schlage sich der Performancevorteil zudem in geringeren Kosten nieder, unter anderem weil der Gasverbrauch geringer sei und die Komponenten der Maschinen weniger beansprucht würden. Vor allem für die an Bedeutung gewinnende automatisierte Teileentnahme biete die Möglichkeit, problemlos Schnittfugen bis zu 2 mm Breite zu generieren, deutliche Vorteile. Bei diesen Fugenbreiten dürfte eine automatische Teilentnahme kein Problem darstellen, zumal die Fugenbreite gezielt vom Anwender eingestellt werden und über den Schnittverlauf variieren kann.
Man werde abwarten, wie die Ventis auf der Euroblech ankomme und dann kundenorientiert an der Technologie weiterarbeiten, heißt es bei Amada. Axel Willuhn jedenfalls sieht in der Maschine das Potenzial, um in naher Zukunft den CO2-Laser in vielen Anwendungen zu ersetzen. Dann werde auch dort mit effizienteren Techniken und höherem Wirkungsgrad gearbeitet. „Es ist nicht immer mehr Leistung die ideale Lösung, man kann es auch intelligenter machen.“